一种莫来石-石英纤维针刺预制体的制作方法
1.本实用新型涉及复合材料技术领域,尤其是涉及一种复合材料的增强相莫来石-石英纤维针刺预制体。
背景技术:
2.防隔热复合材料是航空航天飞行器最重要的关键材料之一,是能够阻止热量传递,保护仪器或设备正常工作的一类材料。目前,对防隔热复合材料的要求越来越高,逐步向着低密度低质量、耐长时高温、高性能低成本方向发展。其中,纤维预制体是复合材料的关键增强基材,决定着复合材料的结构和最终性能。莫来石纤维作为一种耐高温、耐腐蚀、抗蠕变性强、抗热震性强、杂相含量低的纤维增强机体,其长期使用温度高达1600℃,适用于耐高温防热材料。但目前高性能莫来石纤维主要依赖于进口,直接使用或者二次加工后制备简单结构莫来石纤维针刺预制体,且尺寸受限,结构种类单一,不易于制备带尖角、加强筋、腔体等复杂结构针刺预制体。其次,莫来石纤维受自身结构性能的影响,力学性能低、脆性高不抗折,纤维间抱合力差,断裂伸长率低,针刺过程中易断裂、碎化,平面内纤维较难引入z向,难以形成有效的层间连接。
3.为了解决纯莫来石纤维脆性大、难以成型大尺寸异形预制体的难题,张丽娟等人(zl201810010870.5)引入韧性和强度更好的纯石英纤维网胎,将进口的莫来石纤维毡与石英纤维网胎叠层针刺成型莫来石纤维预制体。此方法虽改善了莫来石纤维毡层间连接问题,但纯莫来石纤维薄毡随形性差,制备异形预制体时易产生折皱,不易成型;且叠层的纯莫来石纤维毡和石英纤维网胎厚度和体积密度均不同,预制体结构的厚度方向依然存在密度不均匀性。
技术实现要素:
4.针对上述问题,本实用新型提供了一种莫来石-石英纤维针刺预制体,解决了现有技术中石英纤维和莫来石纤维分别存在的耐温受限、脆性大、力学性能等问题,本实用新型通过莫来石纤维和石英纤维复合,可制备出耐温性好、密度均匀性好、仿形性好、结构复杂的整体成型预制体。
5.本实用新型所采用的技术方案如下:
6.一种莫来石-石英纤维针刺预制体,所述针刺预制体包括至少两层结构单元层,所述结构单元层由若干单层莫来石-石英纤维复合网胎层组成;单层莫来石-石英纤维复合网胎层上设有若干针刺位点,各单层结构单元层叠加后在针刺位点处通过逐层针刺或一次性针刺复合为一体结构。
7.作为上述技术方案的进一步改进:
8.所述结构单元层由m层单层莫来石-石英纤维复合网胎层叠加而成;1≤m≤10。
9.每个针刺位点的外围在平面位置铺设石英纤维簇。
10.所述针刺的方向为垂直方向、法向或径向。
11.针刺后形成的针刺预制体中,石英纤维簇沿针刺深度方向排布。
12.所述针刺预制体的形式为平板式、球形、锥形、圆台形、弧形、筒形、尖角结构、腔体或组合异形中的任意一种。
13.所述单层莫来石-石英纤维复合网胎层的面密度为60~120g/m2;莫来石-石英纤维针刺预制体的体积密度为0.090~0.20g/m3。
14.所述针刺预制体的拉伸强度为0.1~0.15mpa;t型剥离强度为70~150n/m。
15.所述针刺预制体中石英纤维的占有率为10~50%;所述针刺预制体的厚度为10~50mm;所述针刺预制体的层间密度为10~25层/cm。
16.所述针刺密度为10~25针/cm2,针刺深度为10~18mm。
17.一种莫来石-石英纤维针刺预制体的制备方法,所述制备方法包括如下步骤:
18.s1.依据预制体尺寸,将莫来石-石英纤维复合网胎仿形裁剪一定数量备用;
19.s2.将裁剪的单层莫来石-石英纤维复合网胎铺设于成型模具上;
20.s3.铺设设计层数n(n≥2)后,按设定的针刺参数进行针刺,之后每增铺一层结构单元层(由m层单层莫来石-石英纤维复合网胎层叠加而成;1≤m≤10)就针刺一次,直至所需产品尺寸,得到莫来石-石英纤维针刺预制体。
