针织物的编织方法及针织物与流程
1.本发明涉及使用横机的针织物的编织方法及使用横机编织成的针织物。
背景技术:
2.在专利文献1中公开了一种针织物的编织方法,其使用包含经由缝边(
つなぎ
目)连接的第一纱线和第二纱线在内的针织纱,编织针织物中的多个部分。专利文献1的针织物的编织方法的概要如下所述。
3.如专利文献1的图9所示,首先由针织纱中的第一纱线编织第一部分(参照专利文献1的花纹81)后,从喂纱器抽出针织纱。该抽出的针织纱钩挂于织针(参照针57)并折回。在针织纱中的折回的部分包含缝边(参照缝边85)。即,上述折回的部分是第一纱线与第二纱线的切换部位。形成切换部位后,由针织纱中的第二纱线编织第二部分(参照花纹82)。
4.【现有技术文献】
5.【专利文献】
6.【专利文献1】日本特开平6-2250号公报
技术实现要素:
7.【发明所要解决的课题】
8.针织纱折回而成的切换部位在针织物中容易成为妨碍。例如在使用针织物时,手指等有可能钩挂于切换部位。因此,需要将切换部位切断,并且将切断后的针织纱进行纱线处理。但是,若切换部位较多,则切断和纱线处理花费工时。存在想要消除该工时,缩短用于完成针织物的时间的需求。
9.本发明的目的之一在于,提供一种能够不需要第一纱线与第二纱线的切换部位的切断和纱线处理的针织物的编织方法。另外,本发明的目的之一在于,提供具有不需要切断和纱线处理的切换部位的针织物。
10.【用于解决课题的手段】
11.<1>本发明的针织物的编织方法,使用具备前针床、后针床及喂纱器的横机,编织包含由第一纱线构成的第一部分和由第二纱线构成的第二部分在内的基础针织物部,所述喂纱器供给包含经由缝边连接的所述第一纱线和所述第二纱线在内的针织纱,所述针织物的编织方法的特征在于,包括如下工序:
12.工序a,在所述第一部分的编织中或编织后,使用所述针织纱,编织成为与所述基础针织物部不同的微小针织物部的基点的多个第一线圈;
13.工序b,使用所述针织纱,编织包含所述多个第一线圈在内的所述微小针织物部;及
14.工序c,使构成所述微小针织物部的纵行方向的终端的至少一个端部线圈重叠于所述基础针织物部的反面侧,
15.在所述工序b中,编织所述微小针织物部直至所述针织纱从所述第一纱线切换为
所述第二纱线为止,以在所述微小针织物部中包含所述缝边。
16.工序a中的第一线圈也可以是形成于空针的线圈或通过挑半目形成的线圈。在前者的情况下,在第一部分的编织中或编织后,在未钩挂基础针织物部的空针上编织第一线圈。在后者的情况下,在第一部分的纵行方向的端部的附近编织第一部分并进行挑半目。挑半目是指使钩挂于针床x的织针x1的旧线圈向与针床x相对的针床y移动,并且在织针x1形成从旧线圈抽出的新线圈的编织动作。通过挑半目,旧线圈或新线圈作为第一线圈发挥功能。
17.作为上述微小针织物部,是(1)在多个第一线圈的外周卷绕针织纱而成的针织物部、(2)在多个第一线圈的纵行方向上连续地进一步编织线圈而成的针织物部、(3)组合上述(1)及(2)而成的针织物部中的任一个。在上述(1)的情况下,在工序a中编织的第一线圈作为微小针织物部的端部线圈而重叠于基础针织物部的反面侧。基础针织物部的反面侧是指在使用针织物时从外部隐藏的一侧。例如在基础针织物部编织成筒状的情况下,筒的内侧是基础针织物部的反面侧。通过在包含端部线圈的重叠线圈的纵行方向连续地编织基础针织物部的线圈,端部线圈与基础针织物部接合。在后述的实施方式1中示出了上述(3)的编织例。
18.第一线圈的数量为2以上,但端部线圈的数量为1以上。即,第一线圈的数量和端部线圈的数量也可以不一致。例如,在2个第一线圈的外周卷绕针织纱后,形成将两个第一线圈重叠而成的重叠线圈。如果在该重叠线圈的纵行方向连续地编织端部线圈,则端部线圈的数量为1个。
19.在实施工序c时,微小针织物部的端部线圈与钩挂于针床的基础针织物部的任何部分重叠都可以。例如,端部线圈可以与基础针织物部的第一部分重叠,也可以与第二部分重叠,还可以与第一部分及第二部分以外的部分重叠。
20.<2>作为本发明的针织物的编织方法的一方式,可举出如下方式:
21.在所述工序b中,在所述前针床与所述后针床之间使所述多个第一线圈中的至少一个移动并同时使所述喂纱器往复移动,从而将所述针织纱卷绕于所述多个第一线圈的外周。
22.<3>作为本发明的针织物的编织方法的一方式,可举出如下方式:
23.在所述工序b中,在切换为所述第二纱线之后,通过所述第二纱线编织所述至少一个端部线圈,
24.在所述工序c中,使所述至少一个端部线圈重叠于所述第二部分的反面侧。
25.<4>作为上述方式<3>的针织物的编织方法的一方式,可举出如下方式:
26.所述至少一个端部线圈由多个端部线圈构成,
27.在所述工序c中,使所述多个端部线圈分别与所述第二部分中的不同的线圈重叠。
28.<5>作为上述方式<2>至方式<4>中任一项的针织物的编织方法的一方式,可举出如下方式:
29.在所述前针床和所述后针床以全针状态编织所述基础针织物部,
30.在所述工序a之前,通过使所述基础针织物部的一部分线圈移动而在所述基础针织物部的编织宽度内形成多个空针,在所述工序a及所述工序b中利用所述多个空针。
31.全针状态是指在编织宽度方向上相邻的线圈之间未配置空针的状态。基础针织物
部中的钩挂于前针床的部分和钩挂于后针床的部分可以连结成筒状,也可以连结成c字状。上述多个空针在工序a中利用于第一线圈的编织。另外,上述多个空针在工序b中使第一线圈在前针床与后针床之间移动时,利用于暂时钩挂第一线圈。
32.<6>本发明的针织物具备包含由第一纱线编织成的第一部分和由第二纱线编织成的第二部分在内的基础针织物部,所述第一纱线和所述第二纱线经由缝边连接,其中,
33.所述针织物还具备微小针织物部,该微小针织物部与所述第一部分的终端线圈和所述第二部分的始端线圈连接,
34.所述微小针织物部包含所述缝边,
35.所述微小针织物部的纵行方向的终端配置的至少一个端部线圈接合于所述基础针织物部的线圈的反面侧。
36.在本说明书中,“微小针织物部接合于基础针织物部的线圈”是指微小针织物部所包含的线圈与基础针织物部的线圈重叠,并编织了在该重叠线圈的纵行方向上连续的基础针织物部的线圈的状态。
37.【发明效果】
38.通过本发明的针织物的编织方法形成的微小针织物部难以成为妨碍,因此不需要切断而除去。因此,在通过本发明的编织方法得到的针织物中,能够省略微小针织物部的切断和针织纱的纱线处理。
39.根据上述方式<2>的编织方法,微小针织物部容易较小地聚集。因此,在针织物的使用时,微小针织物部难以成为妨碍。
40.根据上述方式<3>的编织方法,微小针织物部的端部线圈和该端部线圈所重叠的第二部分的线圈都由第二纱线构成。在该情况下,在针织物中端部线圈难以显眼。
41.根据上述方式<4>的编织方法,与在第二部分的相同线圈重叠多个端部线圈的情况相比,能够提高针织物的美观性。多个端部线圈也可以分别与第二部分中的不同的编织线圈横列重叠。例如,在有2个端部线圈的情况下,可以举出使一方的端部线圈与第二部分的第一个编织线圈横列重叠,使另一方的端部线圈与第二部分的第二个编织线圈横列重叠。
42.根据上述方式<5>的编织方法,即使基础针织物部以全针状态编织,也能够在基础针织物部的编织宽度内编织微小针织物部。在全针状态下编织成的基础针织物部由密实的线圈构成,因此品质优异。
43.包含缝边的微小针织物部在针织物的使用时不易成为妨碍。这样的微小针织物部不需要切断而除去,也不需要伴随切断的纱线处理。因此,本发明的针织物的生产率优异。
附图说明
44.图1是作为实施方式1的针织物的一例的针织品的概略图。
45.图2是表示实施方式1的针织物的编织方法的一部分的第一示意图。
46.图3是表示实施方式1的针织物的编织方法的一部分的第二示意图。
47.图4是表示实施方式1的针织物的编织方法的一部分的第三示意图。
48.图5是实施方式1的针织物中的微小针织物部的附近的放大照片。
49.图6是表示实施方式2中记载的微小针织物部的编织方法的一部分的示意图。
50.【附图标记说明】
51.1针织物
52.2基础针织物部
53.21第一部分、22第二部分、23第三部分、28,29线圈
54.21e终端线圈、22s始端线圈
55.3微小编织物部
