一种枕头芯加工用的缝合装置的制作方法
1.本实用新型属于枕头加工领域,尤其是涉及一种枕头芯加工用的缝合装置。
背景技术:
2.现有的枕头芯加工装置,一般采用将上下两张布料的三条边进行缝合,然后从开口的一侧进行棉绒填充,之后将最后一遍进行缝合,实现枕头芯的初级加工,这种方法需要先通过机器将上下两层布料进行三边缝合,工序比较复杂,需要进行设备之间的转移,效率较低。
技术实现要素:
3.本实用新型为了克服现有技术的不足,提供一种可以一边填充一边缝合的枕头芯加工用的缝合装置。
4.为了实现上述目的,本实用新型采用以下技术方案:一种枕头芯加工用的缝合装置,包括工作台、固定连接于所述工作台的储料仓、可转动连接于所述储料仓的防尘盖、固定连接于所述储料仓的输出管、固定连接于所述工作台的导轨、滑动连接于所述导轨的工作台、设于所述工作台的缝合机构;所述缝合机构固定连接于所述工作台的第一卷辊、固定连接于所述工作台的第二卷辊、设于所述工作台的填充仓、设于所属填充仓两侧的驱动模块、设于所述填充仓的边线缝合组件、设于所述填充仓的闭合仓和设于所述闭合仓的横向缝合组件;所述填充仓的截面形状为上下对称的梭形;进行使用时,将需要填充的棉绒加入到储料仓中,向储料箱中通入气流,并使气流高速间歇通过输出管,输出管会带动棉绒流动,第一卷辊释放上层布料,第二卷辊释放下层布料,驱动模块带动上下两层布料进行对齐贴合,带动布料匀速向前移动,输出管将棉绒填充进两层布料之间,形成均匀的高效自动填充,填充仓的截面形状为梭形,可以保证枕芯在填充完成之后,保证枕头的形状更加适用于睡眠。
5.所述边线缝合组件包括设于所述填充仓侧边的缝合仓、滑动连接于所述缝合仓缝纫模块;所述驱动模块位于所述缝纫模块的外侧;驱动模块驱动布料进行边填充边移动,缝纫模块将填充完成的两侧边线进行缝合,无须提前进行布料的三边缝合,也不需机械进行设备之间的转移,提高了效率。
6.所述横向缝合组件包括固定连接于所述闭合仓上部的出气筒、滑动连接于所述出气筒的套筒、固定连接于所述套筒的下压板、设于所述下压板内的压力仓、连通所述套筒与所述压力仓的连接孔、固定连接于所述下压板下部的固定压块、设于所述下压板的多个活动孔、滑动连接于所述活动孔的活动压块、设于所述活动压块后侧的安装槽、连接所述安装槽与压力仓上部的压力弹簧、固定连接于所述闭合仓下部的支撑板、固定连接于所述支撑板的支撑块、设于所述支撑板的压槽、设于所述固定压块多个上穿透孔、设于所述支撑块的下穿透孔和设于所述闭合仓侧边的穿线模块;所述活动压块上的相同位置上具有与固定模块大小一样的穿透孔;当填充完成的枕芯完成初步填充到达闭合仓时,出气筒充气,带动套
筒下降,进一步,下压板下降,固定压块下降与支撑板的压槽扣合,之后,气体通过连接孔进入压力仓,压力仓内气压增大,带动活动压块依次从活动孔内下滑,由于压力弹簧的弹性强度不同,靠近固定压块的活动压块先下滑,远离固定压块的活动压块后下滑,并最终全部与压槽扣合,同时,将布料下压,形成纵向的层叠状,上穿透孔与下穿透孔位置重合。
7.所述穿线模块包括设于所述闭合侧边的驱动仓、固定连接于所述驱动仓的电磁滑块、固定连接于所述电磁滑块的多个穿线针、设于所述穿线针的中心孔、设于所述穿线针的调节槽、滑动连接于所述调节槽的针头、套设于所述调节槽的调节弹簧、固定连接于所述闭合仓的前压板、滑动连接于所述前压板的第一热压块、设于所述前压板的多个限位槽、固定连接于所述支撑板的下截块、固定连接于所述下截块的导正气杆、滑动连接于所述导柱的上截块、固定连接于所述上截块的上切割刀、固定连接于所述下截块的下切割刀;所述上截块内设有加热结构;所述中心孔内穿设有缝合线;所述缝合线为塑料线