针织衬衫高支弹力提花面料及其生产工艺的制作方法
1.本发明涉及一种针织衬衫高支弹力提花面料及其生产工艺,属于纺织技术领域。
背景技术:
2.针织面料是利用织针将纱线弯曲成圈并相互串套而形成的织物,主要组成结构是线圈,结构较梭织面料松散,尺寸稳定性差;氨纶纱线具有高延伸性、低弹性模量、高弹性回复率和优异的弹性,面料中加入氨纶,可提高面料的弹性回复性和尺寸稳定性,故有前人对其进行了研究。
3.cn106120129a公开一种高弹高回复针织面料及其织造方法,采用单面纬平针结构,由涤纶长丝和氨纶针织形成,达到高弹和高回复性,但是面料亲肤透气性差,花型单一,不能满足消费者对舒适性和美观性的要求。
4.cn106032607a发明了一种新型圆筒氨纶汗布的制备方法,采用普通氨纶纱以3/4衬方式与棉纱在大圆机上进行混纺织造,满足氨纶汗布的弱弹性能,但是弹性回复性没有定量的指标,且花型单一不够美观。
5.cn111485321a公开一种仿梭织针织衬衫面料及其生产工艺。所述的仿梭织针织衬衫面料,采用粘胶、涤纶、腈纶多组分原料混纺,柔软无身骨,再结合针织织造,挺括感特别差,弹性回复性能差。
技术实现要素:
6.本发明的目的是提供一种针织衬衫高支弹力提花面料,其结构紧密,具有针织面料的舒适性同时还有良好的弹性回复性;同时本发明提供了一种针织衬衫高支弹力提花面料的生产工艺,简单易行。
7.本发明所述的针织衬衫高支弹力提花面料,采用棉/氨纶包芯的纺纱方式,其中棉为60英支单纱、120/2英支双股纱,氨纶30d,牵伸倍数3.2倍,面料组织为单面提花,纺纱方式为紧密赛络纺或紧密环锭纺。
8.优选的,棉/氨纶包芯纱中,以重量百分比计,棉90.32%,氨纶9.68%。
9.所述的针织衬衫高支弹力提花面料的生产工艺,包括纺纱
→
纱线染色
→
织造
→
整理。棉纱采用紧密赛络纺纺纱方式,同时先染纱后织造及整理,丰富花型、色彩,提高色牢度。
10.优选的,纺纱工序中所用的纱线采用温度105℃~135℃,时间15min~35min的蒸纱定型工艺,精炼剂比例为3%~4%,双氧水比例为6%~9%,中和酸比例为0.5%~1%,匀染剂比例为1.5%~3.5%,元明粉比例为15%~35%,纯碱比例为10%~30%。
11.优选的,织造工序中织造一个花型循环(花宽是6)内3针成圈的百圈线长为13.7cm~14.2cm、全成圈的百圈线长为21cm,坯布克重107g/
㎡
~112g/
㎡
,成品克重139g/
㎡
~152g/
㎡
,三功位单面小提花圆机织造:规格34〞36g。
12.优选的,整理工序包括烧毛
→
水洗
→
丝光
→
液氨
→
拉幅
→
预缩。
13.进一步优选的,烧毛工序中:烧毛车速为70-75m/min,烧毛方式采用切烧,火焰强度为8-12毫巴。
14.进一步优选的,丝光工序中:丝光碱浓度为25-28be,丝光车速为25-35m/min,浸碱区张力为70-90n,淡碱直棍区张力为75-95n,水洗区张力为50-60n,超喂为10-20%。
15.进一步优选的,液氨工序中:液氨车速为25-30m/min,液氨后面料的ph值为6.5-8.0,碱含量为0.07-0.08%。
16.进一步优选的,拉幅工序中,超喂为20-30%,轧槽内硅油柔软剂smi-50和中和酸ph-x的浓度分别为10-50g/l和1-5g/l,落布含水率为6-7%,拉幅温度为110-150℃。
17.为了克服针织衬衫提花面料弹性回复性低、尺寸稳定性差的缺点,本发明采用棉/氨纶包芯的纺纱方式,增加了面料的弹性回复性,穿着更加舒适;采用高纱支纱线染色的方式,面料的花型更加丰富、更加精致、触感更加细腻;采用细针距高机号尽密织造,可以提高面料布面的紧实度;同时结合丝光、液氨技术,可改善其光泽和服用性能,可减少缩水,增加回弹性、断裂强度和吸湿性,可极大的提高面料的尺寸稳定性,弹性回复性。
