一种缝纫线实时染色系统及方法与流程
1.本发明涉及缝纫机技术领域,尤其是一种缝纫线实时染色系统及方法。
背景技术:
2.缝纫机是集直线缝、曲折缝、锁眼等功能于一身,一般采用人力驱动(脚踏、手摇传动),也有用电动机驱动。缝纫机通常是用一根或多根缝纫线,在缝料上形成一种或多种线迹,使一层或多层缝料交织或缝合起来的机器。缝纫机能缝制棉、麻、丝、毛、人造纤维等织物和皮革、塑料、纸张等制品,缝出的线迹整齐美观、平整牢固,缝纫速度快、使用简便。随着科学技术的发展,进了21世纪以后,各种智能化家电进入人们的生活,缝纫机技术也可以与包括电子、电控、扫描、高速摄影,diy等其他科学技术进行结合,实现缝纫机的智能化和多功能化,满足现代女性对对新型缝纫机的锁眼、钉扣、打褶、包边、曲折缝纫、替换线的颜色、绣花缝纫、diy图案缝制、拼布等多功能的需求。而现有缝纫机在使用不同颜色的线时,还需要拆换,导致缝纫带来不便的问题。
技术实现要素:
3.本发明解决了现有缝纫机在使用不同颜色的线时需要拆换的问题,提出一种缝纫线实时染色系统及系统,通过待织图样获取缝制顺序,根据缝制顺序对应的颜色进行实时染色,避免拆换线带来不便。
4.为实现上述目的,提出以下技术方案:
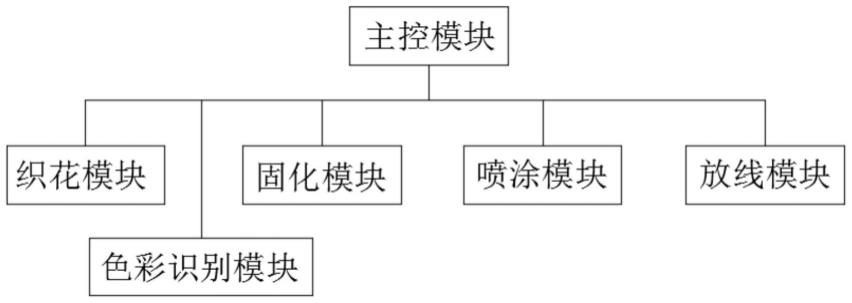
5.一种缝纫线实时染色系统,包括主控模块,所述主控模块电连接有用于存储基色线的放线模块、用于基色线染色的喷涂模块、用于对染色后的基色线进行固化的固化模块和用于花样缝制的织花模块,所述主控模块设有图样转化单元,所述图样转化单元获取待织图样,并根据待织图样获得线长参数、颜色参数和织花顺序,所述织花模块按织花顺序和线长参数进行图样缝制,所述喷涂模块根据线长参数和颜色参数选择颜色对基色线进行喷涂。
6.本发明主控模块具有设定线长、颜色选择、缝线输送速度参数以及传输待织图样文件能力,通过设定好转化方法,将待织图样的参数转换为线长参数、颜色参数和织花顺序并对喷涂模块、固化模块和织花模块进行联动控制控制,放线模块进行放线,基色线为白色或其他基色,再通过喷涂模块进行实时喷涂染色,固化模块对喷涂后的基色线进行快速固化,优选的,固化模块和喷涂模块组合在一起形成喷涂固化一体模块,通过线长参数数判断需要输送的线长,通过织花顺序判断切换颜色的时间和通过颜色参数判断喷涂的配色。使用本发明的系统对彩色图案进行缝制时,通过待织图样获取缝制顺序,根据缝制顺序对应的颜色进行实时染色,避免拆换线带来不便。
7.作为优选,所述主控模块设有缝线速度调节单元,所述缝线速度调节单元设有若干缝制速度档位,用于控制织花模块的织花速度。
8.作为优选,所述主控模块电连接有色彩识别模块,所述色彩识别模块用于监控染
色后的基色线长度是否超过设定值,若是,反馈回针信息到主控模块,所述主控模块根据回针信息控制织花模块进行边缘回针缝制,若否,不做任何操作。
9.在实践过程中,由于放线模块与织花模块之间存在一定距离,基色线在自重作用下有下垂部分,或者即使使用线辊进行拉紧,基色线还是会发生形变,同时由于喷涂染色的原因,颜料也会扩散一部分,导致染色线长不能精确到实际标定的线长参数,本发明的色彩识别模块可以识别出两种颜色的交界处,并计算前一种颜色的线长,使得多余的线长能够在原定区域进行边缘回针缝制,不要在其他区域缝制,所述边缘回针缝制指的是在原定区域的边缘上重复缝制直到多余的线长缝制完成。
