一种聚乳酸熔喷非织造过滤材料及其制备工艺和应用的制作方法
1.本发明涉及过滤材料技术领域,具体涉及一种聚乳酸熔喷非织造过滤材料的制备工艺。
背景技术:
2.熔喷法是一种一步法生产非织造材料的工艺,它是将热塑性树脂料粒熔融后,并在高速热空气的作用下将喷出的纤维牵伸而制成超细纤维,然后铺网得到非织造材料。熔喷非织造材料具有纤维细度低、纤网均匀性好等特点,且结构蓬松,具有较好的过滤性能,经过驻极工艺处理后的熔喷非织造材料,其过滤效率可以得到大幅度提高。聚丙烯(pp)由于其结构特点而具有良好的存储电荷能力,因此,它成为熔喷非织造的主要原料。
3.随着我国各工业部门现代化建设的快速发展,国家对三废治理、环境污染防治愈来愈重视,聚乳酸作为一种无毒无害、可完全自然降解的绿色环保材料备受关注。聚乳酸是由玉米、马铃薯等可再生植物资源提取的淀粉转化为葡萄糖,葡萄糖经发酵后成为乳酸,再由乳酸聚合成为聚乳酸,聚乳酸有着良好的生物相容性,且能够完全生物降解,降解后的最终产物为二氧化碳和水,因而无毒无害,对环境不会造成污染。
4.但是,目前国内聚乳酸(pla)熔喷非织造过滤材料的生产几乎为空白。采用现有的聚丙烯(pp)熔喷的设备和生产工艺直接生产聚乳酸(pla)过滤材料时,存在以下问题:
5.(1)聚丙烯(pp)熔喷设备生产的熔喷布纤维普遍较粗,直径范围在1.0~14μm之间,由于纤维粗大、分布不均匀,导致成网后产品基布的过滤效率极低,需经过多道高压驻极工序才能具备符合标准的过滤效率,且产品性能不稳定;
6.(2)聚丙烯(pp)熔喷设备不具备对聚乳酸(pla)原料的预置处理能力,无法对聚乳酸原料进行有效的生产加工,需要进行改进;
7.(3)聚丙烯(pp)熔喷生产工艺存在产品质量不稳定的缺陷,产品克重、滤效等关键指标不均匀、不确定的问题;
8.(4)在生产环境的控制方面,由于聚丙烯(pp)熔喷工艺简单,大量工作需要依靠人工经验来解决和实现,对生产环境无法做到的精确控制,生产参数无法统一;
9.(5)聚丙烯(pp)熔喷所采用的是添加法生产工艺,如不添加驻极母粒,则无法使所生产的熔喷法非织造布储存所需电荷,以达到合格的过滤效率;但是,将传统的驻极母粒添加到聚乳酸(pla)中,不能进行正常的非织造布生产,这已成为聚丙烯(pp)熔喷设备和生产工艺转而生产聚乳酸(pla)熔喷非织造布滤材难以突破的瓶颈。
10.因此,采用现有的聚丙烯(pp)熔喷的设备和生产工艺无法生产出合格的聚乳酸(pla)过滤材料,限制其发展与应用。
技术实现要素:
11.为了解决上述背景技术中存在的问题,本发明提供一种聚乳酸熔喷非织造过滤材料的制备工艺,其制得的聚乳酸熔喷成网纤维的直径范围在0.5~5μm,且分布均匀,所得聚
乳酸熔喷非织造过滤材料的阻隔、过滤性能优异,还具有优异的透气性。为此,本发明还提供一种采用上述制备工艺制得的聚乳酸熔喷非织造过滤材料及其应用。
12.为了实现上述目的,本发明采用以下技术方案:
13.本发明的第一方面,提供一种聚乳酸熔喷非织造过滤材料的制备工艺,包括如下步骤:
14.s1、将聚乳酸原料经干燥、熔融挤出进行预处理;
15.s2、将经预处理后的聚乳酸材料经熔喷加工工艺处理;
16.s3、将经熔喷加工工艺处理后得到的材料经高压电晕驻极处理,即得成品。
17.具体地,所述步骤s1中,聚乳酸原料干燥处理时,干燥温度为70~90℃,干燥时间为12~24h。
18.首先,将聚乳酸原料放在预制设备中,在干燥循环控制下预处理一定时间,以去除聚乳酸原料中的水分。
19.具体地,所述步骤s1中,聚乳酸材料进行熔融挤出处理时,挤出机内部温度为180~200℃。
20.采用挤出设备在一定温度下对聚乳酸材料进行物理改性,得到可塑性更好的聚乳酸。
21.具体地,所述步骤s1中,将经干燥处理后的聚乳酸原料切片喂入至挤出机中进行熔融挤出处理。
22.具体地,所述步骤s2中,熔喷加工工艺具体为:将经预处理后的聚乳酸原料在200~230℃的条件下进行过滤,再经计量,在220~240℃的条件下由喷丝板上的喷丝孔挤出,随后在热风温度为230~250℃,热风压力为0.05~0.3mpa的条件下进行牵伸,再经成网粘合,即得到聚乳酸熔喷非织造布材料。
