一种具有调温功能的相变非织造材料的制作方法
1.本发明涉及非织造材料领域,尤其涉及一种具有调温功能的相变非织造材料。
背景技术:
2.随着技术的不断发展,具有功能化、智能化的非织造材料已成为未来行业的发展趋势。如作为与人体接触的卫生用品,在一些特定使用场合,要求非织造材料具有一定的调温功能。
3.申请号为cn201911266439.8的发明专利以及申请号为cn201921868416.x的发明专利等已经公开了复合有相变微胶囊或相变材料的无纺布。由于相变微胶囊具有可根据环境温度自动储热-放热得特性,因此可以赋予无纺布调温功能。
4.目前,虽然相变微胶囊已经广泛应用于许多领域,但也存在许多需要进一步改进的地方。相变微胶囊作为一种可以用于存储能量和调节温度的材料,首先要求它的相变焓值高,其次还必须能够承受一定的压力,同时必须能够及时响应温度变化。经调查,采用相变技术制备的非织造材料主要有以下方式:1、将相变材料添加到粘胶或涤纶纤维纺丝溶液中,再将纤维通过梳理水刺工艺制成无纺布。该方式的缺点在于:为了保证纺丝的顺利进行,其相变材料的添加比例一般不高(一般添加量≤10%),使材料的相变调温功能受到很大影响。
5.2、将相变材料配制成一定量的水溶液并加入一定比例的丙烯酸粘合剂;将含有相变材料的丙烯酸粘合剂采用浸轧的方式施加到非织造材料表面。为了保证控温效果,则需要添加的丙烯酸粘合剂量比较高,而且主要附着在水刺无纺布的纤维表面,会造成材料的手感变差,作为卫生材料或医用防护材料时,影响了卫生制品的使用舒适度,使消费者的体验感降低。
6.鉴于现有技术存在的以上问题,需要开发一种相变材料含量高、温控效果明显,同时满足卫生材料舒适性要求、消费体验感好的新型相变非织造材料。
技术实现要素:
7.为了解决现有温控非织造材料中相变物质含量低、温控效果差,以及手感硬、舒适度不佳、消费体验感差的问题,本发明提供了一种具有调温功能的相变非织造材料。
8.本发明的具体技术方案为:第一方面,本发明提供了一种具有调温功能的相变非织造材料,包括相互叠合连接的第一纤维层、第二纤维层;所述第一纤维层中包括亲水性纤维; 所述第二纤维层中包括中空疏水性纤维和分布于所述中空疏水性纤维内部空腔中的相变微胶囊。
9.本发明的具有调温功能的相变非织造材料包括双层结构,其中第二纤维层的纤维主要包括中空疏水性纤维,该中空疏水性纤维的内部设有空腔,相变微胶囊容纳在该空腔中。与现有的相变非织造材料相比,本发明无需外加粘合剂即可实现将高含量的相变微胶囊稳定负载于纤维材料中而不易掉落,并且不会影响非织造材料的手感,对于消费者的使
用体验较佳。
10.作为优选,所述中空疏水性纤维为单中空疏水性纤维。
11.作为进一步优选,所述中空疏水性纤维为单中空环形双组份结构,且构成空腔的内环组份纤维的熔点低于远离空腔的外环组份纤维的熔点。
12.本发明之所以能够在无外加粘合剂的情况下实现将高含量的相变微胶囊稳定负载于纤维材料中。主要原因在于巧妙地将中空疏水性纤维设计为单中空环形双组份结构,并且内环组份纤维的熔点低于外环组份纤维的熔点。在制备过程中,当相变微胶囊进入空腔中后,只需对材料进行适当加热处理,即可将内环组份纤维部分熔化,进而将相变微胶囊牢牢粘附而不易掉落,而外环组份纤维则不熔化,因此不会导致材料发硬而影响材料的手感,对于消费者的使用体验较佳。
13.再优选地,所述外环组份纤维为聚丙烯或聚酯纤维;所述内环组份纤维为聚乙烯纤维或熔点≤130℃的低熔点聚酯纤维。
14.作为优选,所述中空疏水性纤维的纤维细度为1.5~6旦,纤维长度为25~51mm,中空率为20~50%。
