包含聚乳酸的非织造网、其制造方法以及包含这种非织造网的食品包装与流程
本发明涉及包含生物基材料尤其是聚乳酸的非织造网。具体地,本发明涉及一种适用于诸如茶包、冲泡袋或咖啡包等热饮包装领域的非织造网。本发明还涉及适合形成用于在水中烹饪食物的包装的非织造网。本发明还涉及制造这种非织造网的方法。
背景技术:
1、为了改善某些包装的可持续管理,人们对生物基材料越来越感兴趣。这些材料的碳足迹例如可低于诸如聚对苯二甲酸乙二醇酯(pet)、聚丙烯(pp)、聚酰胺(pa)等源自化石资源的材料的碳足迹。此外,在开发新产品包括一次性消费品时,还考虑与其它传统塑料材料尤其是源自石化产品的那些塑料材料相比具有更高生物降解性的材料。
2、聚乳酸是一种生物基材料,并且其在特定条件下是可堆肥的。聚乳酸是在乳酸缩聚过程中获得的聚酯。乳酸例如是通过发酵来自碳水化合物来源(诸如玉米或甘蔗)的糖而获得的。
3、非织造包装尤其被用于冲泡茶、用于咖啡包、甚至用于烹饪某些食物。为了提供在使用前或使用后在工业条件下特别是根据astm d6400和en 13432标准可堆肥的产品,目前市场上提供包含聚乳酸的非织造网包装。
4、市场上已知的有基于聚乳酸的可热封的非织造网。然而,这种产品并不完全令人满意,特别是对于需要长时间暴露在热水或沸水中的应用而言。
5、文献jp 2009133022描述了一种包含聚乳酸立构复合物的织造网。该织造网通过制造包含聚乳酸立构复合物的纱线的第一步以及随后的织造步骤而获得。
6、文献wo 2009/042837描述了一种制造包含聚乳酸立构复合物的双组分纤维的方法。该方法需要有两个单独的挤出机来形成包含聚乳酸立构复合物的纤维的部分,这进一步复杂化了纤维的制造过程。
7、因此,需要提供源自生物基材料的非织造网,尤其是基于聚乳酸的非织造网,这些非织造网可能是可生物降解的和/或可堆肥的并且具有改进的热性能和机械强度性能。
8、本发明的目的是至少部分地满足这种需要,同时保留包含聚乳酸的非织造网的可堆肥性。
技术实现思路
1、根据本发明,该目的借助于一种通过熔粘特别是通过纺粘生产的耐热型非织造网来实现,该耐热型非织造网至少包括:
2、-包含第一纤维的第一层,以及
3、-包含第二纤维的第二层,
4、其中,第一层的第一纤维或第二层的第二纤维中的至少一个有利地是纺粘纤维并且包含占第一纤维或第二纤维的总体积的至20%体积的聚乳酸立构复合物。
5、熔粘法具体包括纺粘和熔喷工艺。这些工艺是有利的,因为纤维形成与粘合步骤在同一过程中在线进行,纤维几乎是连续地形成非织造物。因此,非织造物是在单一过程中直接获得的。
6、纺粘工艺使得可以制造在现有技术中通常被称为“纺粘型”纤维的纺粘纤维,即,通过将熔化的材料以纤维形式通过喷丝头的孔挤出而形成的纤维,该纤维具体通过空气射流拉丝、被沉积在顶层台上、然后粘合在一起,优选通过压延粘合在一起。
7、熔喷工艺使得可以制造熔喷纤维,这在现有技术中是众所周知的。与纺粘工艺一样,纤维是通过将熔化的材料通过喷丝头的孔挤出而形成的。然而,该工艺与纺粘工艺的不同之处具体在于用于拉伸纤维的空气的温度和体积,以及空气射流与离开喷丝头的材料接触的位置。对于熔喷工艺,空气温度通常较高,并且空气射流是在喷丝头处与熔化的材料接触。
