一种用于制作内裤的一体式云丝布料及其织造方法与流程
:
1.本发明属于经编织造的布料的领域,具体涉及的是一种专门用于制作内裤的布料及其织造方法。
背景技术:
2.现有的一体织造的专门用于制作内裤的布料,如中国发明专利cn109652916b所公开的内容,其主要采用四把梳栉gb1~gb4织成,具体的为gb1层:1-0/2-3//;采用闭口经绒结构;gb2层:2-0/1-3//;采用闭口重经平结构;gb3层:0-0/1-1//;采用衬纬结构;gb4层:0-0/2-2/1-1/3-3/1-1/2-2//;采用衬纬结构。根据上述发明所公开的织造方法,在采用的纱线粗细符合织造出可正常制造内裤及弹力需求的情况下,其厚度约为0.5~0.52mm,其原因就是起主要主体构造的梳栉gb2采用的组织结构造成整体厚度较厚,而由上述布料制造出来的成品内裤在实际穿着中的感觉还是缺乏透凉感,布料的厚重感比较重,透气性较差。
技术实现要素:
3.针对现有技术存在的缺陷,本发明的目的是提供一种可以克服上述厚度缺陷的,具有轻薄厚度的用于制作内裤的一体式云丝布料,另外一个目的是提供该种布料的织造方法。
4.本发明解决其技术问题所采取的技术方案是:一种用于制作内裤的一体式云丝布料,关键在于所述的一体式云丝布料由gb1~gb4四把梳栉编织构成,具体垫纱数码及组织结构为:
5.gb1:1-0/2-3//闭口经绒组织结构;
6.gb2:1-2/2-1/2-3/2-1/1-2/1-0//拉架成圈组织结构;
7.gb3:0-0/1-1//衬纬组织结构;
8.gb4:1-1/2-2/0-0/2-2/1-1/3-3//衬纬组织结构。
9.所述的布料在纵向方向上依次分为第一弹力区、第一主面料区、裆部区、第二主面料区、第二弹力区;其中的第一主面料区、裆部区、第二主面料区为gb1、gb2、gb4在对应位置编织而成,所述的第一弹力区、第二弹力区为gb1、gb2、gb3、gb4在对应位置编织而成。
10.所述的梳栉分别采用如下纱线:
11.gb1纱线a:100d/36f锦纶半光高弹丝;
12.及纱线b:40d/34f锦纶消光长丝;
13.及纱线c:30d/34f锦纶半光长丝;
14.gb2纱线d:30d/12f锦纶半光长丝;
15.及纱线e:20d氨纶;
16.gb3纱线f:560d氨纶;
17.gb4纱线g:20d氨纶;
18.及纱线h:70d/68f锦纶全消光长丝。
19.作为另外的实施例,所述的梳栉分别采用如下纱线:
20.gb1纱线a:40d/34f高弹黑纱;
21.及纱线b:40d/34f锦纶半光长丝;
22.及纱线c:40d/34f锦纶消光长丝;
23.gb2纱线d:20d氨纶;
24.及纱线e:30d/34f锦纶消光黑纱;
25.gb3纱线f:840d氨纶;
26.gb4纱线g:20d氨纶。
27.作为上述实施例的优化方案,所述的各把梳栉采用的穿纱数为:
28.gb1:1空+28a+3c+(2b+6c)*48+(1b+1c)*144+1b+(6c+2b)*51+4c
29.+28a+1空;
30.gb2:1e+28d+1088e+28d+1e;
31.cb3:1空+28f+1088空+28f+1空;
32.gb4:29g+483g+288hh+317g+29g,其中“*”为循环次数穿纱方式,“hh”为双穿h纱线。
33.作为上述实施例的优化方案,所述的各把梳栉采用的穿纱数及穿纱线径为:
34.gb1:1空+32aaaa+5b+(2c+9b)*25+(2c+6b)*35+(1c+2b)*125+1c+
35.(6b+2c)*35+(9b+2c)*25+5b+32aaaa+1空;
36.gb2:1e+32e+1496d+32e+1e;
37.cb3:1空+32f+1496空+32f+1空;
38.gb4:1562g,其中的“aaaa”为4穿a纱线,“*”为循环次数穿纱方式。
39.一种织造用于制作内裤的一体式云丝布料的方法,所述的方法包括在经编机上采用梳栉进行织造,梳栉包括gb1~gb4,具体采用的垫纱数码及组织结构为:
40.gb1:1-0/2-3//闭口经绒组织结构;