;电磁滑动在驱动仓内滑动,带动穿线针从驱动仓中滑出,带动缝合线穿过上穿透孔(下穿透孔),同时穿过布料,进一步,针头到达限位槽,在限位槽的作用下,针头沿着调节槽后退,缝合线从中心孔伸出,并通过限位槽到达第一热压块的下部,热压块下压,将缝合线的头部加热压扁,进一步,电磁滑块带动穿线针后退,被压扁的线头无法通过上穿透孔(下穿透孔),缝合线留在布料中间,穿线针则推回驱动仓中,当针头到达上截块于下截块中间,导正气杆带动上截块下压,将缝合线的末端压扁,上切割刀与下切割刀重合,将缝合线切断,并且,将断口轻微压扁;进一步,出气筒带动下压板上升,布料从压槽中抬起,完成横向的布料缝合,替代了传统的缝纫过程,高效快捷。
8.优选的,所述穿线针设两组,用于枕头芯的前端和后端闭合。
9.综上所述,本实用新型具有以下优点:设置了填充仓,可以实现边填充边缝合,减少设备间的转移,提高了效率;设置了横向缝合组件,可以在填充完成后,自动快速进行横向闭合,实现枕头芯四边的一次性缝合,省略了传统的单独横向缝合步骤,提高了效率。
附图说明
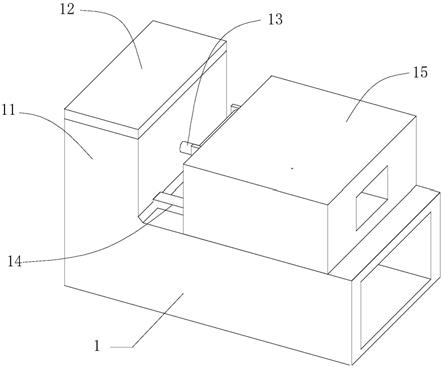
10.图1为本实用新型的结构示意图。
11.图2为本实用新型的俯视图一。
12.图3为图2沿a-a剖开的剖视立体图。
13.图4为图3中a处的放大图。
14.图5为图2沿b-b剖开的剖视图。
15.图6为本实用新型的俯视图二。
16.图7为图6中c-c的剖视图。
17.图8为图7中b处的放大图。
18.图9为本实用新型隐藏掉工作台的示意图。
19.图10为图9中c处的放大图
20.图11为本实用新型中前压板的立体图。
具体实施方式
21.为了使技术领域的人员更好的理解本实用新型方案,下面将结合本实用新型实施
例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述。
22.如图1-11所示,一种枕头芯加工用的缝合装置,包括工作台15、储料仓11、防尘盖12、输出管13、导轨14、工作台15、缝合机构2;所述储料仓11固定连接于所述工作台15;所述防尘盖12可转动连接于所述储料仓11;所述输出管13固定连接于所述储料仓11;所述导轨14固定连接于所述工作台15;所述工作台15滑动连接于所述导轨14;所述缝合机构2设于所述工作台15;所述缝合机构2包括第一卷辊21、第二卷辊22、填充仓23、驱动模块24、缝合组件、闭合仓26、横向闭合组件;所述第一卷辊21固定连接于所述工作台15;所述第二卷辊22固定连接于所述工作台15;所述填充仓23设于所述工作台15;所述驱动模块24设于所属填充仓23两侧;所述边线缝合组件25设于所述填充仓23;所述闭合仓26设于所述填充仓23;所述横向缝合组件3设于所述闭合仓26;所述填充仓23的截面形状为上下对称的梭形。
23.所述边线缝合组件25包括缝合仓、缝纫模块;所述缝合仓设于所述填充仓23侧边;所述缝纫模块滑动连接于所述缝合仓;所述驱动模块24位于所述缝纫模块的外侧。
24.所述横向缝合组件3包括出气筒31、套筒32、下压板33、压力仓34、连接孔35、固定压块36、活动孔37、活动压块38、安装槽39、压力弹簧310、支撑板311、支撑块312、压槽313、上穿透孔314、下穿透孔315、穿线模块4;所述出气筒31固定连接于所述闭合仓26上部;所述套筒32滑动连接于所述出气筒31;所述下压板33固定连接于所述套筒32;所述压力仓34设于所述下压板33内;所述连接孔35连通所述套筒32与所述压力仓34;所述固定压块36固定连接于所述下压板33下部;所述活动孔37设于所述下压板33;所述活动压块38滑动连接于所述活动孔37;所述安装槽39设于所述活动压块38后侧;所述压力弹簧310连接所述安装槽39与压力仓34上部;所述支撑板311固定连接于所述闭合仓26下部;所述支撑块312固定连接于所述支撑板311;所述压槽313设于所述支撑板311;所述上穿透孔314设于所述固定压块36;所述下穿透孔315设于所述支撑块312;所述穿线模块4设于所述闭合仓26侧边;所述活动压块38上的相同位置上具有与固定模块大小一样的穿透孔。
