一种经编滴塑一体成型提花网布及其制作方法与流程
1.本发明涉及纺织技术领域,具体地说,涉及一种经编滴塑一体成型提花网布及其制作方法。
背景技术:
2.滴塑技术是利用热塑性高分子材料具有状态可变的特性,即在一定条件下具有黏流性,而常温下又可恢复固态的特性,并使用适当的方法和专门的工具喷墨,在其黏流状态下按要求塑造成设计的形状,然后在常温下固化成型。滴塑工艺已广泛应用于各种商标铭牌、卡片、日用五金产品、旅游纪念证章、精美工艺品及高级本册封面等的装饰上。
3.而在纺织领域,越来越多的纺织品应用上了滴塑技术,如防滑织物在织物的底部滴塑一定数量的硅胶点,使织物能很好的附着在依靠物上不至于滑动或滑落;如在服饰的图案上进行区域性滴塑,即提高了服饰的质感又使服饰图案的保持期更长。
4.现有技术中,在纺织品中的滴塑工艺往往需要在纺织品原料编织成布料,而后布料高温定型之后裁切成纺织品后,再送入滴塑设备进行滴塑工艺的加工,如果滴塑设备不是采用针头转移法的设备,在进行某些具有一定纹路或者有一定面积的工艺需求时,还需要制作模具,对每片需滴塑的纺织品进行人工定位,其成型效率及工作效率均非常低,且由于是模具人工定位,其滴塑精度相对也较差。
技术实现要素:
5.为解决上述现有编织工艺过程中成型效率及工作效率低级滴塑精度较差的技术问题,本发明提供了一种经编滴塑一体成型提花网布及其制作方法。
6.【本发明公开了一种经编滴塑一体成型提花网布】一种经编滴塑一体成型提花网布,包括经编机一体编织而成的网布本体,网布本体包括基层及滴塑提花层,其中滴塑提花层由热塑性高分子材料纱线编织而成。
7.优选的,基层与滴塑提花层之间还设置有底纹层。
8.优选的,滴塑提花层部分区域自由脱离并浮于基层表面。
9.优选的,基层上还设置有提孔。
10.【本发明还公开了一种经编滴塑一体成型提花网布的制作方法】一种经编滴塑一体成型提花网布的制作方法,包括:梳栉设置:选用至少四把梳栉的经编机进行编织;梳栉穿纱:对各梳栉按工艺要求进行穿纱,其中用于编织滴塑提花层的梳栉使用间隔穿纱的穿纱方式进行穿纱;网布编织:利用至少一把地梳梳栉进行编织形成网布本体的基层,利用至少二把梳栉在基层的至少一侧进行编织形成滴塑提花层。
11.优选的,利用至少一把梳栉在基层与滴塑提花层之间进行编织形成底纹层。
12.优选的,利用至少一把梳栉在基层上进行提孔编织,形成提孔。
13.优选的,将网布本体进行高温定型,使滴塑提花层热塑成滴塑花纹。
14.通过采用上述的技术方案,本发明的有益效果是:1、与现有技术相比,本方案的滴塑原料通过纱线的形式直接编织在经编网布中,其滴塑的位置均在网布设计时就通过编织设计软件精准定位在编织的过程中,其滴塑定位精准。
15.2、与现有技术相比,本方案的滴塑提花花纹或者滴塑点均已经以纱线图案的形式编织在网布上,加温成型的过程无需再经过开模、人工定位模具等工序,提升了工作效率。
16.3、与现有技术相比,本方案的滴塑提花成型工序在经编网布编织后的定型染整过程中一并完成,节省了后续单独滴塑的工序,提高了成型效率及工作效率。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一个或者数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
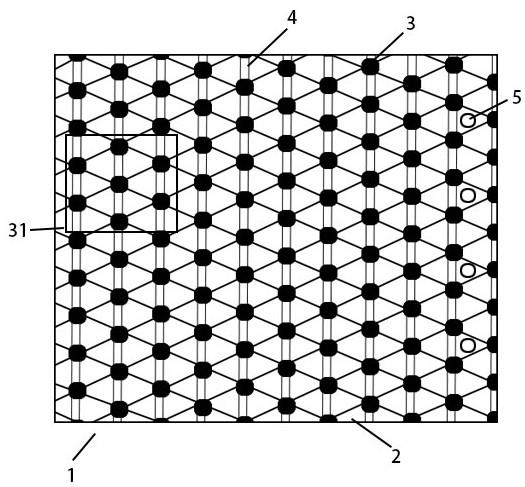
18.图1为本发明的网布结构示意图;图2为本发明的网布横截面放大图;图3为本发明的滴塑提花层编链组织图;图4为本发明的底纹层编链组织图;主要附图标记说明:1、网布本体;2、基层;3、滴塑提花层;31、滴塑花纹;4、底纹层;5、提孔。
具体实施方式