41.gb2:1-2/2-1/2-3/2-1/1-2/1-0//拉架成圈组织结构;
42.gb3:0-0/1-1//衬纬组织结构;
43.gb4:1-1/2-2/0-0/2-2/1-1/3-3//衬纬组织结构;
44.并在纵向方向上通过穿过不同纱线而依次划分构成第一弹力区、第一主面料区、裆部区、第二主面料区、第二弹力区;其中的第一主面料区、裆部区、第二主面料区为gb1、gb2、gb4在对应位置进行编织,所述的第一弹力区、第二弹力区为gb1、gb2、gb3、gb4在对应位置进行编织。
45.作为改进的织造用于制作内裤的一体式云丝布料的方法,所述的纵向方向上通过穿过不同纱线而依次划分构成第一弹力区、第一主面料区、裆部区、第二主面料区、第二弹力区,依次所述各区域的比例为4
±
1:28
±
3:20
±
2:44
±
4:4
±
1。
46.进一步的优化方案,所述的织造用于制作内裤的一体式云丝布料的方法,所述的gb1~gb4所述的穿纱线径、纱线类型及穿纱数分别为:
47.gb1纱线a:100d/36f锦纶半光高弹丝;
48.及纱线b:40d/34f锦纶消光长丝;
49.及纱线c:30d/34f锦纶半光长丝;
50.gb2纱线d:30d/12f锦纶半光长丝;
51.及纱线e:20d氨纶;
52.gb3纱线f:560d氨纶;
53.gb4纱线g:20d氨纶;
54.及纱线h:70d/68f锦纶全消光长丝;
55.其中的穿纱数为:
56.gb1:1空+28a+3c+(2b+6c)*48+(1b+1c)*144+1b+(6c+2b)*51+4c
57.+28a+1空;
58.gb2:1e+28d+1088e+28d+1e;
59.cb3:1空+28f+1088空+28f+1空;
60.gb4:29g+483g+288hh+317g+29g,其中“*”为循环次数穿纱方式,“hh”为双穿h纱线。
61.进一步的优化方案,所述的织造用于制作内裤的一体式云丝布料的方法,所述的gb1~gb4所述的穿纱线径、纱线类型及穿纱数分别为:
62.gb1纱线a:40d/34f高弹黑纱;
63.及纱线b:40d/34f锦纶半光长丝;
64.及纱线c:40d/34f锦纶消光长丝;
65.gb2纱线d:20d氨纶;
66.及纱线e:30d/34f锦纶消光黑纱;
67.gb3纱线f:840d氨纶;
68.gb4纱线g:20d氨纶;
69.其中的穿纱数为:
70.gb1:1空+32aaaa+5b+(2c+9b)*25+(2c+6b)*35+(1c+2b)*125+1c
71.+(6b+2c)*35+(9b+2c)*25+5b+32aaaa+1空;
72.gb2:1e+32e+1496d+32e+1e;
73.cb3:1空+32f+1496空+32f+1空;
74.gb4:1562g,其中的“aaaa”为4穿a纱线,“*”为循环次数穿纱方式。
75.本发明的用于制作内裤的一体式云丝布料及其制作方法,采用改进的技术方案,具体为gb1:1-0/2-3//闭口经绒组织结构;gb2:1-2/2-1/2-3/2-1/1-2/1-0//拉架成圈组织结构;gb3:0-0/1-1//衬纬组织结构;gb4:1-1/2-2/0-0/2-2/1-1/3-3//衬纬组织结构,其中的gb2所采用的结构方案,配合其他梳栉,使得布料具有随意裁剪而不崩边的技术效果;由本面料制作的内裤在日常使用中也不会出现卷边。同时对比现有技术中的布料厚度进行了优化,本发明的布料的主面料部分在正常情况下只有0.38~0.4mm,具有透气性更好、整体厚度更轻薄的优点,布料的手感具有云丝般触感。
附图说明:
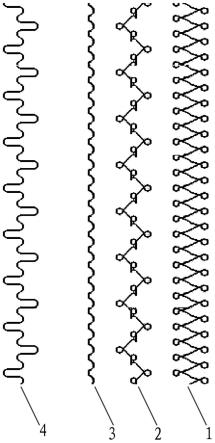
76.图1为本发明各梳栉走纱数码示意图。
77.图2为本发明局部面料纱线结构示意图。
78.图3为本发明中部面料纱线结构示意图。
79.图4为本发明层状结构示意图。
具体实施方式:
80.如图1至图4所示,一种用于制作内裤的一体式云丝布料,所述的一体式云丝布料由gb1~gb4四把梳栉编织构成,具体垫纱数码及组织结构为:
81.gb1:1-0/2-3//闭口经绒组织结构;
