一种双面钢丝型多梳提花网布的制作方法
1.本实用新型涉及网布技术领域,具体地说,是一种双面钢丝型多梳提花网布。
背景技术:
2.经编间隔织物具有两层相互独立的织物,再通过纱线连接起来,形成保持一定间距厚度的织物,又称3d织物,是一种弹性、透气性、支撑性都很出色,并且具有多种厚度、结构和表面风格、特征的材料。
3.经编间隔织物与其它材料结合,实现良好的透气、回弹、防护、隔音、增强等特性以及卓越的装饰效果。经编间隔织物先进实用的制造技术正在加速普及,这将有助于全面提升产品的质量档次,推出国际先进的产品系列。同时,随着与应用领域合作的深化,经编间隔织物将向服饰、产业用领域加速拓展,室内用品、运动用品、车饰用品、建筑材料、农用材料、医用材料、床垫系列、休闲系列、防护系列等等都将有所增长。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种双面钢丝型多梳提花网布。
5.本实用新型的目的是通过以下技术方案来实现的:
6.一种双面钢丝型多梳提花网布,其包含三层结构,从上到下依次为表层,连接层以及底层,其中在底层和表层之间通过连接层进行连接;
7.梳栉gb1,梳栉gb2在前针床垫纱成圈形成表层,贾卡梳栉jb1.1,贾卡梳栉jb1.2能在前针床和后针床进行交替编织形成连接层;梳栉gb5,梳栉 gb6在后针床垫纱成圈形成底层;六把梳栉配合编织成双面钢丝型多梳提花网布;
8.表层设有提花纹理;提花纹理为多种纹理,根据实际需求进行选择。
9.底层设有提花纹理;提花纹理为多种纹理,根据实际需求进行选择。
10.表层提花纹理和底层提花纹理呈相同或者不相同;可以根据实际需要进行设计;
11.双面钢丝型多梳提花网布的表面涂覆去污层。
12.去污层的厚度为1~3毫米。
13.去污层浸轧工艺涂覆,使用易去污整理剂hsr2718。
14.本技术的易去污整理剂hsr2718处理后织物具有吸水性,使本来疏水性强的聚酯等化纤具有亲水性,防止油性污垢的附着,即使沾污也易洗涤,克服合成纤维织物燥身和不吸汗的缺点,柔软舒适、服用性好;经本品整理的织物亲水性好,抗静电性能良好,不易吸尘,不影响织物的手感、色泽。
15.表层,连接层以及底层的厚度为3:1:3~5:1:5。
16.表层,连接层以及底层的厚度为4:1:4。
17.表层的原料为由回收聚酯纤维和莫代尔纤维,二者的根数比为9:1。本是采用回收聚酯纤维,有利于环保和再生,莫代尔主要增加表层的弹性,以增加手感。
18.中间层的原料为高强度聚乙烯纤维,因为高强度聚乙烯纤维具有高强度,具有比较强的连接和支撑功能。
19.底层的原料为含有石墨烯的尼龙纤维和回收聚酯纤维,二者的根数比为 1:1。石墨烯的尼龙纤维具有良好的抗菌功能。
20.与现有技术相比,本实用新型的积极效果是:
21.本技术的表层和底层的提花纹理相同或者不相同,且位置相同或者不同;提花信号由原来的单信号变为多信号,满足贾卡梳在不同位置的移针需求;以实现表层或者底层相同或者不同的提花纹理。
22.本技术由于多信号的控制,可以实现提花纹理个性化的设计,满足当代个性化的潮流。
23.本技术的梳栉最多可以有6梳,织造时可以根据不同的设计1-6梳的自由使用。
附图说明
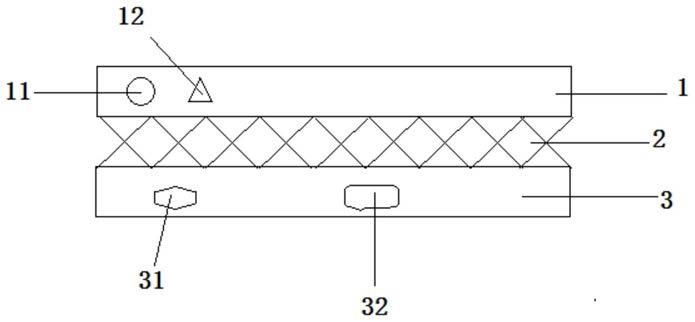
24.图1本技术的结构示意图;
25.附图中的标记为:1为表层,2连接层,3底层,11第一表层提花纹理, 12第二表层提花纹理,31第一底层提花纹理,32第二底层提花纹理。
具体实施方式
26.以下提供本实用新型一种双面钢丝型多梳提花网布的具体实施方式。
27.实施例1
28.请参见附图,一种双面钢丝型多梳提花网布,其包含三层结构,从上到下依次为表层1,连接层2以及底层3,其中在底层和表层之间通过连接层进行连接;
29.梳栉gb1,梳栉gb2在前针床垫纱成圈形成表层,贾卡梳栉jb1.1,贾卡梳栉jb1.2能在前针床和后针床进行交替编织形成连接层;梳栉gb5,梳栉 gb6在后针床垫纱成圈形成底层;六把梳栉配合编织成双面钢丝型多梳提花网布;