8、术语“非织造”被理解为是指任意交织的纤维网,不同于例如构成织造物或针织物的纤维的排列。
9、术语“网”被理解为是指能够卷绕成卷的纤维材料。
10、表述“聚乳酸立构复合物”被理解为是指具有结晶结构的、熔点高于单独的左旋或右旋聚乳酸的聚乳酸聚合物,这种聚乳酸立构复合物通过左旋聚乳酸与右旋聚乳酸的混合物获得。
11、术语“耐热型”非织造物被理解为是指包含熔点至少为200℃,优选在210℃与220℃之间的聚乳酸立构复合物的非织造物。因此,这种非织造物的密封温度在130℃与210℃之间,而包含缺乏聚乳酸立构复合物的聚乳酸的传统非织造物的密封窗在130℃与150℃之间。
12、根据本发明的非织造网表现出改进的机械性能,特别是由于聚乳酸立构复合物的存在。这使得可以通过下游工艺、以比通常用于包含聚乳酸的传统非织造物的更高的操作速度对根据本发明的非织造物进行转变或成形。此外,该非织造网在较长时间暴露于热水或沸水中时表现出更好的耐热性。
13、第一层可以直接堆叠在第二层上,因而完全被支撑在该层上。
14、耐热型非织造网优选是双层组件,具体是由包含第一纤维的第一层和包含第二纤维的第二层形成。
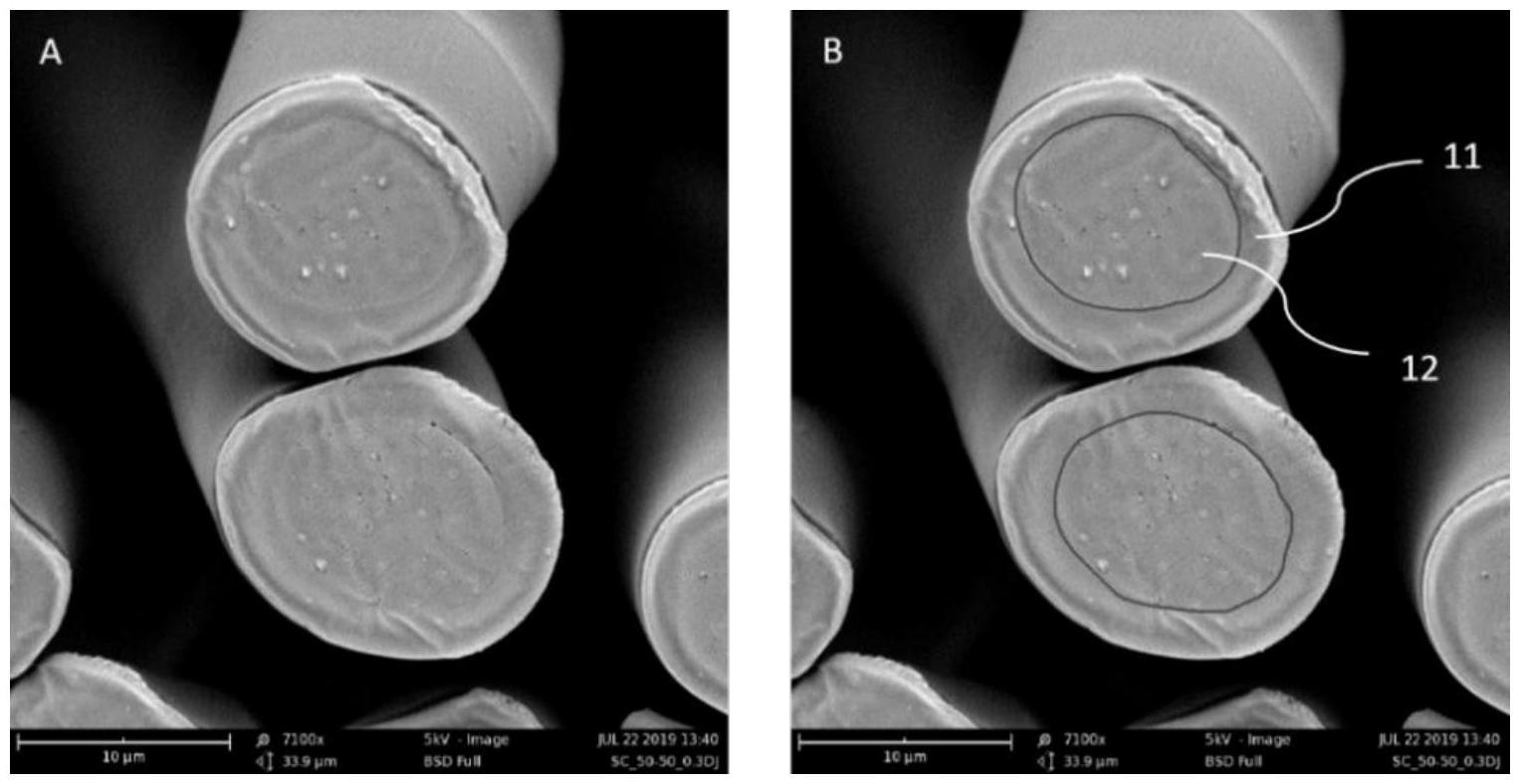
15、第一纤维和/或第二纤维可具有呈壳-芯结构的截面,更具体地,选自芯-壳结构、偏心芯-壳结构或海岛状结构,优选芯-壳结构。壳部分因而是第一或第二纤维的鞘或海部分,芯部分因而是第一或第二纤维的芯或岛部分。
16、因此,优选地,壳是包括立构复合物的部分,但也可以在核心水平上具有立构复合物。也可以在壳和芯处具有立构复合物。
17、壳/芯体积比可以至少为20/80,优选该比值在20/80与80/20之间,更优选在30/70与70/30之间,甚至更优选接近50/50或者甚至等于50/50。
18、第一纤维和第二纤维还可以是单组分纤维,即是具有单一部分的纤维。第一纤维和第二纤维也可以是双组分的,具体具有截面上的第一部分和第二部分。
19、根据本发明的非织造物在工业条件下可以是可堆肥的。在这种情况下,非织造物会随着时间的推移而分解,具体是由于微生物在存在或不存在氧气的情况下的作用。根据本发明的非织造物,通过调整非织造物的基重,尤其可能满足astm d6400或en 13432标准。
20、有利地,一方面第一纤维和另一方面第二纤维具有不同的熔点。这些纤维熔化温度的差异至少为20℃。
21、该温差是有用的,例如,当根据本发明的非织造网组件通过热封成形用于食品包装应用时。
22、根据一具体实施例,第一纤维和/或第二纤维包括:
23、-第一部分,其包含占第一纤维或第二纤维的总体积的20%体积至80%体积、优选30%体积至70%体积、更优选等于50%体积的聚乳酸立构复合物,以及
24、-第二部分,其包含占第一纤维或第二纤维的总体积的20%体积至80%体积、优选30%体积至70%体积、更优选等于50%体积的第二聚合物,第二聚合物还选自聚羟基烷酸酯、聚酯或它们的共聚物,其中,聚酯具体选自除聚乳酸立构复合物、聚丁二酸丁二醇酯、聚丁二酸-己二酸丁二酯、聚己内酯、聚对苯二甲酸己二酸丁二醇酯之外的聚乳酸。