15.作为优选,所述亲水性纤维为超短纤维和/或植物浆粕。
16.作为优选,所述亲水性纤维在第一纤维层中的重量比≥70%。
17.作为优选,所述中空疏水性纤维在第二纤维层中的重量占比≥70%;所述相变物质在第二纤维层中的重量占比≥20%。
18.作为优选,所述相变微胶囊的平均粒径为4~20微米;进一步优选为10~12微米。
19.为了使相变微胶囊能够有效进入到纤维的空腔中,必须控制相变微胶囊的平均粒径。本发明研发团队经过深入研究,确定了上述微胶囊平均粒径的最佳范围,以保证相变储能效率。
20.作为优选,所述相变微胶囊的壁材中包括聚氨酯,芯材中包括月桂酸甲酯和固体石蜡。所述固体石蜡占芯材重量的1~4%;再进一步,所述固体石蜡占芯材重量的4%。
21.现有制备相变微胶囊最常用的壁材主要为三聚氰胺-甲醛树脂(mf)、尿醛树脂(uf)、聚甲基丙烯酸甲酯(pmma)、和聚脲(pua)等。由于 uf/mf 和 pmma 树脂中残留的甲醛、丙烯酸酯类等低分子物质,这些低分子物质不仅有毒,而且对环境和人类身体健康还会造成一定危害。此外,尽管相变微胶囊已经广泛应用于许多领域,但相变温度过低一直是相变微胶囊工业化的障碍。
22.为此,本发明采用聚氨酯包覆技术进行相变微胶囊的制备,同时通过添加一种熔点更高的相变材料——固体石蜡作为成核剂,从而解决有害物质的材料以及相变温度过低的问题。因此,本发明在相变微胶囊中加入固体石蜡作为成核剂,可以解决相变材料相变温度过低的问题,而固体石蜡的比例直接影响相变微胶囊的稳定。本发明团队研究发现,当固体石蜡与芯材重量的百分比为4%时,所制备的相变微胶囊具有良好的热循环稳定性、化学稳定性及存储稳定性。
23.所述芯材与壁材重量比为1:1~4:1。进一步,所述相变微胶囊的芯材与壁材重量比为3:1。
24.相变微胶囊的储热能力与相变材料的包覆率密切相关。本发明团队经过深入研究,确定了上述芯材与壁材重量比的最佳范围。当芯材与壁材重量比为3:1时,芯材含量高
达75%,具有较好的热稳定性和良好的储存稳定性。
25.第二方面,本发明提供了一种相变非织造材料的生产设备,按材料行进方向,包括依次耦合的预加固单元、微胶囊施加单元、复合加固单元。
26.所述微胶囊施加单元包括依次耦合的浸渍装置、抽吸装置b、加热装置;所述各单元、装置之间设有用于输送材料的导布辊。
27.所述浸渍装置包括浸渍槽,设于所述浸渍槽中的若干表面镂空的空心罗拉,以及设于所述空心罗拉下方若干相互平行的搅动螺杆。
28.本发明中,相变微胶囊在施加过程中,通过搅动的作用,会进入到双组份中空纤维的空腔中,并附着在中空内壁上。由于中空纤维中内环组份纤维的熔点低于外环组份纤维的熔点;当温度达到内环组份纤维熔点时,双组份纤维中的内环组份纤维(pe纤维或低熔点pet纤维)受热后开始熔化,将附着在中空内壁上的相变微胶囊粘合固定在中空纤维内部,从而避免了相变微胶囊流失,提高了相变物质的含量。因此,由本发明生产设备制得的具有调温功能的相变非织造材料可有效解决现有技术中相变物质含量低,温控功能不明显的问题。另外,由于本发明相变微胶囊分布在中空纤维内部,施加过程中并未添加粘合剂,材料手感柔软、使用舒适,解决了传统微胶囊材料手感较硬,舒适度不佳等问题。
29.作为优选,所述空心罗拉包括空心轴和与所述空心轴同轴的圆柱壳体;所述圆柱壳体的表面上均匀分布有若干壳面通孔,所述空心轴的圆周面上均匀分布有若干轴面通孔,且位于圆柱壳体圆周面上的所述壳面通孔在空心轴表面的垂直投影与所述轴面通孔交错;所述空心轴的一端封闭,另一端设有进气口;所述进气口与外配的高压空气发生装置相连。