82.gb2:1-2/2-1/2-3/2-1/1-2/1-0//拉架成圈组织结构;
83.gb3:0-0/1-1//衬纬组织结构;
84.gb4:1-1/2-2/0-0/2-2/1-1/3-3//衬纬组织结构。
85.如图1所示,gb1为闭口经绒组织结构1,垫纱数码走向主要构成布料的长度方向弹力的功能;gb2为拉架成圈组织结构2,单元宽度为三步宽度内斜跨拉架成圈方式,每步均成圈,起稳定纱线整体的功能;gb3为衬纬组织结构3,主要穿线位置在两端的构成皮筋的弹力区,采用较粗氨纶纱线,以获得适合裤头皮筋位置的弹力;gb4为衬纬组织结构4,单元宽度为三步宽度内上下每针的间隔均摆动垫纱,垫纱数码走向主要构成布料的宽度方向弹力的功能。
86.所述的布料在纵向方向上依次分为第一弹力区、第一主面料区、裆部区、第二主面料区、第二弹力区;依次所述各区域的比例为1
±
1:9
±
3:7
±
2:13
±
4:1
±
1。如图4所示,其中的第一主面料区、裆部区、第二主面料区为gb1、gb2、gb4在对应位置编织而成,上述3把梳栉所织造出面料的厚度在0.4mm左右,所述的第一弹力区、第二弹力区为gb1、gb2、gb3、gb4在对应位置编织而成,由于gb3采用重型的氨纶纱线,可提高第一、第二弹力区的弹力。在具体制作内裤的流程中只需要在单块矩形的布料的上下边靠近边缘位置裁剪掉四个近似半圆的图案,然后将布料两侧对接固定连接就可以制造出成品,固定方式为现有的线缝或者胶接,优化的,可对裤腿位置进行包边。成品的第一弹力区和第二弹力区在末端首尾连接成圈,构成内裤的皮筋部分,第一主面料区构成内裤的前幅,裆部区位于内裤的下部,第二主面料区构成内裤的后幅,该面料制成内裤加工制造流程非常简单,非常适合现代社会的机械流水线快速制作。
87.第一主面料区、裆部区、第二主面料区为三梳栉织造结构,正常织造达到厚度为0.4mm
±
0.03mm,面料具有多向弹力,可使用在各种修身内裤,达到舒适的效果,并且具有随意裁剪功能,可任意裁剪而不崩边,布料边缘稳定性高。
88.所述的梳栉分别采用如下纱线:
89.gb1纱线a:100d/36f锦纶半光高弹丝;
90.及纱线b:40d/34f锦纶消光长丝;
91.及纱线c:30d/34f锦纶半光长丝;
92.gb2纱线d:30d/12f锦纶半光长丝;
93.及纱线e:20d氨纶;
94.gb3纱线f:560d氨纶;
95.gb4纱线g:20d氨纶;
96.及纱线h:70d/68f锦纶全消光长丝。
97.作为另外的实施例,所述的梳栉分别采用如下纱线:
98.gb1纱线a:40d/34f高弹黑纱;
99.及纱线b:40d/34f锦纶半光长丝;
100.及纱线c:40d/34f锦纶消光长丝;
101.gb2纱线d:20d氨纶;
102.及纱线e:30d/34f锦纶消光黑纱;
103.gb3纱线f:840d氨纶;
104.gb4纱线g:20d氨纶。
105.作为上述实施例的优化方案,所述的各把梳栉采用的穿纱数为:
106.gb1:1空+28a+3c+(2b+6c)*48+(1b+1c)*144+1b+(6c+2b)*51+4c
107.+28a+1空;
108.gb2:1e+28d+1088e+28d+1e;
109.cb3:1空+28f+1088空+28f+1空;
110.gb4:29g+483g+288hh+317g+29g,其中“*”为循环次数穿纱方式,“hh”为双穿h纱线。其中的“hh”为双穿纱线h,采用双供线器进行供线,并调节到相等张力。其余织针为单穿对应纱线。
111.作为上述实施例的优化方案,所述的各把梳栉采用的穿纱数及穿纱线径为:
112.gb1:1空+32aaaa+5b+(2c+9b)*25+(2c+6b)*35+(1c+2b)*125+1c+
113.(6b+2c)*35+(9b+2c)*25+5b+32aaaa+1空;
114.gb2:1e+32e+1496d+32e+1e;
115.cb3:1空+32f+1496空+32f+1空;