25、本领域技术人员将理解纤维的一部分是纤维的连续的部分。例如,第一部分可以是壳部分,即第一或第二纤维的鞘或海部分。同样,第二部分可以是芯部分,即第一或第二纤维的芯或岛部分。
26、优选地,第一纤维或第二纤维中的至少一个的直径小于30μm且优选地在12μm与20μm之间。
27、根据本发明的非织造网的的孔隙率可以在1000l/m2/min与9000l/m2/min之间。非织造物的孔隙率是根据din 53887测量的。
28、根据一特定实施例,非织造网的基重在10g/m2与50g/m2之间,更优选地在15g/m2与30g/m2之间。非织造网的该基重是根据iso 536-2012标准确定的。
29、根据本发明的非织造网的厚度可以在60微米与180微米之间,并且优选地在90微米与150微米之间。优选地,该厚度在整个网上大致是均匀的。
30、第一纤维和第二纤维还可包含至少一种添加剂,例如诸如聚合物增塑剂或抗静电剂。这些纤维可包含按体积计至少10%的这种添加剂。
31、本发明还涉及一种用于制造根据本发明的耐热型非织造网的方法,该制造方法包括以下步骤:
32、a/向纺粘设备提供左旋聚乳酸聚合物与右旋聚乳酸聚合物的至少一种干混合物,以形成第一层或第二层的至少一个纤维;
33、b/适当时,提供第一层或第二层的未在步骤a/中形成的至少一种纤维;
34、c/组装第一层和第二层,其中,第一层和第二层的至少一种纤维在步骤a/中形成,并且在适当时,在步骤b/中提供。
35、术语“干混合物”被理解为是指至少两种类型的未熔化或未溶解的固体的混合物。这种类型的混合物通常被称为“干混物”。例如,“干混物”可以通过在室温下混合两种类型的固态颗粒或粉末来获得。
36、将富含左旋聚乳酸的化合物与富含右旋聚乳酸的化合物的干混物作为起始原料使得可以在纺粘设备中,更具体地是在纤维纺丝步骤中形成聚乳酸立构复合物。
37、这是特别有利的,因为对聚乳酸立构复合物直接纺丝并不容易。事实上,当直接使用聚乳酸立构复合物作为起始材料时,熔化颗粒所需的温度相对较高。该材料一旦熔化,就具有非常低的粘度,这使得它很难拉伸并导致细丝断裂。
38、在干混物中,左旋聚乳酸聚合物与右旋聚乳酸聚合物之间的体积比优选在65/35与35/65之间,更优选在60/40与40/60之间,再次更优选在55/45与45/55之间。该比率也可以接近50/50或等于50/50。
39、这些比率尤其使得可以在纤维中最佳地形成立构复合物,同时最小化不是聚乳酸立构复合物的其它产物的形成。
40、与现有技术中提出的解决方案相比,本发明的方法易于实施。与文献jp 2009/042837中描述的方法不同,根据本发明的方法使得可以一步获得非织造网。纤维形成和粘合步骤在同一过程中在线进行,纤维几乎连续地形成非织造物。该方法可以在熔粘工艺操作的设备中实施,更具体地,在具有最少修改的纺粘设备中实施。