30.传统的浸渍罗拉为实心式,当纤维网从罗拉上绕过时,液体不易穿透纤维网。而本发明中的罗拉特殊设计为表面镂空的空心结构,且中心为表面带轴面通孔的空心轴,具有较高的通透性,当纤维网包覆在空心罗拉表面时,高压气体从空心轴表面的轴面通孔中喷出,促进水溶液的扰动,可使微胶囊水溶液从罗拉内、外自由穿过,极大地增加了微胶囊进入到中空纤维空腔的机率。此外,壳面通孔和轴面通孔交错设置既可以避免因壳面通孔和轴面通孔叠加重合,使得从轴面通孔喷出的气流直接从壳面通孔喷出,降低了高压空气对空心罗拉内部水流的扰动效果;同时也可防止高压空气直接吹向材料,造成材料在壳面通孔处变形。
31.另一方面,在微胶囊施加过程中,为了保证微胶囊不发生沉淀并能够很好的填充在中空纤维的空腔中,本发明在浸渍槽下部设置若干相向转动的搅动螺杆,使溶液在搅动螺杆的搅动作用下不断产生微湍流,从而促进微胶囊颗粒进入到中空纤维的空腔中。
32.综上,在制备过程中,为减少外部压力对微胶囊性能产生的影响,本发明微胶囊施加过程经过特殊设计,改变了传统的“双辊互压”浸渍方式,采用空心罗拉与真空抽吸的共同作用,既保证了微胶囊能够有效的进入中空纤维空腔内部,又不会由于外部的挤压力,导致壁材的破损。
33.作为优选,所述中空罗拉与材料行进方向垂直设置,且相互平行固定在浸渍槽的侧壁上;所述搅动螺杆与材料行进方向垂直设置,相邻两个搅动螺杆相向旋转。
34.与现有技术对比,本发明的有益效果是:(1)本发明的具有调温功能的双层相变非织造材料为双层结构,其中第二纤维层
的纤维主要为中空疏水性纤维,优选为单中空环形双组份结构,且内环组份纤维的熔点低于外环组份纤维的熔点。在制备过程中,当相变微胶囊进入空腔中后,只需对材料进行适当加热处理,即可将内环组份纤维部分熔化,进而将相变微胶囊牢牢粘附而不易掉落,而外环组份纤维则不熔化,因此不会导致材料发硬而影响材料的手感,对于消费者的使用体验较佳。
35.(2)本发明通过对微胶囊施加单元的结构创新(设置空心罗拉以及搅动螺杆),可有效促进相变微胶囊填充到中空纤维的空腔中,负载量高。
附图说明
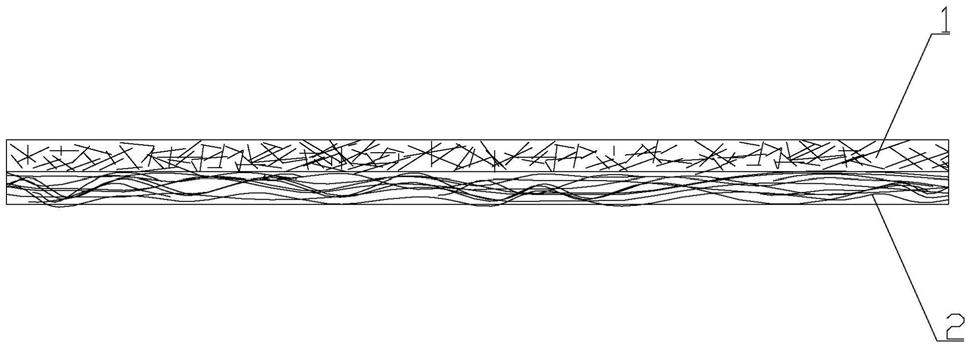
36.图1为本发明具有调温功能的双层相变非织造材料的一种结构示意图;图2为本发明中空疏水性纤维的一种横截面结构示意图;图3为本发明具有调温功能的双层相变非织造材料的生产设备的一种连接示意图;图4为本发明微胶囊施加单元浸渍槽中搅动螺杆的一种结构示意图;图5为空心罗拉的轴向剖面结构示意图;图6为空心罗拉的径向剖面结构示意图。
37.附图标记为:第一纤维层1、第二纤维层2、外环组份纤维3、内环组份纤维4、空腔5、相变微胶囊6、预加固单元7、微胶囊施加单元8、复合加固单元9、导布辊11、具有调温功能的双层相变非织造材料12、托网帘a 701、预湿水刺头702、预刺水刺头703、抽吸装置a 704、浸渍装置801、抽吸装置b 802、加热装置803、浸渍槽804、空心罗拉805、搅动螺杆806、托网帘b 807、空心轴808、圆柱壳体809、壳面通孔810、轴面通孔811、进气口812、托网帘c 901、预湿导辊902、复合导辊903、水刺头904、抽吸装置c 905、圆鼓906、圆鼓水刺头907。
具体实施方式
38.下面结合实施例对本发明作进一步的描述。
39.总实施例如图1-2所示,一种具有调温功能的相变非织造材料12,包括相互叠合连接的第一纤维层1、第二纤维层2。其中:所述第一纤维层中包括≥70wt%的亲水性纤维,亲水性纤维为超短纤维和/或植物浆粕。