19.以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以互相结合,所形成的技术方案均在本发明的保护范围之内。
20.同时,在以下说明中,出于解释的目的阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
[0021] [根据本发明提供的一种经编滴塑一体成型提花网布]一种经编滴塑一体成型提花网布,包括经编机一体编织而成的网布本体1,网布本体1包括基层2及滴塑提花层3,其中滴塑提花层3由热塑性高分子材料纱线编织而成;滴塑提花层3编织在基层2的一侧,呈花纹状和/或具有一定间距的凸点矩阵。
[0022]
根据工艺的需求,为了突显滴塑提花层3的观感、色彩多样性或图案化,可在基层2与滴塑提花层3之间设置底纹层4。
[0023]
根据工艺的需求,滴塑提花层3部分区域自由脱离并浮于基层2表面。
[0024]
根据工艺的需求,还可在基层2上设置有提孔5。
[0025]
[根据本发明提供的一种经编滴塑一体成型提花网布的制作方法]
一种经编滴塑一体成型提花网布的制作方法,包括:s1、梳栉设置:选用至少四把梳栉的经编机进行编织;s2、梳栉穿纱:对各梳栉按工艺要求进行穿纱,其中用于编织滴塑提花层3的梳栉使用间隔穿纱的穿纱方式进行穿纱;s3、网布编织:利用至少一把梳栉进行编织形成网布本体1的基层2,利用至少二把梳栉在基层2的至少一侧进行编织形成滴塑提花层3;s4、热塑成型:将通过经编机一体编织连接有基层2及滴塑提花层3的网布本体1在染整时进行高温定型,使编织滴塑提花层3的热塑性高分子材料纱线在高温时熔融,常温后凝固形成滴塑花纹31。
[0026]
当滴塑提花层3需要体现颜色多样性或者呈现图案化的时候,利用至少一把梳栉在基层2与滴塑提花层3之间进行编织形成底纹层4。
[0027]
当设计工艺设计的网布本体1具有提孔5时,利用至少一把梳栉在基层2上走经编提孔5组织,使基层2上形成提孔5。
[0028]
当设计工艺设计的网布本体1上的滴塑花纹31不是凝固成整体的,而是成纱线状的滴塑花纹31时,不进行s4的热塑成型步骤。
[0029]
实施例1参照图1~4,一种经编滴塑一体成型提花网布,包括经编机一体编织而成的网布本体1,网布本体1包括基层2及滴塑提花层3,其中滴塑提花层3由热塑性高分子材料纱线编织而成;滴塑提花层3编织在基层2的一侧,呈花纹状和/或具有一定间距的凸点矩阵;为了突显滴塑提花层3的观感、色彩多样性或图案化,可在基层2与滴塑提花层3之间设置底纹层4。
[0030]
s1、梳栉设置:进行编织的经编机为单针床四梳栉经编机,四把梳栉从前针床到后针床依次设置为第一地梳梳栉(gb1)、第二地梳梳栉(gb2)、第三地梳梳栉(gb3)、第四地梳梳栉(gb4)。
[0031]
s2、梳栉穿纱:gb1的穿纱方式为满穿穿纱;gb2、gb3的穿纱方式为1穿7空,即穿1根纱后空7个针位,以此循环穿完整根梳栉的针位;gb4的穿纱方式为2穿2空,即穿2根纱后空2个针位,以此循环穿完整根梳栉的针位。
[0032]
s3、网布编织:gb1:整经 p-fdy300d/96f有光纱线,3个盘头每个盘头476根纱,齿轮送经量2300mm/腊克,走经编基本组织1-0/3-4//,p-fdy300d/96f有光纱线含量占84.481%左右。
[0033]
gb2:整经tpu-dt150d/1f(定溶180℃)纱线,3个盘头每个盘头119根纱,齿轮送经量570mm/腊克,走经编基本组织0-0/2-2/3-3/4-4/6-6/4-4/3-3/2-2//, tpu-dt150d/1f(lmo-500)含量占2.617%左右。
[0034]