41、根据第一特定实施例,熔粘工艺操作的设备是纺粘设备并且在这样的设备中至少实施以下步骤:
42、a1/向一个或多个挤出机供应起始材料,这些起始材料可以是颗粒或粉末的形式;
43、a2/在挤出机中熔化起始材料并将熔化的材料输送至喷丝头以形成纤维;
44、a3/对离开喷丝头的纤维进行部分冷却和拉伸;
45、a4/将纤维沉积在顶层台上,顶层台可以是带式传送带;
46、在步骤a4/之后,纤维可通过压延机,以便在粘合步骤中粘合纤维。
47、根据另一具体实施例,熔粘工艺操作的设备是熔喷设备。在这样的设备中,至少执行以下步骤:
48、a1'/向一个或多个挤出机供应起始材料,起始材料可以是颗粒或粉末形式;
49、a2'/在挤出机中熔化起始材料并将熔化的材料输送至喷丝头以形成纤维;
50、a3'/在喷丝头处利用热空气射流对纤维进行拉伸;
51、a4'/将纤维沉积在收集器筛网上,收集器筛网可以是圆柱形的。
52、在步骤a4'/之后,纤维还可通过压延机,以便在粘合步骤中粘合纤维。
53、根据第一种变型,步骤b/与步骤a/一样是在熔粘工艺操作的设备中实施,但是单独供应了原材料并且以便形成第一层或第二层当中未在步骤a/中形成的一个。
54、根据第二变体,组装第一层和第二层的步骤c/是在粘合步骤期间在熔粘工艺操作的设备中实施。
55、当第一纤维和第二纤维是在具有两组喷丝头(其中一组专用于第一纤维的纺丝而另一组专用于第二纤维的纺丝)的熔粘工艺操作的同一设备中纺丝时,这两个变体可以特别有用。如此,可以用最少的步骤获得根据本发明的非织造网。
56、为了改进根据本发明的包含聚乳酸立构复合物的纤维的纺丝,熔化的材料在挤出机出口处的温度可以在200℃与280℃之间,优选在210℃与260℃之间,并且更优选在220℃与235℃之间。
57、步骤a3/优选通过空气射流执行。纤维的拉伸速度可以在2000与7000m/min之间。
58、最后,本发明涉及用于浸入温度至少为90℃的水溶液中的食品包装,其包含根据本发明的耐热型非织造网。
59、根据本发明的食品包装可以通过热封来封闭。如果,例如,第二层包含的纤维的熔点低于第一层的纤维的熔点,则第二层在该特定示例中构成食品包装的内表面。包装的外表面因而将由第一层组成。如此,第二层就是将在密封点被熔化或软化的那层,而第一层充当隔绝体并避免密封钳与第二层之间的直接接触。然而,也可以通过机械方式封闭根据本发明的食品包装,例如使用线或订书钉。
60、由于具体是聚乳酸立构复合物的存在,根据本发明的非织造网可以以比用于基于传统聚乳酸的非织造网的更高的速度转变为食品包装。实际上,根据本发明的非织造网在升高的温度下具有改进的机械性能,因此能更好地承受在其转变或甚至其成形过程中所承受的应力,其具体是因为这些纤维中pla立构复合物的存在导致了粘合的纤维的熔化温度的升高。
61、此外,根据本发明的非织造网可以用更大的力密封,因为其具有更高的抗机械能力。获得的密封件因此可以更结实。
62、因此,与现有技术中已知的非织造网(基于聚乳酸)相比,根据本发明的食品包装能够在热水或沸水中暴露相对较长的时间。
- 还没有人留言评论。精彩留言会获得点赞!