40.所述第二纤维层中包括≥70wt%的中空疏水性纤维和分布于所述中空疏水性纤维内部空腔5中的相变微胶囊6。所述中空疏水性纤维优选为单中空环形双组份结构,且构成空腔的内环组份纤维4的熔点低于远离空腔的外环组份纤维3的熔点。优选的,外环组份纤维为聚丙烯或聚酯纤维;内环组份纤维为聚乙烯纤维或低熔点聚酯纤维(熔点≤130℃)。中空疏水性纤维的纤维细度为1.5~6旦,纤维长度为25~51mm,中空率为20~50%。所述相变微胶囊的平均粒径为4~20微米;其壁材中包括聚氨酯,芯材中包括月桂酸甲酯和固体石蜡;所述固体石蜡占芯材重量的1~4%;所述芯材与壁材重量比为1:1~4:1。
41.上述具有调温功能的相变非织造材料通过专用的生产设备制得,如图3-4所示,该设备按材料行进方向,包括依次耦合的预加固单元7、微胶囊施加单元8、复合加固单元9、烘
燥单元。
42.所述预加固单元包括循环回转的托网帘a 701和用于输送托网帘a的导辊;所述托网帘a上方依次设有预湿水刺头702和预刺水刺头703;所述托网帘a下方与预湿水刺头和预刺水刺头对应设有抽吸装置a 704。
43.所述微胶囊施加单元包括依次耦合的浸渍装置801、抽吸装置b 802、加热装置803(远红外加热装置);所述浸渍装置包括浸渍槽804,设于所述浸渍槽中的若干表面镂空的空心罗拉805,以及设于所述空心罗拉下方若干相互平行的搅动螺杆806。
44.如图5-6所示,所述空心罗拉包括空心轴808和与所述空心轴同轴的圆柱壳体809;所述圆柱壳体的表面上均匀分布有若干壳面通孔810,所述空心轴的圆周面上均匀分布有若干轴面通孔811,且位于圆柱壳体圆周面上的所述壳面通孔在空心轴表面的垂直投影与所述轴面通孔交错;所述空心轴的一端封闭,另一端设有进气口812;所述进气口与外配的高压空气发生装置相连。所述中空罗拉与材料行进方向垂直设置,且相互平行固定在浸渍槽的侧壁上。如图4所示,所述搅动螺杆与材料行进方向垂直设置,相邻两个搅动螺杆相向旋转。所述抽吸装置b设于浸渍槽与加热装置之间,位于循环回转的托网帘b 807下方。
45.所述复合加固单元包括循环旋转的托网帘c 901和用于输送托网帘c的若干导辊。所述托网帘c上方依次设有预湿导辊902、复合导辊903、若干水刺头904;所述托网帘c下方与预湿导辊、若干水刺头对应设有抽吸装置c 905。该复合加固单元中还设有圆鼓水刺机构,位于托网帘c后;所述圆鼓水刺机构包括圆鼓906和位于圆鼓外侧的若干圆鼓水刺头907;所述圆鼓水刺机构后设有水分去除装置;进一步,所述水分去除装置为真空抽吸装置。
46.所述烘燥单元为烘筒烘干机。
47.所述各单元、装置之间设有用于输送材料的导布辊11。
48.本发明上述生产设备的工作流程及原理为:将由中空疏水性纤维制成的纤维网送入到预加固单元中的托网帘上,先经过预湿水刺头对纤维网预湿,再经过预刺水刺头对纤维网初步加固,使纤维网中的纤维相互缠结;将初步加固的纤维网经导布辊送入到微胶囊施加单元中的浸渍槽中,绕过表面镂空的空心罗拉,使微胶囊水溶液进入到中空纤维网中;同时采用搅动螺杆对水溶液进行搅动,促进相变微胶囊进入到中空纤维的空腔中;将施加微胶囊的纤维网送入到托网帘上,经真空抽吸去除多余水溶液;再将纤维网送入到加热装置中,使相变微胶囊锁定到中空纤维的空腔中,制成第二纤维层。将第二纤维层送入到复合加固单元中的托网帘上,经过预湿导辊对第二纤维层预湿;再将第一纤维层叠合到第二纤维层上;将叠合纤维网送入平网水刺机构,采用多个水刺头对叠合纤维网进行水刺加固,使第一纤维层、第二纤维层相互连接;将水刺后的材料去除多余水分,再经过烘燥、成卷,制成一种具有调温功能的双层相变非织造材料。