30.表层设有提花纹理;比如第一表层提花纹理11,第二表层提花纹理12,提花纹理为多种纹理,根据实际需求进行选择。
31.底层设有提花纹理;例如第一底层提花纹理31,第二底层提花纹理32,提花纹理为多种纹理,根据实际需求进行选择。
32.表层提花纹理和底层提花纹理呈相同或者不相同;可以根据实际需要进行设计。
33.双面钢丝型多梳提花网布的表面涂覆去污层。
34.去污层的厚度为1毫米。
35.去污层浸轧工艺涂覆,使用易去污整理剂hsr2718。
36.本技术的易去污整理剂hsr2718处理后织物具有吸水性,使本来疏水性强的聚酯等化纤具有亲水性,防止油性污垢的附着,即使沾污也易洗涤,克服合成纤维织物燥身和不吸汗的缺点,柔软舒适、服用性好;经本品整理的织物亲水性好,抗静电性能良好,不易吸尘,不影响织物的手感、色泽。
37.本技术的表层上的各种提花纹理呈相同或者不相同;
38.本技术的底层上的各种提花纹理呈相同或者不相同;
39.表层和底层的提花纹理所处的位置相同或者不相同;这就是本技术的提花多信号进行控制。
40.表层,连接层以及底层的厚度为3:1:3。
41.表层的原料为由回收聚酯纤维和莫代尔纤维,二者的根数比为9:1。
42.中间层的原料为高强度聚乙烯纤维,因为高强度聚乙烯纤维具有高强度,具有比较强的连接和支撑功能。
43.底层的原料为含有石墨烯的尼龙纤维和回收聚酯纤维,二者的根数比为 1:1。石墨烯的尼龙纤维具有良好的抗菌功能,石墨烯在尼龙纤维中的质量分数为5%。
44.各个梳栉的经编方法如下:
45.梳栉gb1:1-0-0-0/0-1-1-1//
46.穿纱方式为:满穿
47.梳栉gb2:1-0-1-1/1-2-1-1//
48.穿纱方式为:满穿
49.贾卡梳栉jb1.1:1-0-1-1/1-2-1-1//
50.穿纱方式为:满穿
51.贾卡梳栉jb1.2:1-1-1-2/1-1-1-0//
52.穿纱方式为:满穿
53.梳栉gb5:1-1-1-2/1-1-1-0//
54.穿纱方式为:满穿
55.梳栉gb6:1-0-0-1/0-1-1-0//
56.穿纱方式为:满穿。
57.本技术的机台钢丝梳为双面钢丝梳,可以根据实际需求进行设计;本技术安装成熟的纱架送经系统提高纱线张力的灵活度;本技术纱架机型为梳栉摆轴摆动;以满足当今个性化的需求。
58.实施例2
59.请参见附图,一种双面钢丝型多梳提花网布,其包含三层结构,从上到下依次为表层1,连接层2以及底层3,其中在底层和表层之间通过连接层进行连接;
60.梳栉gb1,梳栉gb2在前针床垫纱成圈形成表层,贾卡梳栉jb1.1,贾卡梳栉jb1.2能在前针床和后针床进行交替编织形成连接层;梳栉gb5,梳栉 gb6在后针床垫纱成圈形成底层;六把梳栉配合编织成双面钢丝型多梳提花网布;
61.表层设有提花纹理;比如第一表层提花纹理11,第二表层提花纹理12,提花纹理为多种纹理,根据实际需求进行选择。
62.底层设有提花纹理;例如第一底层提花纹理31,第二底层提花纹理32,提花纹理为多种纹理,根据实际需求进行选择。
63.表层提花纹理和底层提花纹理呈相同或者不相同;可以根据实际需要进行设计。
64.双面钢丝型多梳提花网布的表面涂覆去污层。
65.去污层的厚度为2毫米。
66.去污层浸轧工艺涂覆,使用易去污整理剂hsr2718。
67.本技术的易去污整理剂hsr2718处理后织物具有吸水性,使本来疏水性强的聚酯
等化纤具有亲水性,防止油性污垢的附着,即使沾污也易洗涤,克服合成纤维织物燥身和不吸汗的缺点,柔软舒适、服用性好;经本品整理的织物亲水性好,抗静电性能良好,不易吸尘,不影响织物的手感、色泽。
68.本技术的表层上的各种提花纹理呈相同或者不相同;
69.本技术的底层上的各种提花纹理呈相同或者不相同;
70.表层和底层的提花纹理所处的位置相同或者不相同;这就是本技术的提花多信号进行控制。
71.表层,连接层以及底层的厚度为4:1:4。
72.表层的原料为由回收聚酯纤维和莫代尔纤维,二者的根数比为9:1。
