一种功能性纺织面料自动化上浆工艺的制作方法
1.本发明属于纺织技术领域,具体涉及一种功能性纺织面料自动化上浆工艺。
背景技术:
2.功能性纺织面料是指纺织面料除具有自身的基本使用价值外还具有抗菌,除螨,防霉,抗病毒,防蚊虫,防蛀,阻燃,防皱免烫,防紫外线和防电磁辐射等特殊功能中的一种或几种。功能性面料的特殊功能是通过在基础面料表面上浆实现,浆料中含有具备特殊功能的物质。
3.传统的上浆工艺是将面料直接浸入装有浆液的水槽中,静置一段时间后将面料取出,这种上浆工艺在针对较厚的面料时存在以下的问题:(1)较厚的面料中纤维之间存在很多细小的孔隙,面料浸入浆液的过程中浆液难以充分渗透浸入这些孔隙内部,导致只有面料表层覆盖有浆料,面料内部无法得到充分上浆;(2)面料内部的孔隙中会填充有加工过程中产生的碎屑,碎屑会进一步阻碍浆料填充进入孔隙内部,同样会对上浆效果造成不利影响。
技术实现要素:
4.为解决上述技术问题,本发明采用如下技术方案:一种功能性纺织面料自动化上浆工艺,采用一种功能性纺织面料自动化上浆装置配合完成,所述功能性纺织面料自动化上浆装置包括底板,底板上固定安装有方形的水槽,水槽的前后端板顶部均转动安装有水平的第一换向辊;水槽内部转动安装有两个平行于第一换向辊的第二换向辊,水槽内部转动安装有平行于第二换向辊且位于两个第二换向辊中间位置上方的承压辊。
5.水槽对应承压辊位置安装有与其配合的施压机构,施压机构包括两个竖直滑动安装在水槽内壁上的施压支架,两个施压支架之间转动安装有位于承压辊上方且平行于承压辊的施压辊。
6.底板上安装有清洁机构,清洁机构包括两个安装在水槽后端面上的清洁架,两个清洁架之间转动安装有平行于承压辊的清洁轴,清洁轴上固定安装有与其平行的条形板;清洁轴两端固定套设有套筒,套筒端面与对应的清洁架之间固定连接有套设在清洁轴上的复位弹簧。
7.水槽内位于承压辊靠近水槽前端板的一侧安装有阻挡机构,阻挡机构包括两个竖直滑动安装在水槽内壁上的升降片,两个升降片之间固定连接有水平杆,水平杆两端均固定套设有气囊。
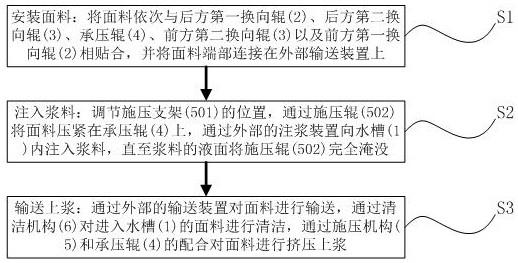
8.所述功能性纺织面料自动化上浆工艺包括以下步骤:步骤一、安装面料:将面料依次与后方第一换向辊、后方第二换向辊、承压辊、前方第二换向辊以及前方第一换向辊相贴合,并将面料端部连接在外部输送装置上;步骤二、注入浆料:调节施压支架的位置,通过施压辊将面料压紧在承压辊上,通过外部的注浆装置向水槽内注入浆料,直至浆料的液面将施压辊完全淹没;
步骤三、输送上浆:通过外部的输送装置对面料进行输送,通过清洁机构对进入水槽的面料进行清洁,通过施压机构和承压辊的配合对面料进行挤压上浆。
9.作为本发明的一种优选技术方案,所述水槽上对应每个施压支架的位置均固定安装有支撑架,支撑架与对应的施压支架之间固定连接有竖直的伸缩弹簧,水槽内壁上对应施压支架的位置水平滑动安装有与施压支架上表面相互配合的电动滑块。
10.作为本发明的一种优选技术方案,所述施压支架上竖直固定安装有贯穿对应支撑架的压杆,两个压杆顶端共同固定安装有水平的横梁。
11.作为本发明的一种优选技术方案,套筒上固定安装有从动块,水槽后端面上固定安装有安装架,安装架上转动安装有平行于清洁轴的安装轴,安装轴上对应套筒的位置固定安装有圆盘,圆盘的圆周面上均匀固定安装有若干个与从动块配合的驱动块;水槽后端面上通过电机座固定安装有用于驱动安装轴转动的清洁电机。
12.作为本发明的一种优选技术方案,底板上方转动安装有平行于承压辊且位于水槽后方的张紧辊;底板上对应张紧辊的位置固定安装有开口朝下的匚形架,匚形架的水平段上安装有平行于张紧辊的吸附箱,吸附箱的后端面上沿其长度方向均匀固定安装有若干个吸气泵,吸附箱的前段面上对应每个吸气泵的位置均固定安装有进气管;吸附箱顶面开设有腔体,腔体内壁上对应每个进气管的位置均开设有进气槽,腔体内壁上对应每个吸气泵的位置均开设有出气槽。
13.作为本发明的一种优选技术方案,腔体内通过竖直滑动配合方式安装有可以拆卸的框架,框架的左右侧壁以及后端面均与腔体的内壁相贴合,框架内侧固定安装有过滤网。
