用于制造复合纤维网的方法与流程
本发明涉及一种用于制造复合纤维网(composite web)、特别是包括经熔化和喷出的纤维以及颗粒材料(例如,吸收性或超吸收性材料)的复合纤维网(例如,由非织造布制成的非织造纤维网)的方法。
背景技术:
1、在现有技术中已知用于制造复合纤维网的方法,复合纤维网包括被称为“熔喷”纤维的经熔化和喷出的纤维以及纺粘纤维,其中捕集有例如离散颗粒形式的颗粒材料。
2、颗粒材料可以例如是吸收性或超吸收性聚合物材料,在文献us6494974和ep0156160中描述和说明了包括熔喷纤维和离散颗粒的复合纤维网的例子。
3、吸收性(或超吸收性)材料是指能够保留任何液体或能够过滤含有外来物质(固体、液体或气体)的流体(液体或气体)的材料。
4、关于包括其中捕集有颗粒材料的离散颗粒的熔喷纤维的复合纤维网的生产,感到需要开发用于制造纤维网(熔喷或纺粘)的方法,在设备相同的情况下,该纤维网允许调节将颗粒材料保留在熔喷纤维的质量体中的能力;这样,可以制造保留颗粒材料的能力不同的复合纤维网,因此这样的复合纤维网可用于制造性质不同的不同产品(例如:用于卫生用途的吸收性产品、保护性面罩、用于医疗领域的过滤元件、香烟过滤嘴、用于汽车工业的防颗粒物过滤器)。
技术实现思路
1、在这里,意图是提出一种用于制造能够满足上述需要的复合纤维网的方法。
2、更具体地,本发明的目的是提供一种用于制造复合纤维网的方法,该复合纤维网至少允许调节将颗粒材料保留在熔喷纤维的质量体中的能力。
3、上述目的通过包括在一个或多个所附权利要求中描述的技术特征的用于制造复合纤维网的方法而实现。从属权利要求对应于本发明的可能的不同实施方式。
4、根据第一方面,本发明涉及一种用于制造复合纤维网的方法,复合纤维网至少包括第一层,该第一层包括由经熔化和喷出的第一热塑性材料形成的熔喷纤维的质量体以及分散在纤维中并且至少部分地粘附于纤维上的颗粒材料。
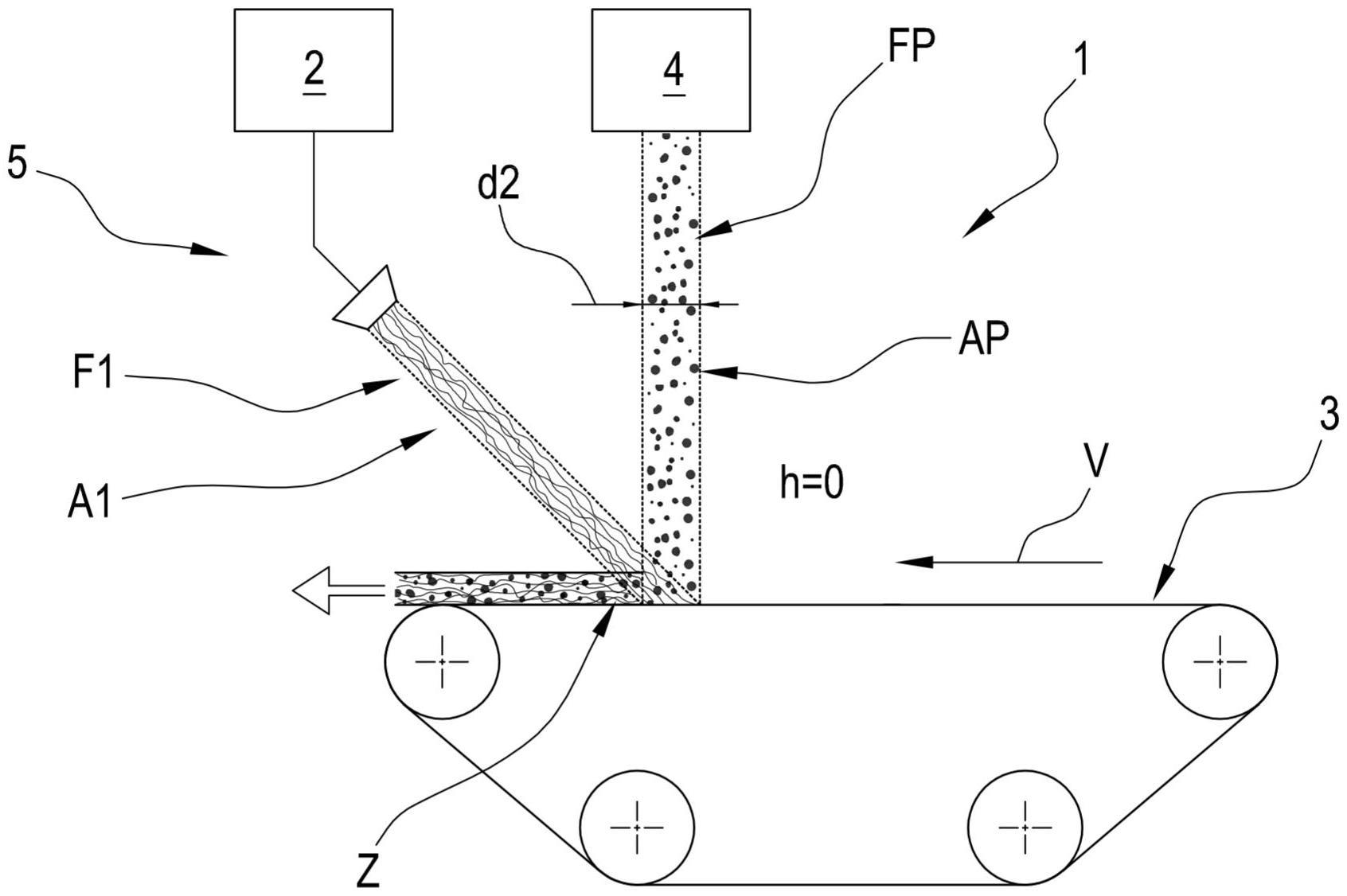
5、该方法包括以下步骤:朝向在供给方向上移动的至少一个收集吸力表面熔喷包括第一热塑性材料的第一热塑性材料流,以获得熔喷纤维的第一质量体,以及在拦截区域中拦截热塑性材料流的方式朝向收集吸力表面分配包括颗粒材料的颗粒材料流。