23.采用特制的pla熔喷技术工艺,在预定的加工温度、湿度、风速等环境下,可稳定的进行生产。
24.本发明的第二方面,提供一种采用上述制备工艺所制备的聚乳酸熔喷非织造过滤材料,所述聚乳酸熔喷非织造过滤材料中成网纤维的直径范围为0.5~5μm,且分布均匀,拥有更好的电荷储备能力。成网纤维中超细纤维的平均直径主要分布在0.5~1.5μm,占比不低于68.6%,纤网克重在(25~35)
±
2g/
㎡
之间,稳定均匀。
25.本发明的第三方面,提供一种上述聚乳酸熔喷非织造过滤材料的应用,所述聚乳酸熔喷非织造过滤材料作为空气过滤材料使用。
26.经测试,该聚乳酸熔喷非织造过滤材料透气性能优异,对粒径在0.3μm粒子的捕集效率达95%以上,对大于0.5μm粒子的捕集效率可达99%,对于pm2.5的过滤效率接近99.97%。
27.与现有技术相比,本发明具有如下有益效果:
28.(1)本技术中,选用熔融指数和分子量适合的高光纯聚乳酸为原料,经干燥、熔融挤出预处理操作,大幅提高聚乳酸原料的可塑性,实现对聚乳酸进行熔喷法非织造布生产的工艺;
29.(2)再经特制的pla熔喷技术工艺,在预定的加工温度、湿度、风速等环境下,可稳定的进行生产,生产的成网纤维的直径范围在0.5~5μm之间,并且均匀稳定分布,拥有更好
的电荷储备能力;
30.(3)通过实验和生产实践,拥有了十分清晰的生产工艺数据,实现了对聚乳酸生产环境的精准控制;
31.(4)采用配套的聚乳酸独立熔喷设备,实现了高度自动化、智能化的生产工艺流程,具有可控、稳定、循环生产的优势;
32.(5)该聚乳酸熔喷非织造过滤材料采用物理法生产工艺,生产的聚乳酸熔喷非织造过滤材料具有超细纤维优势,无需添加驻极母粒,即可实现聚乳酸(pla)熔喷非织造滤材产品获得长期、稳定、持续的保有电荷能力,并且达到相应空气过滤材料所需的各种标准;
33.(6)经试验证明,制备得到的聚乳酸熔喷非织造过滤材料透气性能优异,对粒径在0.3μm粒子的捕集效率达95%以上,对大于0.5μm粒子的捕集效率可达99%,对于pm2.5的过滤效率接近99.97%。
附图说明
34.下面结合附图与具体实施例对本发明作进一步详细说明。
35.图1为实施例1中制得的聚乳酸熔喷非织造过滤材料的扫描电镜图;
36.图2为实施例1中制得的9批次的聚乳酸熔喷非织造过滤材料的透气量测试图;
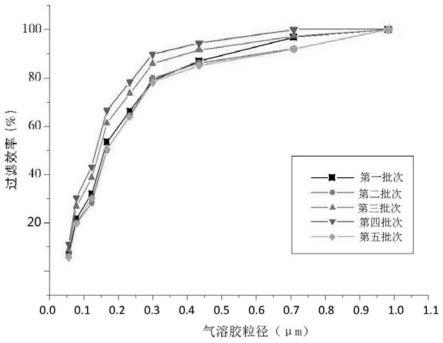
37.图3为实施例1中制得的5批次的聚乳酸熔喷非织造过滤材料的过滤效率侧视图。
具体实施方式
38.实施例1
39.一种聚乳酸熔喷非织造过滤材料的制备工艺,包括如下步骤:
40.s1、将聚乳酸原料进行干燥处理,干燥温度为85℃,干燥时间为12h;
41.s2、将干燥处理好的聚乳酸原料切片喂入至挤出机中进行熔融挤出处理,挤出机内部温度为190℃;
42.s3、由挤出机挤出的聚乳酸材料在210℃的条件下经过滤器过滤处理,再进入至计量泵中经计量处理,在230℃的条件下由喷丝板上的喷丝孔挤出,随后在热风温度为240℃,热风压力为0.09mpa的条件下进行牵伸,再经成网粘合,即得到聚乳酸熔喷非织造布材料,成网纤维的直径范围为0.5~5μm,成网纤维中超细纤维的平均直径主要分布在0.5~1.5μm,占比不低于68.6%,纤网克重为23-27g/
㎡
之间;
43.s4、将经熔喷加工工艺处理后得到的材料经高压电晕驻极处理,即得成品。
44.实施例2
45.一种聚乳酸熔喷非织造过滤材料的制备工艺,包括如下步骤:
46.s1、将聚乳酸原料进行干燥处理,干燥温度为90℃,干燥时间为12h;
47.s2、将干燥处理好的聚乳酸原料切片喂入至挤出机中进行熔融挤出处理,挤出机内部温度为200℃;
48.s3、由挤出机挤出的聚乳酸材料在230℃的条件下经过滤器过滤处理,再进入至计量泵中经计量处理,在240℃的条件下由喷丝板上的喷丝孔挤出,随后在热风温度为250℃,热风压力为0.05mpa的条件下进行牵伸,再经成网粘合,即得到聚乳酸熔喷非织造布材料,成网纤维的直径范围为0.5~5μm,成网纤维中超细纤维的平均直径主要分布在0.5~1.5μ