14.作为本发明的一种优选技术方案,吸附箱沿左右方向与匚形架的水平段滑动配合,匚形架水平段上位于吸附箱两端均固定安装有气缸,气缸的伸缩段端部与吸附箱固定连接;匚形架水平段的左右两端均安装有固定杆,两个固定杆之间通过可拆卸方式安装有平行于吸附箱的安装杆,安装杆的底面与吸附箱的上表面相贴合,且安装杆与框架的顶部配合对腔体开口处进行密封;安装杆底面沿其长度方向均匀固定安装有若干个竖直的毛刷杆,毛刷杆上的刷毛与过滤网相贴合。
15.作为本发明的一种优选技术方案,水平杆上水平固定安装有两个弧形杆,两个弧形杆形成的开口朝向后方;水平杆上位于两个弧形杆之间的位置开设有若干个水平通槽;水平杆内部转动安装有水平贯穿各个水平通槽的圆杆,圆杆表面对应水平通槽的位置沿周向间隔安装有若干个针和叶片。
16.本发明至少具有如下有益效果:(1)本发明通过承压辊和两个第二换向辊的配合,使得面料待上浆的表面向上形成弯曲,从而使得靠近面料上表面的内部纤维相互之间张开,纤维之间的孔隙变大;并通过施压辊和承压辊的配合对面料进行挤压,面料产生形变,孔隙在挤压力作用下消失,面料内部孔隙中的空气被挤出,挤出的空气形成气泡在浆料中上浮,与施压辊分离后的面料恢复形变,孔隙复位过程中浆料被吸入孔隙中,从而保证了浆料能够充分渗入孔隙内;本发明通过阻挡机构对浆料表层的气泡进行阻挡和消除,避免了气泡自由漂浮过程中粘附到面料表面的情况出现,进一步提高了上浆的效果。
17.(2)本发明在将面料送入浆料之前先通过清洁机构中的条形板对面料进行拍打,面料在持续拍打作用下产生振动,振动过程中面料表层的碎屑直接与面料分离,位于面料内部空隙中的碎屑与面料纤维分离,然后通过吸附作用对面料上残余的碎屑进行吸附,与
面料分离后的碎屑进入吸附箱中粘附在过滤网表面;由于吸附箱持续进行左右移动,安装杆上的毛刷杆对过滤网表面的碎屑进行刷扫,确保与吸气泵对应的过滤网部分能够允许空气流通,进而保证过滤的效果;吸附箱持续左右移动过程中带动各个吸气泵和进气管沿着垂直面料输送方向往复移动,从而使得进气管在面料表面形成波浪形的吸气路径,提高了对面料上碎屑的吸附效果,避免了碎屑残留在面料上影响浆料渗入孔隙内部的情况出现,进一步提高了上浆的效果。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
19.图1为本发明中功能性纺织面料自动化上浆工艺的步骤图。
20.图2为本发明实施例中功能性纺织面料自动化上浆装置的第一立体结构示意图。
21.图3为图2中a处的放大示意图。
22.图4为图2中b处的放大示意图。
23.图5为本发明实施例中功能性纺织面料自动化上浆装置的第二立体结构示意图。
24.图6为图5中c处的放大示意图。
25.图7为本发明实施例中水平杆的部分内部结构正视图。
26.图8为本发明实施例中吸附箱的内部结构侧视图。
27.图中:1、水槽;2、第一换向辊;3、第二换向辊;4、承压辊;5、施压机构;501、施压支架;502、施压辊;503、支撑架;504、伸缩弹簧;505、电动滑块;506、压杆;507、横梁;6、清洁机构;601、清洁架;602、清洁轴;603、条形板;604、套筒;605、复位弹簧;606、从动块;607、安装轴;608、圆盘;609、驱动块;610、清洁电机;611、张紧辊;612、匚形架;613、吸附箱;614、吸气泵;615、进气管;616、腔体;617、进气槽;618、出气槽;619、框架;620、过滤网;621、气缸;622、安装杆;623、毛刷杆;7、阻挡机构;701、升降片;702、水平杆;703、气囊;704、弧形杆;705、水平通槽;706、圆杆;707、针;708、叶片。
具体实施方式
28.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