49.实施例1一种具有调温功能的相变非织造材料,克重56 g/m2,如图1、图2所示,为双层结构;由第一纤维层1、第二纤维层2相互叠合连接构成;第一纤维层1重量为30 g/m2,成分为100%木浆纤维;第二纤维层2由中空双组份纤维和相变微胶囊构成;其中,中空双组份纤维重量为20g/m2;相变微胶囊重量为6 g/m2;相变微胶囊均匀分布在中空双组份纤维的空腔5中。
50.其中:中空双组份纤维细度为1.5d,长度为25mm;中空率为20%;中空纤维为环形双
组份中空纤维,其中,内环组份纤维4为聚乙烯纤维,熔点:130℃;外环组份纤维3为聚丙烯纤维,熔点:170℃;相变微胶囊6平均粒径为10μm;相变材料壁材为聚氨酯;相变材料芯材为月桂酸甲酯、固体石蜡;固体石蜡与芯材重量的百分比为4%;相变微胶囊的芯材与壁材重量比为3:1。
51.上述具有调温功能的相变非织造材料的制备方法,包括以下步骤:(1)相变微胶囊溶液制备:将异佛尔酮二异氰酸酯和聚乙二醇溶解在乙酸乙酯中;加入催化剂二月桂酸二丁基锡;然后加入月桂酸甲酯和固体石蜡,在氮气保护下50℃反应1h,制得油相微胶囊芯材溶液;将季戊四醇、聚乙烯醇与水混合,在60℃下将聚乙烯醇均匀溶解,制得微胶囊壁材溶液;将微胶囊芯材溶液加入到微胶囊壁材溶液中,搅拌反应2.5h;反应结束后冷却、过滤,用去离子水洗涤3次、风干24 h,制得相变微胶囊;将相变微胶囊与水混配,制成浓度为30%的相变微胶囊水溶液。
52.(2)第二纤维层制备:将中空双组份纤维经干法成网制成纤维网;干法纤维网先经过8bar的水压进行预湿,再经过20bar的预刺处理,对纤维网进行初步加固,使纤维网中的纤维相互缠结,得到形态稳定的纤维网;用所述相变微胶囊水溶液对纤维网进行浸渍处理,初步加固的纤维网在浸渍槽中绕过五个串联的表面镂空的空心罗拉,同时对空心罗拉上的空心轴通高压空气以及采用两个螺杆对相变微胶囊水溶液进行搅动,促使相变微胶囊充分进入到中空疏水性纤维的空腔中;在浸渍处理后纤维网经过真空抽吸处理控制带液率在100%之间,去除多余的水溶液;再进行150℃加热,使相变微胶囊锁定到中空疏水性纤维的空腔中,制成第二纤维层。
53.(3)纤维层叠合加固:将亲水性纤维通过湿法方式成网,制成第一纤维层;将第一纤维层叠合到第二纤维层上;将叠合纤维网送入平网水刺机构,采用6道低压水刺,水刺压力分别为30、35、40、45、50、40bar,对叠合纤维网进行水刺加固,使第一纤维层、第二纤维层相互连接。
54.(4)将水刺后的材料经过烘燥、成卷,制成具有调温功能的双层相变非织造材料。
55.上述具有调温功能的双层相变非织造材料通过专用的生产设备制得,如图3-4所示,该设备按材料行进方向,包括依次耦合的预加固单元7、微胶囊施加单元8、复合加固单元9、烘燥单元。具体地:所述预加固单元包括循环回转的托网帘a 701和用于输送托网帘a的导辊;所述托网帘a上方依次设有预湿水刺头702和预刺水刺头703;所述托网帘a下方与预湿水刺头和预刺水刺头对应设有抽吸装置a 704。