56.31、32、33、34第一线圈
57.31e、32e端部线圈
58.8喂纱器
59.71、72空针
60.9针织纱
61.90缝边、91第一纱线、92第二纱线
具体实施方式
62.以下,基于附图说明实施方式的针织物的编织方法及针织物。
63.<实施方式1>
64.在实施方式1中,说明通过本发明的针织物的编织方法编织图1所示的针织物1的例子。本例的针织物1是具备具有嵌花花纹的身片的针织品。构成身片的基础针织物部2具备第一部分21、第二部分22和第三部分23。第一部分21、第二部分22和第三部分23的颜色彼此不同。基础针织物部2从身片的下摆的位置开始起针。第一部分21和第二部分22由从一个喂纱器供给的针织纱编织。第三部分23由从与上述喂纱器不同的喂纱器供给的针织纱编织。本例的针织物1具备微小针织物部3(图4)。微小针织物部3的详细情况在后面叙述。
65.在本例中,基于图2至图4说明针织物1的具体的编织方法。本例中使用的横机为4针床横机。4针床横机具备下部前针床、下部后针床、上部前针床和上部后针床。以下,将下部前针床、下部后针床、上部前针床以及上部后针床分别标记为fd、bd、fu以及bu。fd和bd彼此相对。配置在fd的上部的fu和配置在bd的上部的bu彼此相对。在本例中,fd和fu是第二针床,bd和bu是第一针床。
66.图2、3的左栏的“s+数字”表示编织工序的编号。右栏表示各编织工序中的编织状态。右栏中的双点划线表示针床,黑圆圈表示空针71、72,倒三角符号表示横机所具备的喂纱器8。从喂纱器8供给针织纱9。如图3所示,针织纱9通过将第一纱线91与第二纱线92连接而构成。第一纱线91与第二纱线92的性质不同。在本例中,第一纱线91与第二纱线92的颜色不同。此外,第一纱线91和第二纱线92的粗细可以不同,伸缩性也可以不同。第一纱线91和第二纱线92例如通过设置于横机的打结器或捻接器等连接。第一纱线91和第二纱线92的缝边90用黑方形符号表示。第二纱线92由比第一纱线91粗的线表示。
67.在图2的s1中,表示到图1所示的基础针织物部2中的第一部分21的上端为止编织结束的状态。基础针织物部2在fd和bd中以全针状态编织。第一部分21由从喂纱器8延伸的针织纱9中的第一纱线91构成。从喂纱器8延伸的针织纱9与第一部分21的终端线圈21e连接。终端线圈21e是第一部分21中的最后编织的线圈。
68.s2中,使基础针织物部2的一部分的线圈28、29从fd向bu移动,在基础针织物部2的
编织宽度内形成多个空针71、72。这些空针71、72用于后述的工序a及工序b。
69.s3中,使用针织纱9,编织在基础针织物部2的任一线圈的纵行方向上都不连续的多个第一线圈31、32(相当于工序a)。第一线圈31、32使用针织纱9一连串地编织。因此,本例中的第一线圈31经由针织纱9与终端线圈21e连接,第一线圈32经由针织纱9与第一线圈31连接。本例的第一线圈31、32是挂圈。也可以在由挂圈构成的第一线圈31、32的纵行方向上编织成圈。第一线圈31与第一线圈32的编织宽度方向的距离优选为2线圈以上且10线圈以下。2线圈的距离是指在第一线圈31与第一线圈32之间配置基础针织物部2的2个线圈的距离。
70.也可以与本例不同,在编织第一线圈31之前,例如在bu上编织锚线圈。锚线圈只要在后工序中与终端线圈21e重叠即可。通过编织锚线圈,第一线圈31、32变得容易编织。另外,通过将锚线圈固定于终端线圈21e,包含第一线圈31、32的微小针织物部3(图4)难以散开。
71.在本例中,通过在第一线圈31、32的外周卷绕针织纱9,直至针织纱9从第一纱线91切换为第二纱线92为止消耗针织纱9。通过在两个第一线圈31、32的外周卷绕针织纱9,能够迅速地消耗较多的针织纱9,顺畅地进行向第二纱线92的切换。通过该针织纱9的消耗,编织与基础针织物部2独立的微小针织物部3(图3、4)(相当于工序b)。图3表示针织纱9的卷绕方法的一例。在图3中,仅图示了4个针床中的fd和bu。线圈的移动由上下方向的直线箭头表示。另外,省略基础针织物部2的图示。