6、根据一个方面,第一热塑性材料流和颗粒材料流在拦截区域中以在1和90六十进制度之间、优选在15和40六十进制度之间的拦截角度(α)彼此拦截。
7、有利地,拦截角度有助于限定两个流之间的相交区域。
8、一般来说,增大拦截角度减小相交区域并提高过程的稳定性和颗粒材料的分布。
9、有利地,减小拦截角度导致例如颗粒材料的约束因子更高。
10、根据一个方面,热塑性材料流和颗粒材料流在距收集吸力表面大于或等于零且小于300mm的拦截高度处的拦截区域中彼此拦截。
11、有利地,通过增加拦截高度,可以保留所有颗粒材料并稳定该过程而不损失过量的颗粒材料。
12、根据一个方面,在拦截区域处,与收集吸力表面的供给方向平行的颗粒材料流的整个截面已经进入第一热塑性材料流和/或与收集吸力表面的供给方向平行的热塑性材料流的整个截面已经进入颗粒材料的第一流。
13、根据一个方面,热塑性材料流由至少一个喷嘴熔喷,所述至少一个喷嘴位于沿着收集吸力表面的垂线测量的、大于100mm且小于1200mm、优选在250mm和400mm之间的分配距离(也被称为“管心到收集器的距离dcd”)处。
14、分配距离影响拦截区域中纤维的温度,因此影响纤维之间的颗粒材料的保留和分布。
15、根据一个方面,热塑性材料流具有在收集吸力表面的供给方向上测量的、在1mm和200mm之间、优选在5mm和100mm之间的分布宽度。
16、根据一个方面,颗粒材料流具有在收集吸力表面的供给方向上测量的、在1mm和200mm之间,优选等于25mm的分布宽度。
17、根据一个方面,热塑性材料流包括对应的压缩空气流,颗粒材料流包括相应的压缩空气流,该压缩空气流的压缩空气流速度与热塑性材料的压缩空气流速度相同,使得有利地,该过程是平衡的。
18、此外,热塑性材料流和微粒材料流的空气流之和优选地小于或等于由收集吸力表面吸入的空气流以稳定该过程。
19、根据一个方面,该方法包括再次利用熔喷技术形成复合纤维网的第二层的步骤。
20、第二层优选地在制作第一层之前形成在收集吸力表面上,因此第一层形成在已经存在于收集吸力表面上的第二层上。
21、形成第二层(第一层将被沉积在第二层上)的步骤包括以下步骤:将包括第二热塑性材料(例如与第一层相同的热塑性材料)的至少一个热塑性材料流熔喷到收集吸力表面上,以在收集吸力表面上形成熔喷纤维的第二质量体。