10.一种缝纫线实时染色方法,采用上述的一种缝纫线实时染色系统,包括以下步骤:
11.s1,获取待织图样,根据待织图样获得线长参数、颜色参数和织花顺序;所述织花顺序设定若干染色后的基色线的线段排序,若干染色后的基色线的线段的长度由线长参数决定,若干染色后的基色线的线段的颜色由颜色参数决定;
12.s2,织花模块根据织花顺序进行缝制,主控模块根据颜色参数和线长参数控制喷涂模块进行实时喷涂。
13.作为优选,所述s1具体包括以下步骤:
14.s101,获取待织图样,划分出颜色相同的区域作为同色域,并计算同色域的面积s;
15.s102,根据面积s从大到小对同色域进行排序,得到织花顺序;
16.s103,将同色域的面积转换为线长参数l,并获取同色域的对应的颜色参数。
17.作为优选,所述线长参数l计算公式如下:l=s/d+c,其中:d是缝制单位面积所需线长,c为补偿参数。
18.本发明遵循冗余原则,为避免留白,在计算线长参数时增加一定补偿长度,减少残次品或需二次加工品。
19.作为优选,所述补偿参数c的计算过程如下:
20.当s小于或等于预设值k时,c为设定的常数y,当s大于预设值时,c=sy/k。
21.当面积s小于或等于预设值k时即线长长度低于一定值时,能够在一定误差范围内,c为设定的常数y即可满足精度要求,当线长长度高于一定值时,线长越长误差越大,因此所需要补偿的线长越大。
22.作为优选,若待织图样具有一定厚度,则按照同色域内的体积t进行换算,l=t/d+c,其中:d是缝制单位体积所需线长,c为补偿参数。
23.作为优选,色彩识别模块用于监控染色后的基色线长度是否超过设定值q,若是,反馈回针信息到主控模块,所述主控模块根据回针信息控制织花模块进行边缘回针缝制,若否,不做任何操作。
24.本发明的有益效果是:对彩色图案进行缝制时,通过待织图样获取缝制顺序,根据缝制顺序对应的颜色进行实时染色,避免拆换线带来不便。
附图说明
25.图1是实施例的系统连接图;
26.图2是实施例的一个待织图样示意图;
27.图3是实施例的色彩识别模块构成图。
具体实施方式
28.实施例:
29.本实施例提出一种缝纫线实时染色系统,包括主控模块,主控模块电连接有用于存储基色线的放线模块、用于基色线染色的喷涂模块、用于对染色后的基色线进行固化的固化模块和用于花样缝制的织花模块,主控模块设有图样转化单元,图样转化单元获取待织图样,并根据待织图样获得线长参数、颜色参数和织花顺序,织花模块按织花顺序和线长参数进行图样缝制,喷涂模块根据线长参数和颜色参数选择颜色对基色线进行喷涂。主控模块设有缝线速度调节单元,缝线速度调节单元设有若干缝制速度档位,用于控制织花模块的织花速度。主控模块电连接有色彩识别模块,色彩识别模块用于监控染色后的基色线长度是否超过设定值,若是,反馈回针信息到主控模块,主控模块根据回针信息控制织花模块进行边缘回针缝制,若否,不做任何操作。
30.本发明主控模块具有设定线长、颜色选择、缝线输送速度参数以及传输待织图样文件能力,通过设定好转化方法,将待织图样的参数转换为线长参数、颜色参数和织花顺序并对喷涂模块、固化模块和织花模块进行联动控制控制,放线模块进行放线,基色线为白色或其他基色,再通过喷涂模块进行实时喷涂染色,固化模块对喷涂后的基色线进行快速固化,固化模块和喷涂模块组合在一起形成喷涂固化一体模块,通过线长参数数判断需要输送的线长,通过织花顺序判断切换颜色的时间和通过颜色参数判断喷涂的配色。使用本发明的系统对彩色图案进行缝制时,通过待织图样获取缝制顺序,根据缝制顺序对应的颜色进行实时染色,避免拆换线带来不便。