73.中间层的原料为高强度聚乙烯纤维,因为高强度聚乙烯纤维具有高强度,具有比较强的连接和支撑功能。
74.底层的原料为含有石墨烯的尼龙纤维和回收聚酯纤维,二者的根数比为 1:1。石墨烯的尼龙纤维具有良好的抗菌功能,石墨烯在尼龙纤维中的质量分数为5%。
75.各个梳栉的经编方法如下:
76.梳栉gb1:1-0-0-0/0-1-1-1//
77.穿纱方式为:满穿
78.梳栉gb2:1-0-1-1/1-2-1-1//
79.穿纱方式为:满穿
80.贾卡梳栉jb1.1:1-0-1-1/1-2-1-1//
81.穿纱方式为:满穿
82.贾卡梳栉jb1.2:1-1-1-2/1-1-1-0//
83.穿纱方式为:满穿
84.梳栉gb5:1-1-1-2/1-1-1-0//
85.穿纱方式为:满穿
86.梳栉gb6:1-0-0-1/0-1-1-0//
87.穿纱方式为:满穿。
88.本技术的机台钢丝梳为双面钢丝梳,可以根据实际需求进行设计;本技术安装成熟的纱架送经系统提高纱线张力的灵活度;本技术纱架机型为梳栉摆轴摆动;以满足当今个性化的需求。
89.实施例3
90.请参见附图,一种双面钢丝型多梳提花网布,其包含三层结构,从上到下依次为表层1,连接层2以及底层3,其中在底层和表层之间通过连接层进行连接;
91.梳栉gb1,梳栉gb2在前针床垫纱成圈形成表层,贾卡梳栉jb1.1,贾卡梳栉jb1.2能在前针床和后针床进行交替编织形成连接层;梳栉gb5,梳栉 gb6在后针床垫纱成圈形成底层;六把梳栉配合编织成双面钢丝型多梳提花网布;
92.表层设有提花纹理;比如第一表层提花纹理11,第二表层提花纹理12,提花纹理为多种纹理,根据实际需求进行选择。
93.底层设有提花纹理;例如第一底层提花纹理31,第二底层提花纹理32,提花纹理为多种纹理,根据实际需求进行选择。
94.表层提花纹理和底层提花纹理呈相同或者不相同;可以根据实际需要进行设计。
95.双面钢丝型多梳提花网布的表面涂覆去污层。
96.去污层的厚度为3毫米。
97.去污层浸轧工艺涂覆,使用易去污整理剂hsr2718。
98.本技术的易去污整理剂hsr2718处理后织物具有吸水性,使本来疏水性强的聚酯等化纤具有亲水性,防止油性污垢的附着,即使沾污也易洗涤,克服合成纤维织物燥身和不吸汗的缺点,柔软舒适、服用性好;经本品整理的织物亲水性好,抗静电性能良好,不易吸尘,不影响织物的手感、色泽。
99.本技术的表层上的各种提花纹理呈相同或者不相同;
100.本技术的底层上的各种提花纹理呈相同或者不相同;
101.表层和底层的提花纹理所处的位置相同或者不相同;这就是本技术的提花多信号进行控制。
102.表层,连接层以及底层的厚度为5:1:5。
103.表层的原料为由回收聚酯纤维和莫代尔纤维,二者的根数比为9:1。
104.中间层的原料为高强度聚乙烯纤维,因为高强度聚乙烯纤维具有高强度,具有比较强的连接和支撑功能。
105.底层的原料为含有石墨烯的尼龙纤维和回收聚酯纤维,二者的根数比为 1:1。石墨烯的尼龙纤维具有良好的抗菌功能,石墨烯在尼龙纤维中的质量分数为5%。
106.各个梳栉的经编方法如下:
107.梳栉gb1:1-0-0-0/0-1-1-1//
108.穿纱方式为:满穿
109.梳栉gb2:1-0-1-1/1-2-1-1//
110.穿纱方式为:满穿
111.贾卡梳栉jb1.1:1-0-1-1/1-2-1-1//
112.穿纱方式为:满穿
113.贾卡梳栉jb1.2:1-1-1-2/1-1-1-0//
114.穿纱方式为:满穿
115.梳栉gb5:1-1-1-2/1-1-1-0//
116.穿纱方式为:满穿
117.梳栉gb6:1-0-0-1/0-1-1-0//
118.穿纱方式为:满穿。
119.本技术的机台钢丝梳为双面钢丝梳,可以根据实际需求进行设计;本技术安装成熟的纱架送经系统提高纱线张力的灵活度;本技术纱架机型为梳栉摆轴摆动;以满足当今个性化的需求。
120.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1