22、如上所述,在熔喷第一层的热塑性材料流的步骤之前进行将第二层的热塑性材料流熔喷到收集吸力表面上的步骤。
23、根据一个方面,该方法包括再次利用熔喷技术在包括结合在热塑性纤维中的颗粒材料的第一层的顶部上形成复合纤维网的层的步骤。
24、该层优选地在已经在收集吸力表面上形成第一层之后在收集吸力表面上的第一层上形成。
25、在第一层的顶部上形成复合纤维网的层的步骤包括以下步骤:将包括第二热塑性材料(例如,与第一层相同的热塑性材料)的热塑性材料流熔喷到第一层上,以在第一层上形成熔喷纤维的第二质量体。
26、根据本发明的一个方面,用于制作第一层的总热塑性材料流可以由两个热塑性材料流组成,这两个热塑性材料流限定总流,并且彼此拦截并拦截颗粒材料流。
27、两个热塑性材料流和颗粒材料流在收集吸力表面上至少部分地彼此拦截。
28、根据本发明的一个方面,用于制作第一层的总热塑性材料流可以由两个热塑性材料流组成,这两个热塑性材料流限定总流,并且彼此拦截并在两个收集吸力表面上拦截颗粒材料流。
29、两个收集吸力表面彼此面对并且限定用于热塑性材料流和颗粒材料流的通道。
30、优选地,热塑性材料流和颗粒材料流在该通道的上游至少部分地彼此拦截。
31、有利地,上述流在其间通过的收集表面的吸力允许在运输中铺开材料的纤维以获得被称为“高蓬松度(high loff)”的开孔纤维材料。
32、在垂直于第一收集吸力表面和第二收集吸力表面的方向上测量的收集表面之间的通道的尺寸在1mm和20mm之间,并且调整该距离与调整其他工艺参数一起有助于限定纤维网的保留颗粒材料的能力。
33、收集吸力表面优选为具有平行轴线的吸力转筒的形式,并且通道是它们之间的间隙。
34、根据一个方面,第一层的一部分形成在第一转筒上,一部分形成在第二转筒上,这两部分在通道中结合。
35、根据一个方面,该方法包括使用热塑性弹性体来获得第一层的纤维,使得基质是弹性的。
36、根据一个方面,该方法包括向第一热塑性材料中添加亲水性添加剂,以便获得亲水性纤维基质,该亲水性纤维基质在颗粒材料是吸收性或超吸收性聚合物材料的情况下特别有用。
- 还没有人留言评论。精彩留言会获得点赞!