m,占比不低于68.6%,纤网克重在28-32g/
㎡
之间;
49.s4、将经熔喷加工工艺处理后得到的材料经高压电晕驻极处理,即得成品。
50.实施例3
51.一种聚乳酸熔喷非织造过滤材料的制备工艺,包括如下步骤:
52.s1、将聚乳酸原料进行干燥处理,干燥温度70℃,干燥时间为16h;
53.s2、将干燥处理好的聚乳酸原料切片喂入至挤出机中进行熔融挤出处理,挤出机内部温度为180℃;
54.s3、由挤出机挤出的聚乳酸材料在200℃的条件下经过滤器过滤处理,再进入至计量泵中经计量处理,在220℃的条件下由喷丝板上的喷丝孔挤出,随后在热风温度为230℃,热风压力为0.3mpa的条件下进行牵伸,再经成网粘合,即得到聚乳酸熔喷非织造布材料,成网纤维的直径范围为0.5~5μm,成网纤维中超细纤维的平均直径主要分布在0.5~1.5μm,占比不低于68.6%,纤网克重在33-37g/
㎡
之间;
55.s4、将经熔喷加工工艺处理后得到的材料经高压电晕驻极处理,即得成品。
56.性能测试与分析
57.一、成网纤维直径测试与分析
58.将实施例1中制得的聚乳酸熔喷非织造过滤材料在quantum design公司的pmft-1000型号的扫描电镜下观察,测试结果见图1。
59.由图1中扫描电镜测试结果可知:聚乳酸熔喷非织造过滤材料为三维立体网状紧密排列结构,由于成网纤维杂乱排列,故材料的各向同性效应良好,材料中成网纤维的直径分布在0.5~5.0μm之间,其中0.5~1.5μm的占比超过68.6%,因此该材料具有超细纤维结构的优异阻隔、过滤性能。
60.二、接触角测试与分析
61.将实施例1中制得的聚乳酸熔喷非织造过滤材料采用德国公司的k100型号的接触角测量仪对其接触角进行测试,经测试,实施例1中制得的聚乳酸熔喷非织造过滤材料的接触角值平均为138
°
,由此可知聚乳酸熔喷非织造过滤材料的亲水性较差。这是因为聚乳酸分子链有较多的甲基和酯基,但没有亲水的极性基团,因此材料表现出较好的疏水性,符合口罩滤芯材料的接触角值要求。
62.三、透气性测试与分析
63.采用实施例1中制备工艺制得的9批次的聚乳酸熔喷非织造过滤材料经基尔伯格纺织测试仪器公司的fx3030型号的织物透气性能测定仪进行透气性测试,测试结果见图2。
64.由图2中测试结果可知,实施例1中制得的聚乳酸熔喷非织造过滤材料的平均透气量在2400l/(m2·
s)左右,透气性能优异,这是因为聚乳酸熔喷非织造过滤材料的成网纤维直径小,比表面积大,材料的透气性能佳。
65.四、过滤性能测试与分析
66.采用实施例1中制备工艺制得的5批次的聚乳酸熔喷非织造过滤材料并利用德国palas光度计法测试材料的过滤效率,测试结果见图3,具体测试过程如下:
67.将石蜡油气溶胶通过气溶胶发生器雾化,用高速空气流将具有不同粒径的气溶胶喷入过滤器检测系统的上游,气溶胶在气流作用下通过被测滤料到达检测系统的下游,再用光度计对上、下游的气溶胶分别取样,通过上、下游气溶胶浓度之比计算出滤料的过滤效
率。
68.由图3中测试结果可知,聚乳酸熔喷非织造过滤材料对直径在0.3μm之间气溶胶粒子的捕集效率达95%以上,对大于0.5μm气溶胶粒子的捕集效率近99%,对于pm 2.5的过滤效率接近99.97%,这是因为,聚乳酸熔喷非织造过滤材料在制备过程中,通过优良的设备和整体工艺对空气温度、空气速度及接收距离的良好控制,获得纤维直径小、形成微孔尺寸小的网布,而且聚乳酸熔喷非织造过滤材料中纤维呈无规则分布,载体相在流过熔喷材料时,纤维曲径式系统可加强其分散效果,导致欲分离的粒子悬浮相能得到更多的机会与纤维碰撞和吸附,从而加强材料的过滤效果。
69.综上,采用本发明中制备工艺制得的聚乳酸熔喷非织造过滤材料中成网纤维的直径范围在0.5~5μm,且分布均匀,因此,聚乳酸熔喷非织造过滤材料的阻隔、过滤性能优异,还具有优异的透气性。
70.以上应用了具体个例对本发明进行阐述,只是用于帮助理解本发明,并不用以限制本发明。对于本发明所属技术领域的技术人员,依据本发明的思想,还可以做出若干简单推演、变形或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1