72.在图3的s4中,在使第一线圈32从fd向bu移动后,使喂纱器8向左方向移动。喂纱器8在比第一线圈31靠左侧的位置停止。
73.s5中,使第一线圈31从fd向bu移动,使第一线圈32从bu向fd移动后,使喂纱器8向右方向移动。喂纱器8在比第一线圈32靠右侧的位置停止。在本例中,在s5中,从喂纱器8供给的针织纱9经由缝边90从第一纱线91切换为第二纱线92。从第一纱线91切换为第二纱线92的时机并不限定于s5的时机,可以是比s5早的时机,也可以是比s5晚的时机。例如,也可以在编织图2的第一线圈31、32时,将针织纱9从第一纱线91切换为第二纱线92。
74.s6中,使第一线圈31从bu向fd移动,使第一线圈32从fd向bu移动后,使喂纱器8向左方向移动。喂纱器8在比第一线圈31靠左侧的位置停止。通过s3~s6,在从针床的上方观察时,成为针织纱9呈“8”字状地卷绕于第一线圈31和第一线圈32的状态。在本例中,进一步重复s5和s6。
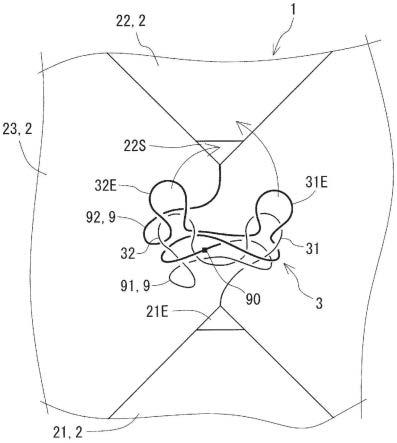
75.接着s6的编织工序参照图4进行说明。图4是从反面侧观察基础针织物部2的图。基础针织物部2的反面侧相当于图1的身片的内侧。在图4中,通过线圈图示出微小针织物部3,通过线图示出第一部分21和第二部分22。第一部分21的上部的三角形状是第一部分21的终端线圈21e。第二部分22的下部的倒三角形状是第二部分22的始端线圈22s。在图4中的第一部分21的上端与第二部分22的下端之间配置有第三部分23。也可以与本例不同,在第一部分21与第二部分22之间不配置第三部分23。
76.如图4所示,在图3的第二次的s6结束后,在第一线圈31的纵行方向连续地编织端部线圈31e,进而在第一线圈32的纵行方向连续地编织端部线圈32e。这些端部线圈31e、32e是构成微小针织物部3的纵行方向的终端的线圈。
77.微小针织物部3的编织结束后,使端部线圈31e、32e重叠于基础针织物部2的反面
侧(工序c)。在本例中,在微小针织物部3的编织结束后,开始停止的基础针织物部2的编织,在基础针织物部2的编织中途使端部线圈31e、32e重叠于基础针织物部2的反面侧。具体而言,在通过筒状编织对仅由第三部分23构成的基础针织物部2进行数个线圈横列编织后,编织由第二部分22和第三部分23构成的基础针织物部2。基础针织物部2的第二部分22由针织纱9中的第二纱线92编织。因此,微小针织物部3经由针织纱9与第二部分22的始端线圈22s连接。始端线圈22s是在第二部分22中最初编织的线圈。
78.优选端部线圈31e和端部线圈32e分别与基础针织物部2的不同的线圈重叠。若在基础针织物部2的一个线圈重叠两端部线圈31e、32e,则基础针织物部2中的端部线圈31e、32e重叠的部分的外观有可能受损。在本例中,使端部线圈32e与第二部分22的第一个编织线圈横列的始端线圈22s重叠,使端部线圈31e与第二部分22的第二个以后的编织线圈横列的线圈重叠。因此,抑制由端部线圈31e、32e重叠而引起的基础针织物部2的外观的降低。
79.端部线圈31e、32e和第二部分22都由第二纱线92编织,因此端部线圈31e、32e和第二部分22为相同颜色。因此,与基础针织物部2重叠的端部线圈31e、32e难以显眼。为了使端部线圈31e、32e难以显眼,优选使端部线圈31e、32e与构成第二部分22的轮廓线的线圈以外的线圈重叠。例如,端部线圈31e、32e优选与第二部分22的第二个以后的编织线圈横列中的编织宽度方向的中间部的线圈重叠。在该情况下,在编织包含第二部分22的基础针织物部2时,为了不使端部线圈31e、32e被织入基础针织物部2,必须一边使端部线圈31e、32e退避一边编织基础针织物部2。考虑基础针织物部2的美观性的提高与编织工序的增加的平衡,决定在第二部分22的第几个编织线圈横列的线圈重叠端部线圈31e、32e即可。在本例中,通过使端部线圈32e与第二部分22的第一个编织线圈横列的线圈重叠,使端部线圈32e退避的工序变少。因此,本例所示的步骤能够高效地编织美观性优异的基础针织物部2。