29.如图2和图5所示,本实施例提供了一种功能性纺织面料自动化上浆装置,包括底板,底板上固定安装有方形的水槽1,水槽1的前后端板顶部均转动安装有水平的第一换向辊2;水槽1内部转动安装有两个平行于第一换向辊2的第二换向辊3,水槽1内部转动安装有平行于第二换向辊3且位于两个第二换向辊3中间位置上方的承压辊4;对面料的上表面上浆过程中,面料依次与后方第一换向辊2、后方第二换向辊3、承压辊4、前方第二换向辊3和前方第一换向辊2相贴合,承压辊4的圆周面与面料的下表面相贴合,通过外部输送装置对面料进行输送时,面料与水槽1内的浆料接触,对面料的上表面进行上浆。
30.如图2和图3所示,水槽1对应承压辊4的位置安装有与承压辊4配合的施压机构5,施压机构5包括两个竖直滑动安装在水槽1内壁上的施压支架501,两个施压支架501之间转动安装有位于承压辊4上方且平行于承压辊4的施压辊502;水槽1上对应每个施压支架501的位置均固定安装有支撑架503,支撑架503与对应的施压支架501之间固定连接有竖直的
伸缩弹簧504,水槽1内壁上对应施压支架501的位置水平滑动安装有与施压支架501上表面相互配合的电动滑块505;施压支架501上竖直固定安装有贯穿对应支撑架503的压杆506,两个压杆506顶端共同固定安装有水平的横梁507。
31.初始状态下,施压辊502与承压辊4之间的距离远大于面料的厚度,将面料与承压辊4贴合后,通过人工向下按压横梁507带动压杆506、施压支架501和施压辊502下降,伸缩弹簧504被拉长,当施压支架501下降至电动滑块505以下的位置时,人工控制电动滑块505水平移动至与施压支架501对应的位置后松开横梁507,此时伸缩弹簧504趋于复位并带动施压支架501和施压辊502向上移动一小段距离,直至施压支架501上表面与电动滑块505下表面相贴合,电动滑块505对施压支架501和施压辊502起到竖直方向的限位作用,施压辊502与承压辊4之间的距离保持恒定,从而保证了施压辊502与承压辊4对穿过施压辊502与承压辊4之间的面料施加的压力恒定;面料在外部挤压作用下产生形变,面料内部的孔隙在挤压力作用下消失,孔隙中的空气被挤出,挤出的空气形成气泡在浆料中上浮,与施压辊502分离后的面料恢复形变,孔隙复位过程中水槽1内的浆料被吸入孔隙中,从而保证了浆料能够充分渗入靠近面料上表面的孔隙内;需要说明的是,由于面料向上形成弯曲,靠近面料上表面的内部纤维相互之间张开,纤维之间的孔隙变大,故面料上表面的上浆效果更好,如面料下表面也需要得到充分上浆,则在单次上浆结束后将面料翻面,再次进行上浆即可。
32.如图4所示,底板上方安装有清洁机构6,清洁机构6包括两个固定安装在水槽1后端面上的清洁架601,两个清洁架601之间转动安装有平行于承压辊4的清洁轴602,清洁轴602上固定安装有与其相互平行的条形板603;清洁轴602两端固定套设有套筒604,套筒604端面与对应的清洁架601之间固定连接有套设在清洁轴602上的复位弹簧605;套筒604上固定安装有从动块606,水槽1后端面上固定安装有安装架,安装架上转动安装有平行于清洁轴602的安装轴607,安装轴607上对应套筒604的位置固定安装有圆盘608,圆盘608的圆周面上均匀固定安装有若干个与从动块606配合的驱动块609;水槽1后端面上通过电机座固定安装有用于驱动安装轴607转动的清洁电机610。
33.面料输送过程中,通过清洁电机610带动安装轴607、圆盘608和驱动块609持续转动,各个驱动块609依次拨动从动块606,从动块606被拨动过程中带动套筒604、清洁轴602和条形板603转动一定角度,复位弹簧605产生形变,条形板603与面料接触;从动块606与驱动块609分离后,复位弹簧605带动套筒604、清洁轴602和条形板603反向转动复位;通过驱动块609周期性拨动与复位弹簧605的回弹力共同作用,使得条形板603对面料进行高频持续拍打,从而使得面料产生振动;面料表面的碎屑直接与面料分离,面料内部的碎屑与面料的纤维分离。