21.一种莫来石-石英纤维针刺预制体的制备方法,所述制备方法包括如下步骤:
22.s1.依据预制体尺寸,将莫来石-石英纤维复合网胎仿形裁剪一定数量备用;
23.s2.将裁剪的单层莫来石-石英纤维复合网胎铺设于成型模具上;
24.s3.按照所需产品尺寸铺设至少两层,之后按设定的针刺参数进行针刺,得到莫来石-石英纤维针刺预制体。
25.本实用新型的有益效果如下:
26.(1)本实用新型内部结构中含有断裂伸长和力学性能较高的石英纤维,有效解决了莫来石纤维断裂伸长低、脆性高,很难成形针刺预制体的难题,提高了预制体的整体性能;采用网胎内石英纤维簇的设计方式,针刺可以使石英纤维簇沿垂直于网胎方向排布,相对传统分散纤维网胎针刺,可有效增强纤维网胎的层间连接。
27.(2)采用石英纤维和莫来石纤维制备复合网胎,一方面改善了纯莫来石纤维薄毡随形性差、制备异形预制体时易产生折皱、不易成型的问题;另一方面,复合网胎的厚度和体积密度均匀,形成了整体毡结构性能均匀,有利于保温隔热。
28.(2)本实用新型采用莫来石-石英纤维复合网胎逐层仿形铺层、逐层针刺成型,仿型性好,内部均匀,可制备平板式、球形、锥形、弧形、尖角结构、腔体、筒形或组合异形等多种仿形预制体,满足不同应用领域的需求。
附图说明
29.图1为本实用新型中单层莫来石-石英纤维网胎层的俯视图;
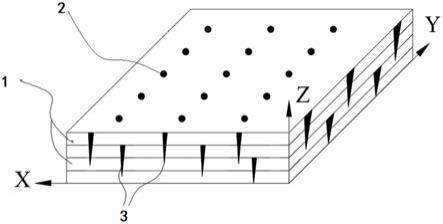
30.图2为实施例1所得针刺预制体的立体图;
31.图3为实施例2所得针刺预制体的立体图;
32.图中,1、单层莫来石-石英纤维网胎层;2、针刺位点;3、针刺深度;4、石英纤维簇;5、结构单元层。
具体实施方式
33.下面结合附图和实施例,说明本实用新型的具体实施方式。
34.如图1~3所示,如下实施例的莫来石-石英纤维针刺预制体,针刺预制体包括至少两层结构单元层5,结构单元层5由若干单层莫来石-石英纤维复合网胎层1组成;单层莫来石-石英纤维复合网胎层1上设有若干针刺位点2,各单层结构单元层5叠加后在针刺位点2处通过逐层针刺或一次性针刺复合为一体结构。
35.结构单元层5由m层单层莫来石-石英纤维复合网胎层1叠加而成;1≤m≤10。
36.每个针刺位点2的外围在平面位置铺设石英纤维簇4。
37.针刺的方向为垂直方向、法向或径向。
38.针刺后形成的针刺预制体中,石英纤维簇4沿针刺深度3方向排布。
39.针刺预制体的形式为平板式、球形、锥形、圆台形、弧形、筒形、尖角结构、腔体或组合异形中的任意一种。
40.单层莫来石-石英纤维复合网胎层1的面密度为60~120g/m2;莫来石-石英纤维针刺预制体的体积密度为0.090~0.20g/m3。
41.针刺预制体的拉伸强度为0.1~0.15mpa;t型剥离强度为70~150n/m。
42.针刺预制体中石英纤维的占有率为10~50%;针刺预制体的厚度为10~50mm;针刺预制体的层间密度为10~25层/cm。
43.针刺位点2呈矩阵排布;针刺密度为10~25针/cm2,针刺深度3为10~18mm。
44.实施例1
45.参照图2,一种多层板状体莫来石-石英纤维针刺预制体,所述针刺预制体包括至少两层结构单元层5,结构单元层5由1层单层莫来石-石英纤维复合网胎层1组成;单层莫来石-石英纤维复合网胎层1上设有若干针刺位点2,各单层结构单元层5叠加后在针刺位点2处通过逐层沿z向针刺复合为一体结构。每个针刺位点2的外围在平面位置铺设石英纤维簇4。
46.所述多层板状体莫来石-石英纤维针刺预制体的制备方法包括如下步骤:
47.s1.依据预制体尺寸,将单层莫来石-石英纤维复合网胎1仿形裁剪出方形备用;所述单层莫来石-石英纤维复合网胎层1的面密度为80g/m2;
48.s2.将裁剪的单层莫来石-石英纤维复合网胎1按照x-y方向铺设于针刺机工作台上;
49.s3.铺设两层后,进行z向针刺,之后每增铺一层结构单元层5就针刺一次,得到莫来石-石英纤维针刺预制体;针刺后形成的针刺预制体中,石英纤维簇4沿针刺深度3方向排布。
50.每次针刺的密度为10针/cm2,针刺深度3为15mm;
51.本实施例所得莫来石-石英纤维针刺预制体的厚度为20mm,层间密度为18层/cm;针刺预制体中石英纤维的占有率为30%。莫来石-石英纤维针刺预制体的体积密度为0.15g/m3;
52.针刺预制体的拉伸强度为0.11mpa;t型剥离强度为100n/m。
53.实施例2
54.参照图3,一种空心圆台形莫来石-石英纤维针刺预制体,所述针刺预制体包括至
少两层结构单元层5,结构单元层5由3层单层莫来石-石英纤维复合网胎层1叠加而成;单层莫来石-石英纤维复合网胎层1上设有若干针刺位点2,各单层结构单元层5叠加后在针刺位点2处通过沿法向一次性针刺复合为一体结构。每个针刺位点2的外围在平面位置铺设石英纤维簇4。
55.所述空心圆台形莫来石-石英纤维针刺预制体的制备方法包括如下步骤:
56.s1.依据预制体尺寸,将单层莫来石-石英纤维复合网胎1仿形裁剪出梯形备用;所述莫来石-石英纤维复合网胎层1的面密度为90g/m2;
57.s2.将裁剪的单层莫来石-石英纤维复合网胎1铺设于锥形成型模具上;
58.s3.铺设多层后形成空心圆台形结构,之后再进行法向针刺,得到莫来石-石英纤维针刺预制体;
59.法向针刺的密度为12针/cm2,针刺深度3为12mm;
60.本实施例所得莫来石-石英纤维针刺预制体的厚度为30mm,层间密度为15层/cm;针刺预制体中石英纤维网胎的占有率为45%。莫来石-石英纤维针刺预制体的体积密度为0.13g/m3;
61.针刺预制体的拉伸强度为0.12mpa;t型剥离强度为130n/m。
62.实施例3
63.一种多层板状体莫来石-石英纤维针刺预制体,所述针刺预制体包括至少两层结构单元层5,结构单元层5由10层单层莫来石-石英纤维复合网胎层1组成;单层莫来石-石英纤维复合网胎层1上设有若干针刺位点2,各单层结构单元层5叠加后在针刺位点2处通过逐层沿z向针刺复合为一体结构。每个针刺位点2的外围在平面位置铺设石英纤维簇4。
64.所述多层板状体莫来石-石英纤维针刺预制体的制备方法包括如下步骤:
65.s1.依据预制体尺寸,将单层莫来石-石英纤维复合网胎1仿形裁剪出方形备用;所述单层莫来石-石英纤维复合网胎层1的面密度为60g/m2;
66.s2.将裁剪的单层莫来石-石英纤维复合网胎1按照x-y方向铺设于针刺机工作台上;
67.s3.铺设五层莫来石-石英纤维复合网胎层后,进行z向针刺,之后每增铺一层结构单元层5就针刺一次,得到莫来石-石英纤维针刺预制体;针刺后形成的针刺预制体中,石英纤维簇4沿针刺深度3方向排布。
68.每次针刺的密度为25针/cm2,针刺深度3为10mm;
69.本实施例所得莫来石-石英纤维针刺预制体的厚度为50mm,层间密度为20层/cm;针刺预制体中石英纤维的占有率为45%。莫来石-石英纤维针刺预制体的体积密度为0.20g/m3;
70.针刺预制体的拉伸强度为0.15mpa;t型剥离强度为150n/m。
71.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1