gb3:整经tpu-dt150d/1f(定溶180℃)纱线,3个盘头每个盘头119根纱,齿轮送经量570mm/腊克,走经编基本组织6-6/4-4/3-3/2-2/0-0/2-2/3-3/4-4//, tpu-dt150d/1f(lmo-500)含量占2.617%左右。。
[0035]
gb4:整经scy-30d/75d七彩丝/1f七彩丝单丝机包纱纱线,3个盘头每个盘头238根纱,齿轮送经量1600mm/腊克,走经编基本组织1-0/0-1//,scy-30d/75d七彩丝/1f七彩丝单丝机包纱纱线含量占10.285%左右s4:热塑成型:将通过经编机一体编织连接有基层2及滴塑提花层3的网布本体1在
染整时进行高温定型,使编织滴塑提花层3的热塑性高分子材料纱线在高温时熔融,常温后凝固形成滴塑花纹31。
[0036]
本领域技术人员应当注意的是:1、gb1为第一层纱线,走满穿平纹组织,为网布本体1的基层2,该基层2可以由一把梳栉或多把梳栉满穿或间隔穿纱进行共同编织,增强网布物理性能;可使用不同材质或不同颜色的纱线进行编织,增强丰富网布效果。
[0037]
2、gb2、gb3分别为第二层纱线、第三层纱线,走间隔穿纱衬纬组织,衬纬提花进行任意设计新颖的滴塑花纹31,滴塑花纹31呈花纹状和/或具有一定间距的凸点矩阵,配合tpu纤维纱使用可使局部衬纬叠加部分在高温定型后形成呈花纹状和/或具有一定间距的凸点矩阵的滴塑花纹31。
[0038]
3、gb4为第四层纱线,走间隔穿纱编链组织,在编链组织的线圈主杆和延伸线之间gb2、gb3衬纬提花梳栉不做针前横移,只做针背横移,可任意设计呈花纹状和/或具有一定间距的凸点矩阵的滴塑花纹31;间隔穿纱编链组织在间隔穿纱位置的衬纬提花延展部分,显露在经纱纵行编链组织旁,在高温定型后使滴塑提花层3的滴塑花纹31具有较强的立体感。gb4衬纬纱配合七彩纤维纱使用,使滴塑花纹31具有一定的立体感和幻彩感,从而对滴塑花纹31起到画龙点睛的作用。七彩丝由pet聚酯薄膜,pet聚酯薄膜经精密度极高的分条机直接分切而成,基本颜色:银色、浅金、深金、三彩、珍珠幻彩、镭射及其他各种颜色。
[0039]
实施例2参照图1~4,一种经编滴塑一体成型提花网布,包括经编机一体编织而成的网布本体1,网布本体1包括基层2及滴塑提花层3,其中滴塑提花层3由热塑性高分子材料纱线编织而成;滴塑提花层3编织在基层2的一侧,呈花纹状和/或具有一定间距的凸点矩阵。
[0040]
s1、梳栉设置:进行编织的经编机为单针床四梳栉经编机,四把梳栉从前针床到后针床依次设置为第一地梳梳栉(gb1)、第二地梳梳栉(gb2)、第三地梳梳栉(gb3)、第四地梳梳栉(gb4)。
[0041]
s2、梳栉穿纱:gb1、gb2的穿纱方式为1穿1空,即穿1根纱后空1个针位,以此循环穿完整根梳栉的针位;gb3、gb4的穿纱方式为1穿7空,即穿1根纱后空7个针位,以此循环穿完整根梳栉的针位;gb4。
[0042]
s3、网布编织:gb1:整经p-fdy200d/96fcd有光纱线,3个盘头每个盘头476根纱,齿轮送经量2380mm/腊克,走经编基本组织1-0/2-3//,p-fdy200d/96fcd有光纱线,含量占46.690%左右。
[0043]
gb2:整经p-fdy200d/96fcd有光纱线,3个盘头每个盘头476根纱,齿轮送经量2380mm/腊克,走经编基本组织2-3/1-0//,p-fdy200d/96fcd有光含量占46.690%左右。
[0044]
gb3:整经tpu-dt150d/1f(定溶180℃)纱线,3个盘头每个盘头119根纱,齿轮送经量900mm/腊克,走经编基本组织1-0/2-2/3-3/4-4/5-6/4-4/3-3/2-2//, tpu-dt150d/1f(定溶180℃)纱线含量占3.310%左右。