31.在实践过程中,由于放线模块与织花模块之间存在一定距离,基色线在自重作用下有下垂部分,或者即使使用线辊进行拉紧,基色线还是会发生形变,同时由于喷涂染色的原因,颜料也会扩散一部分,导致染色线长不能精确到实际标定的线长参数,本发明的色彩识别模块可以识别出两种颜色的交界处,并计算前一种颜色的线长,使得多余的线长能够在原定区域进行边缘回针缝制,不要在其他区域缝制,边缘回针缝制指的是在原定区域的边缘上重复缝制直到多余的线长缝制完成。
32.本实施例还提出一种缝纫线实时染色方法,采用上述的一种缝纫线实时染色系统,包括以下步骤:
33.s1,获取待织图样,参考图2,根据待织图样获得线长参数、颜色参数和织花顺序;织花顺序设定若干染色后的基色线的线段排序,若干染色后的基色线的线段的长度由线长参数决定,若干染色后的基色线的线段的颜色由颜色参数决定;
34.s1具体包括以下步骤:
35.s101,获取待织图样,划分出颜色相同的区域作为同色域,图2中同色域包括红色、蓝色和黄色,并计算同色域的面积,其中s1是红色面积,s2是黄色面积,s3是蓝色面积
36.s102,根据面积从大到小对同色域进行排序,依次是s3、s1、s2,得到织花顺序;
37.s103,将同色域的面积转换为线长参数l,并获取同色域的对应的颜色参数。
38.线长参数l计算公式如下:l=s/d+c,其中:d是缝制单位面积所需线长,c为补偿参数。根据公式算出蓝色线长参数l3,红色线长参数l1和黄色线长参数l3。
39.主控模块制定织花模块的织花速度v,根据公式t=l/v,计算出喷涂时间,按照时序依次先喷涂蓝色时长t3,红色时长t1和黄色时长t2。
40.本发明遵循冗余原则,为避免留白,在计算线长参数时增加一定补偿长度,减少残次品或需二次加工品。
41.补偿参数c的计算过程如下:
42.当s小于或等于预设值k时,c为设定的常数y,当s大于预设值时,c=sy/k。
43.当面积s小于或等于预设值k时即线长长度低于一定值时,能够在一定误差范围内,c为设定的常数y即可满足精度要求,当线长长度高于一定值时,线长越长误差越大,因此所需要补偿的线长越大。
44.若待织图样具有一定厚度,则按照同色域内的体积t进行换算,l=t/d+c,其中:d是缝制单位体积所需线长,c为补偿参数。
45.s2,织花模块根据织花顺序进行缝制,主控模块根据颜色参数和线长参数控制喷涂模块进行实时喷涂。
46.色彩识别模块用于监控染色后的基色线长度是否超过设定值q,若是,反馈回针信息到主控模块,主控模块根据回针信息控制织花模块进行边缘回针缝制,若否,不做任何操作。
47.参考图3,色彩识别模块包括用于对染色后的基色线进行实时摄像的摄像单元和对拍摄得到的图像进行二值化处理的处理单元,经过二值化处理后,两种颜色交界处有明显的分割区域,记录前一个分割区域出现的时间点到当前分割区域出现的时间点的时长t0,由于本实施例的冗余设计,线长是只多不少的,计算出实际喷涂的线长l0=vt0,再算出多余的线长l
00
=l
0-s/d,因此的到需要边缘回针缝制长度为l
00
,主控模块根据l
00
控制织花模块进行边缘回针缝制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1