34.如图2、图6和图8所示,底板上方转动安装有平行于承压辊4且位于水槽1后方的张紧辊611;底板上对应张紧辊611的位置固定安装有开口朝下的匚形架612,匚形架612的水平段上安装有平行于张紧辊611的吸附箱613,吸附箱613沿左右方向与匚形架612的水平段滑动配合,吸附箱613的后端面上沿其长度方向均匀固定安装有若干个吸气泵614,吸附箱613的前段面上对应每个吸气泵614的位置均固定安装有进气管615;吸附箱613顶面开设有腔体616,腔体616内壁上对应每个进气管615的位置均开设有进气槽617,腔体616内壁上对应每个吸气泵614的位置均开设有出气槽618;腔体616内通过竖直滑动配合方式安装有可以拆卸的框架619,框架619的左右侧壁以及后端面均与腔体616的内壁相贴合,框架619内
侧固定安装有过滤网620;匚形架612水平段上位于吸附箱613两端均固定安装有气缸621,气缸621的伸缩段端部与吸附箱613固定连接;匚形架612水平段的左右两端均安装有固定杆,两个固定杆之间通过可拆卸方式安装有平行于吸附箱613的安装杆622,安装杆622的底面与吸附箱613的上表面相贴合,且安装杆622与框架619的顶部配合对腔体616开口处进行密封;安装杆622底面沿其长度方向均匀固定安装有若干个竖直的毛刷杆623,毛刷杆623上的刷毛与过滤网620相贴合。
35.开启吸气泵614后,进气管615对面料表面进行吸气,与面料分离的碎屑以及残留在面料内部孔隙中的碎屑均被吸入进气管615,碎屑随着气流穿过进入进气槽617后进入腔体616,碎屑被过滤网620阻挡,过滤后的空气经出气槽618和吸气泵614后流出;在此过程中,通过气缸621带动吸附箱613沿左右方向往复移动,吸附箱613带动各个吸气泵614和进气管615沿着垂直面料输送的方向往复移动,进气管615在面料表面形成波浪形的吸附路径,由于面料正对进气管615的位置受到的吸力较大,对碎屑的吸附效果较好,故提高了对面料表面各处吸附效果的均匀性,保证了面料上各处的碎屑就能得到有效吸附;吸附箱613左右移动过程中,框架619和过滤网620同步往复移动,由于安装杆622和毛刷杆623固定不动,故毛刷杆623在过滤网620表面进行来回扫刷,将过滤网620表面的碎屑扫刷至对应在相邻两个进气管615之间的位置,从而保证了面料上与进气管615对应位置的碎屑能够得到有效吸附。
36.如图5和图7所示,水槽1内位于承压辊4靠近水槽1前端板的一侧安装有阻挡机构7,阻挡机构7包括两个竖直滑动安装在水槽1内壁上的升降片701,两个升降片701之间固定连接有水平杆702,水平杆702两端均固定套设有气囊703;水平杆702上水平固定安装有两个弧形杆704,两个弧形杆704形成的开口朝向后方;水平杆702上位于两个弧形杆704之间的位置开设有若干个水平通槽705;水平杆702内部转动安装有水平贯穿各个水平通槽705的圆杆706,圆杆706表面对应水平通槽705的位置沿周向间隔安装有若干个针707和叶片708。
37.上浆过程中,施压辊502与承压辊4对面料进行挤压,挤压后产生的气泡漂浮在浆料液面上,气泡会随着浆料自由漂浮;气囊703的浮力作用使得升降片701、水平杆702和弧形杆704处在与水槽1内浆料液面平齐的位置,漂向前方的泡沫在弧形杆704的导向作用下进入水平通槽705,流动的浆料作用在叶片708上带动圆杆706转动,圆杆706带动针707转动,进入水平通槽705的泡沫与针707接触后被刺破,从而起到的消泡的作用,避免泡沫漂流至面料附近而粘附在面料表面的情况出现,进一步保证了上浆的效果。
38.本实施例提供了一种功能性纺织面料自动化上浆工艺,包括以下步骤:步骤一、安装面料:将面料依次与后方第一换向辊2、后方第二换向辊3、承压辊4、前方第二换向辊3以及前方第一换向辊2相贴合,并将面料端部连接在外部输送装置上;步骤二、注入浆料:调节施压支架501的位置,通过施压辊502将面料压紧在承压辊4上,通过外部的注浆装置向水槽1内注入浆料,直至浆料的液面将施压辊502完全淹没;步骤三、输送上浆:通过外部的输送装置对面料进行输送,通过清洁机构6对进入水槽1的面料进行清洁,通过施压机构5和承压辊4的配合对面料进行挤压上浆。
39.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修
改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1