[0045]
gb4:整经tpu-dt150d/1f(定溶180℃)纱线,3个盘头每个盘头119根纱,齿轮送经量900mm/腊克,走经编基本组织5-6/4-4/3-3/2-2/1-0/2-2/3-3/4-4//, tpu-dt150d/1f(定溶180℃)纱线含量占3.310%左右。
[0046]
实施例3参照图1~4,一种经编滴塑一体成型提花网布,包括经编机一体编织而成的网布本体1,网布本体1包括基层2及滴塑提花层3,其中滴塑提花层3由热塑性高分子材料纱线编织而成;滴塑提花层3编织在基层2的一侧,呈花纹状和/或具有一定间距的凸点矩阵;为了突显滴塑提花层3的观感、色彩多样性或图案化,可在基层2与滴塑提花层3之间设置底纹层4,同时,为了丰富网布本体1的多样性,在网布本体1的基层2上设置了提孔5。
[0047]
s1、梳栉设置:进行编织的经编机为单针床五梳栉经编机,四把梳栉从前针床到后针床依次设置为第一地梳梳栉(gb1)、第二地梳梳栉(gb2)、第三地梳梳栉(gb3)、第四地梳梳栉(gb4)。第四地梳梳栉(gb5)s2、梳栉穿纱:gb1、gb2的穿纱方式为3穿1空,即穿3根纱后空1个针位,以此循环穿完整根梳栉的针位;gb3、gb4的穿纱方式为1穿3空,即穿1根纱后空3个针位,以此循环穿完整根梳栉的针位;gb5的穿纱方式为满穿穿纱。
[0048]
s3、网布编织:gb1:整经 p-dty150d/48f半光环保低弹轻网 纱线,3个盘头每个盘头357根纱,齿轮送经量2200mm/腊克,走经编基本组织(1-0/1-2)*3/(3-4/3-2)*3//,p-dty150d/48f半光环保低弹轻网纱线含量占34.42%左右。
[0049]
gb2:整经p-dty150d/48f半光环保低弹轻网,3个盘头每个盘头357根纱,齿轮送经量2200mm/腊克,走经编基本组织(3-4/3-2)*3/(1-0/1-2)*3//, p-dty150d/48f半光环保低弹轻网含量占34.42%左右。
[0050]
gb3:整经tpu-dt150d/1f(定溶180℃)纱线,3个盘头每个盘头119根纱,齿轮送经量700mm/腊克,走经编基本组织2-2/2-2/0-0/2-2/2-2/2-2/2-2/2-2/4-4/2-2/2-2/2-2//, tpu-dt150d/1f(lmo-500)含量占2.43%左右。
[0051]
gb4:整经tpu-dt150d/1f(定溶180℃)纱线,3个盘头每个盘头119根纱,齿轮送经量700mm/腊克,走经编基本组织2-2/2-2/4-4/2-2/2-2/2-2/2-2/2-2/0-0/2-2/2-2/2-2//,tpu-dt150d/1f(定溶180℃)纱线含量占2.43%左右gb5:整经scy-30d/75d七彩丝/1f七彩丝单丝机包纱 纱线,3个盘头每个盘头476根纱,齿轮送经量1600mm/腊克,走经编基本组织1-0/0-1//,scy-30d/75d七彩丝/1f七彩丝单丝机包纱纱线含量占26.29%左右s4:热塑成型:将通过经编机一体编织连接有基层2及滴塑提花层3的网布本体1在染整时进行高温定型,使编织滴塑提花层3的热塑性高分子材料纱线在高温时熔融,常温后凝固形成滴塑花纹31。
[0052]
本领域技术人员应当理解的是,在以上实施例中,本发明仅提供了单针床经编机的编织方式,根据设计工艺的需求,本发明还可通过双针床经编机、贾卡经编机等多种经编设备及经编编织方式实现。
[0053]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1