80.通过编织在包含重叠线圈的基础针织物部2的编织线圈横列的纵行方向上连续的新的编织线圈横列,而在基础针织物部2的反面侧重叠的端部线圈31e、32e与基础针织物部2接合。其结果是,微小针织物部3中的除了端部线圈31e、32e以外的部分成为未与基础针织物部2接合的状态。在该情况下,微小针织物部3与基础针织物部2的接合部位少,因此微小针织物部3难以阻碍基础针织物部2的伸缩性。另外,通过在第一线圈31、32的外周以“8”字状卷绕针织纱9而编织成的微小针织物部3成为较小地聚集的状态。将实际的针织物1中的微小针织物部3的状态示于图5的照片。
81.图5是从基础针织物部2的反面侧观察的微小编织物部3的附近的放大照片。图5的白色的三角形状的部分为第一部分21,浅灰色的倒三角形状的部分为第二部分22,深灰色的区域为第三部分23。位于第一部分21与第二部分22对接的部位的针织纱9的块为微小针织物部3。如图5所示,微小针织物部3非常小地聚集,在针织物1(图1)的使用时难以成为妨碍。因此,不需要将微小针织物部3从针织物1除去,也不需要伴随着除去的纱线处理。不需要微小针织物部3的除去所花费的工时的本例的针织物1的生产率极其优异。
82.也可以与本例不同,微小针织物部3中的除了端部线圈31e、32e以外的部分的一部分通过集圈等与基础针织物部2接合。例如,可举出在图3所示的针织纱9的卷绕工序的中途,使用针织纱9对基础针织物部2进行集圈的情况。集圈的次数可以是1次,也可以是多次。在该情况下,微小针织物部3难以相对于基础针织物部2移动。在进行集圈的情况下,优选集圈的颜色和被集圈的线圈的颜色为同系色。
83.<实施方式2>
84.微小针织物部3的端部线圈的数量也可以是一个。例如,在图4中,可以举出形成使第一线圈31和第一线圈32重叠而成的重叠线圈,在该重叠线圈的纵行方向上连续地编织端部线圈。在该情况下,容易使端部线圈与基础针织物部2重叠。此外,也可以形成使图4的端部线圈31e和端部线圈32e重叠而成的重叠线圈,在该重叠线圈的纵行方向上连续地编织新的端部线圈,在该情况下,端部线圈的数量也是一个。
85.在图4中,也可以不编织在第一线圈31、32的纵行方向上连续的线圈,而使第一线圈31、32与基础针织物部2重叠。在该情况下,第一线圈31、32是微小针织物部3的端部线圈。
86.成为微小针织物部3的始端的第一线圈的数量也可以是3个以上。例如,基于图6简单地说明编织4个第一线圈的例子。图6的左栏的“t+数字”表示编织工序的编号。在图6中,仅图示钩挂于fd的第一线圈31、32、33、34和卷绕于第一线圈31、32、33、34的针织纱9。省略针织纱9的连接。
87.在t1中示出了4个第一线圈31、32、33、34钩挂于fd的状态。t2中,在4个第一线圈31、32、33、34中的第一线圈33和第一线圈34的外周卷绕针织纱9。在t3、t4中,改变卷绕针织纱9的2个第一线圈的组合,在2个第一线圈的外周卷绕针织纱9。根据图6的编织,由于针织纱9的消耗量多,所以能够将针织纱9从第一纱线可靠地切换为第二纱线。通过逐渐改变卷绕针织纱9的位置,微小针织物部3制作得较薄,因此微小针织物部3难以成为妨碍。卷绕针织纱9的线圈的数量及针织纱9的卷绕顺序并不限定于图6所示的例子。例如,也可以反复进行在4个第一线圈31、32、33、34中的任意选择的3个第一线圈上卷绕针织纱9的步骤。
88.<其他实施方式>
89.本发明的针织物的编织方法中使用的横机也可以是2针床横机。在该情况下,基础针织物部2优选为抽针状态。抽针状态是指在相邻的两个线圈之间配置有空针的状态。
90.也能够在编织具备条纹花纹的针织物时利用本发明的针织物的编织方法,所述条纹花纹是多个横纹花纹在基础针织物部的纵行方向上排列而成的。在该情况下,在编织基础针织物部的纵行方向上相邻的两个横纹花纹时,编织将两个横纹花纹连接的微小针织物部。微小针织物部的第一线圈也可以通过挑半目而编织。如果利用本发明的针织物的编织方法,则最终有可能能够使用一个喂纱器编织具备条纹花纹的针织物。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1