18.与现有技术相比,本发明具有以下有益效果:
19.(1)本发明采用棉/氨纶包芯纱,通过紧密赛络纺或紧密环锭纺的纺纱方式,可以有效的改善纱线条干、减少毛羽;同时尽密设计搭配细针距高机号针织圆机进行织造,生产面料结构紧密,提高面料尺寸稳定性,挺括性好,弹性回复性好;
20.(2)本发明采用纱线染色方法,花型丰富、色牢度高;采用丝光和液氨的双重前处理工艺,使得面料光泽好,具有极佳的尺寸稳定性和一定的抗皱性;
21.(3)由本发明所述工艺所生产的面料缝制而成的针织衬衫,穿着具有针织衬衫的舒适度,产品弹性适中、回复性好,且花型丰富、色牢度好。
附图说明
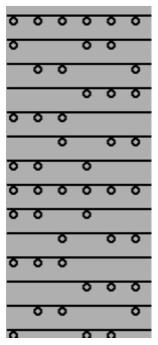
22.图1为实施例1中线圈编织图;
23.图2为实施例1中花型意匠图;
24.图3为实施例2中线圈编织图;
25.图4为实施例2中花型意匠图。
具体实施方式
26.下面通过具体的实施例对本发明做进一步说明,但是并不因此将本发明限制在所述的实施例范围之中。
27.实施例1
28.一种针织衬衫高支弹力提花面料的具体生产工艺为:
29.纺纱
→
纱线染色
→
织造
→
整理。
30.(1)原料选用:
31.棉/氨纶包芯纱,紧密赛络纺,棉/氨纶包芯60英支单纱,氨纶:30d,牵伸倍数:3.2倍;以重量百分比计,棉:90.32%,氨纶:9.68%。
32.染纱工序:纱线采用温度130℃,时间20min的蒸纱定型工艺,精炼剂比例为4%,双氧水比例为7%,中和酸比例为0.8%,匀染剂比例为2%,元明粉比例为20%,纯碱比例为
10%。
33.表1
34.纱线排列1a1b纱线a—白
□
,b—黑
■
组织单面提花线圈编织图见附图1花型意匠图见附图2
35.(2)织造
36.三功位单面小提花圆机规格:34〞36g;织造的百圈线长:13.7cm,坯布克重112g/
㎡
,成品克重152g/
㎡
。
37.(3)整理
38.烧毛工序中:烧毛车速为70m/min,烧毛方式采用切烧,火焰强度为12毫巴。
39.丝光工序中:丝光碱浓度为25be,丝光车速为30m/min,浸碱区张力为70n,淡碱直棍区张力为75n,水洗区张力为50n,超喂为16%。
40.液氨工序中:液氨车速为25m/min,液氨后面料的ph值为6.5,碱含量为0.075%。
41.拉幅工序中,超喂为25%,轧槽内硅油柔软剂smi-50和中和酸ph-x的浓度分别为30g/l和2g/l,落布含水率为6.5%,拉幅温度为140℃。
42.实施例2
43.一种针织衬衫高支弹力提花面料的具体生产工艺为:
44.纺纱
→
纱线染色
→
织造
→
整理。
45.(1)原料选用:
46.棉/氨纶包芯纱,紧密赛络纺,棉/氨纶包芯120/2英支双股纱,氨纶:30d,牵伸倍数:3.2倍;以重量百分比计,棉:90.32%,氨纶:9.68%。
47.染纱工序:纱线采用温度130℃,时间20min的蒸纱定型工艺,精炼剂比例为3%,双氧水比例为7%,中和酸比例为0.7%,匀染剂比例为2%,元明粉比例为30%,纯碱比例为15%。
48.表2
49.纱线排列1a1b纱线a—白
□
,b—黑
■
组织单面提花线圈编织图见附图3花型意匠图见附图4
50.(2)织造
51.三功位单面小提花圆机规格:34〞36g;织造的百圈线长:全成圈线长21cm,3针成圈线长13.8cm,坯布克重107g/平方米,成品克重139g/
㎡
。
52.(3)整理
53.烧毛工序中:烧毛车速为70m/min,烧毛方式采用切烧,火焰强度为12毫巴。
54.丝光工序中:丝光碱浓度为25be,丝光车速为30m/min,浸碱区张力为70n,淡碱直棍区张力为75n,水洗区张力为50n,超喂为16%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1