25.所述穿线模块4包括驱动仓41、电磁滑块42、穿线针43、中心孔44、调节槽45、针头46、调节弹簧47、前压板48、第一热压块49、限位槽410、下截块411、导正气杆412、上截块413、上切割刀414、下切割刀415;所述驱动仓41设于所述闭合侧边;所述电磁滑块42固定连接于所述驱动仓41;所述穿线针43共两组固定连接于所述电磁滑块42;所述中心孔44设于所述穿线针43上;所述调节槽45设于所述穿线针43;所述针头46滑动连接于所述调节槽45;所述调节弹簧47套设于所述调节槽45;所述前压板48固定连接于所述闭合仓26;所述第一热压块49滑动连接于所述前压板48;所述限位槽410设于所述前压板48;所述下截块411固定连接于所述支撑板311;所述导正气杆412固定连接于所述下截块411;所述上截块413滑动连接于所述导柱;所述上切割刀414固定连接于所述上截块413;所述下切割刀415固定连接于所述下截块411;所述上截块413内设有加热结构;所述中心孔44内穿设有缝合线;所述缝合线为塑料线。
26.具体工作过程如下:
27.进行使用时,将需要填充的棉绒加入到储料仓11中,向储料箱中通入气流,并使气流高速间歇通过输出管13,输出管13会带动棉绒流动,第一卷辊21释放上层布料,第二卷辊22释放下层布料,驱动模块24带动上下两层布料进行对齐贴合,带动布料匀速向前移动,输出管13将棉绒填充进两层布料之间,形成均匀的高效自动填充,
28.驱动模块24驱动布料进行边填充边移动,缝纫模块将填充完成的两侧边线进行缝合
29.当填充完成的枕芯完成初步填充到达闭合仓26时,出气筒31充气,带动套筒32下降,进一步,下压板33下降,固定压块36下降与支撑板311的压槽313扣合,之后,气体通过连接孔35进入压力仓34,压力仓34内气压增大,带动活动压块38依次从活动孔37内下滑,由于压力弹簧310的弹性强度不同,靠近固定压块36的活动压块38先下滑,远离固定压块36的活动压块38后下滑,并最终全部与压槽313扣合,同时,将布料下压,形成纵向的层叠状,上穿透孔314与下穿透孔315位置重合
30.电磁滑动在驱动仓41内滑动,带动穿线针43从驱动仓41中滑出,带动缝合线穿过上穿透孔314(下穿透孔315),同时穿过布料,进一步,针头46到达限位槽410,在限位槽410的作用下,针头46沿着调节槽45后退,缝合线从中心孔44伸出,并通过限位槽410到达第一热压块49的下部,热压块下压,将缝合线的头部加热压扁,进一步,电磁滑块42带动穿线针43后退,被压扁的线头无法通过上穿透孔314(下穿透孔315),缝合线留在布料中间,穿线针43则推回驱动仓41中,当针头46到达上截块413于下截块411中间,导正气杆412带动上截块413下压,将缝合线的末端压扁,上切割刀414与下切割刀415重合,将缝合线切断,并且,将断口轻微压扁;进一步,出气筒31带动下压板33上升,布料从压槽313中抬起,完成横向的布料缝合。
31.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1