116.gb4:1562g,其中的“aaaa”为4穿a纱线,“*”为循环次数穿纱方式。上述“aaaa”的穿线方式为一针穿4根纱线a,所述的4根纱线分别用4个供线器进行供线,同张力,最后合并穿过梳栉上的针孔。其余织针为单穿对应纱线。
117.一种织造用于制作内裤的一体式云丝布料的方法,所述的方法包括在经编机上采用梳栉进行织造,梳栉包括gb1~gb4,具体采用的垫纱数码及组织结构为:
118.gb1:1-0/2-3//闭口经绒组织结构;
119.gb2:1-2/2-1/2-3/2-1/1-2/1-0//拉架成圈组织结构;
120.gb3:0-0/1-1//衬纬组织结构;
121.gb4:1-1/2-2/0-0/2-2/1-1/3-3//衬纬组织结构;
122.并在纵向方向上通过穿过不同纱线而依次划分构成第一弹力区、第一主面料区、裆部区、第二主面料区、第二弹力区;其中的第一主面料区、裆部区、第二主面料区为gb1、gb2、gb4在对应位置进行编织,所述的第一弹力区、第二弹力区为gb1、gb2、gb3、gb4在对应位置进行编织。
123.作为改进的织造用于制作内裤的一体式云丝布料的方法,所述的纵向方向上通过穿过不同纱线而依次划分构成第一弹力区、第一主面料区、裆部区、第二主面料区、第二弹力区,依次所述各区域的比例为4
±
1:28
±
3:20
±
2:44
±
4:4
±
1。优选的比例为3:28:21:44:3。
124.进一步的优化方案,所述的织造用于制作内裤的一体式云丝布料的方法,所述的gb1~gb4所述的穿纱线径、纱线类型及穿纱数分别为:
125.gb1纱线a:100d/36f锦纶半光高弹丝;
126.及纱线b:40d/34f锦纶消光长丝;
127.及纱线c:30d/34f锦纶半光长丝;
128.gb2纱线d:30d/12f锦纶半光长丝;
129.及纱线e:20d氨纶;
130.gb3纱线f:560d氨纶;
131.gb4纱线g:20d氨纶;
132.及纱线h:70d/68f锦纶全消光长丝;
133.其中的穿纱数为:
134.gb1:1空+28a+3c+(2b+6c)*48+(1b+1c)*144+1b+(6c+2b)*51+4c
135.+28a+1空;
136.gb2:1e+28d+1088e+28d+1e;
137.cb3:1空+28f+1088空+28f+1空;
138.gb4:29g+483g+288hh+317g+29g,其中“*”为循环次数穿纱方式,“hh”为双穿h纱线。其中的“hh”为双穿纱线h,采用双供线器进行供线,并调节到相等张力。
139.进一步的优化方案,所述的织造用于制作内裤的一体式云丝布料的方法,所述的gb1~gb4所述的穿纱线径、纱线类型及穿纱数分别为:
140.gb1纱线a:40d/34f高弹黑纱;
141.及纱线b:40d/34f锦纶半光长丝;
142.及纱线c:40d/34f锦纶消光长丝;
143.gb2纱线d:20d氨纶;
144.及纱线e:30d/34f锦纶消光黑纱;
145.gb3纱线f:840d氨纶;
146.gb4纱线g:20d氨纶;
147.其中的穿纱数为:
148.gb1:1空+32aaaa+5b+(2c+9b)*25+(2c+6b)*35+(1c+2b)*125+1c
149.+(6b+2c)*35+(9b+2c)*25+5b+32aaaa+1空;
150.gb2:1e+32e+1496d+32e+1e;
151.cb3:1空+32f+1496空+32f+1空;
152.gb4:1562g,其中的“aaaa”为4穿a纱线,“*”为循环次数穿纱方式。通过循环穿线布线的方式,可以在布料上织出花纹。
153.上述“aaaa”的穿线方式为每针穿4根纱线a,所述的4根纱线分别用4个供线器进行供纱,使用相同张力,最后合并穿过梳栉上的针孔。采用上述4根40d合并纱线的布线方式,对比直接采用单根160d而言,可使成品获得较为蓬松的使用效果,可以提高面料表面的摩擦力,提高对人体的抓紧力。其余织针为单穿对应纱线。
154.以上公开的仅为本发明的几个具体实施例,但是本发明并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1