56.所述微胶囊施加单元包括依次耦合的浸渍装置801、抽吸装置b 802、加热装置803(远红外加热装置);所述浸渍装置包括浸渍槽804,设于所述浸渍槽中的五个串联且高低交替错落的、表面镂空的空心罗拉805,以及设于所述空心罗拉下方两个相互平行的搅动螺杆806。如图5-6所示,所述空心罗拉包括空心轴808和与所述空心轴同轴的圆柱壳体809;所述圆柱壳体的表面上均匀分布有若干壳面通孔810,所述空心轴的圆周面上均匀分布有若干轴面通孔811,且位于圆柱壳体圆周面上的所述壳面通孔在空心轴表面的垂直投影与所述轴面通孔交错;所述空心轴的一端封闭,另一端设有进气口812;所述进气口与外配的高压空气发生装置相连。所述中空罗拉与材料行进方向垂直设置,且相互平行固定在浸渍槽的侧壁上。如图4所示,所述搅动螺杆与材料行进方向垂直设置,相邻两个搅动螺杆相向旋转。
所述抽吸装置b设于浸渍槽与加热装置之间,位于循环回转的托网帘b 807下方。
57.所述复合加固单元包括循环旋转的托网帘c 901和用于输送托网帘c的若干导辊。所述托网帘c上方依次设有预湿导辊902、复合导辊903、若干水刺头904;所述托网帘c下方与预湿导辊、若干水刺头对应设有抽吸装置c 905。该复合加固单元中还设有圆鼓水刺机构,位于托网帘c后;所述圆鼓水刺机构包括圆鼓906和位于圆鼓外侧的若干圆鼓水刺头907;所述圆鼓水刺机构后设有水分去除装置(真空抽吸装置)。
58.所述烘燥单元为烘筒烘干机。
59.所述各单元、装置之间设有用于输送材料的导布辊11。
60.实施例2一种具有调温功能的相变非织造材料,克重78 g/m2,如图1、图2所示,为双层结构;由第一纤维层1、第二纤维层2相互叠合连接构成;第一纤维层1重量为38 g/m2,成分为70%木浆粕、30%棉浆粕;第二纤维层2由中空双组份纤维和相变微胶囊构成;其中,中空双组份纤维重量为30g/m2;相变微胶囊重量为10 g/m2;相变微胶囊均匀分布在中空双组份纤维的空腔5中。
61.其中:中空双组份纤维细度为3 d,长度为40mm;中空率为30%;中空纤维为环形双组份中空纤维,其中,内环组份纤维4为低熔点聚酯纤维,熔点:120℃;外环组份纤维3为聚酯纤维,熔点:256℃;相变微胶囊6平均粒径为11μm;相变材料壁材为聚氨酯;相变材料芯材为月桂酸甲酯、固体石蜡;固体石蜡与芯材重量的百分比为4%;相变微胶囊的芯材与壁材重量比为3:1。
62.实施例3一种具有调温功能的相变非织造材料,克重90 g/m2,如图1、图2所示,为双层结构;由第一纤维层1、第二纤维层2相互叠合连接构成;第一纤维层1重量为45 g/m2,成分为100%细旦粘胶超短纤维(0.5dtex
×
3mm);第二纤维层2由中空双组份纤维和相变微胶囊构成;其中,中空双组份纤维重量为35g/m2;相变微胶囊重量为10 g/m2;相变微胶囊均匀分布在中空双组份纤维的空腔5中。
63.其中:中空双组份纤维细度为6d,长度为51mm;中空率为50%;中空纤维为环形双组份中空纤维,其中,内环组份纤维4为聚乙烯纤维,熔点:130℃;外环组份纤维3为聚丙烯纤维,熔点:170℃;相变微胶囊6平均粒径为12μm;相变材料壁材为聚氨酯;相变材料芯材为月桂酸甲酯、固体石蜡;固体石蜡与芯材重量的百分比为4%;相变微胶囊的芯材与壁材重量比为3:1。
64.本发明中所用原料、设备,若无特别说明,均为本领域的常用原料、设备;本发明中所用方法,若无特别说明,均为本领域的常规方法。
65.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制,凡是根据本发明技术实质对以上实施例所作的任何简单修改、变更以及等效变换,均仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1