一种缝纫机挑线量智能调节方法及系统与流程
1.本发明涉及智能调节技术领域,具体涉及一种缝纫机挑线量智能调节方法及系统。
背景技术:
2.缝纫机的使用对于服装产业而言极其重要,是服装制造的重要辅助工具,其中,对于缝纫机挑线量的调节关系着最终的成品质量,传统方式中,缝纫机对于挑线量的调节主要通过手动移动来进行调节,现有的缝纫机的挑线量的调节主要依靠人工与机器的配合来完成,存在着一定的局限性。
3.现如今使用的缝纫机挑线量的调节方法对于缝纫机挑线量的调节不够智能化,对调节进程中相关影响因素的分析深度不足,进而对最终的调节结果造成一定的影响。
技术实现要素:
4.本技术提供了一种缝纫机挑线量智能调节方法及系统,用于针对解决现有技术中存在的对于缝纫机挑线量的调节不够智能化,对调节进程中相关影响因素的分析深度不足,进而对最终的调节结果造成一定的影响的技术问题。
5.鉴于上述问题,本技术提供了一种缝纫机挑线量智能调节方法及系统。
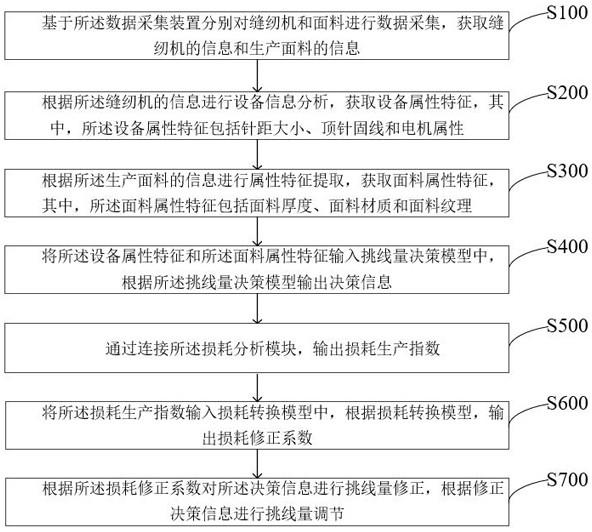
6.第一方面,本技术提供了一种缝纫机挑线量智能调节方法,所述方法包括:基于所述数据采集装置分别对缝纫机和面料进行数据采集,获取缝纫机的信息和生产面料的信息;根据所述缝纫机的信息进行设备信息分析,获取设备属性特征,其中,所述设备属性特征包括针距大小、顶针固线和电机属性;根据所述生产面料的信息进行属性特征提取,获取面料属性特征,其中,所述面料属性特征包括面料厚度、面料材质和面料纹理;将所述设备属性特征和所述面料属性特征输入挑线量决策模型中,根据所述挑线量决策模型输出决策信息,其中,所述决策信息为挑线量调节决策信息;通过连接所述损耗分析模块,输出损耗生产指数;将所述损耗生产指数输入损耗转换模型中,根据所述损耗转换模型,输出损耗修正系数;根据所述损耗修正系数对所述决策信息进行挑线量修正,根据修正决策信息进行挑线量调节。
7.第二方面,本技术提供了一种缝纫机挑线量智能调节系统,所述系统与数据采集装置、损耗分析模块通信连接,所述系统包括:数据采集模块,所述数据采集模块用于基于所述数据采集装置分别对缝纫机和面料进行数据采集,获取缝纫机的信息和生产面料的信息;设备特征获取模块,所述设备特征获取模块用于根据所述缝纫机的信息进行设备信息分析,获取设备属性特征,其中,所述设备属性特征包括针距大小、顶针固线和电机属性;面料特征提取模块,所述面料特征提取模块用于根据所述生产面料的信息进行属性特征提取,获取面料属性特征,其中,所述面料属性特征包括面料厚度、面料材质和面料纹理;决策信息获取模块,所述决策信息获取模块用于将所述设备属性特征和所述面料属性特征输入挑线量决策模型中,根据所述挑线量决策模型输出决策信息,其中,所述决策信息为挑线量
调节决策信息;损耗生产指数输出模块,所述损耗生产指数输出模块用于通过连接所述损耗分析模块,输出损耗生产指数;修正系数输出模块,所述修正系数输出模块用于将所述损耗生产指数输入损耗转换模型中,根据所述损耗转换模型,输出损耗修正系数;挑线量调节模块,所述挑线量调节模块用于根据所述损耗修正系数对所述决策信息进行挑线量修正,根据修正决策信息进行挑线量调节。
8.本技术中提供的一个或多个技术方案,至少具有如下技术效果或优点:本技术实施例提供的一种缝纫机挑线量智能调节方法,基于数据采集装置分别对缝纫机和面料进行数据采集,基于缝纫机的信息进行设备属性特征的获取,其中,所述设备属性特征包括针距大小、顶针固线和电机属性;基于生产面料的信息进行面料属性特征的获取,其中,所述面料属性特征包括面料厚度、面料材质和面料纹理;将所述设备属性特征和所述面料属性特征输入挑线量决策模型获取决策信息,其中,所述决策信息为挑线量调节决策信息;基于损耗分析模块输出损耗生产指数,将所述损耗生产指数输入损耗转换模型中进行参数转换获得损耗修正系数,进而对所述决策信息进行挑线量修正,根据修正决策信息进行挑线量调节,解决了现有技术中存在的对于缝纫机挑线量的调节方法不够智能化,对调节进程中相关影响因素的分析深度不足,影响最终调节结果的技术问题,达到了通过进行缝纫机挑线量的智能化自动调节,以提高缝纫机运作精度的目的。
附图说明
9.图1为本技术提供了一种缝纫机挑线量智能调节方法流程示意图;图2为本技术提供了一种缝纫机挑线量智能调节方法中挑线量调节决策信息获取流程示意图;图3为本技术提供了一种缝纫机挑线量智能调节方法及系统中损耗生产指数获取流程示意图;图4为本技术提供了一种缝纫机挑线量智能调节系统结构示意图。
10.附图标记说明:数据采集模块a,设备特征获取模块b,面料特征提取模块c,决策信息获取模块d,损耗生产指数输出模块e,修正系数输出模块f,挑线量调节模块g。
具体实施方式
11.本技术通过提供一种缝纫机挑线量智能调节方法及系统,通过进行设备与生产面料的属性特征提取,进一步在挑线量决策模型中进行决策信息的确定,进而进行损耗分析,基于损耗转换模型获取损耗修正系数,基于损耗修正系数对决策信息进行修正以进行挑线量的调节,用于解决现有技术中存在的对于缝纫机挑线量的调节不够智能化,对调节进程中相关影响因素的分析深度不足,进而对最终的调节结果造成一定的影响的技术问题。
12.实施例一如图1所示,本技术提供了一种缝纫机挑线量智能调节方法,所述方法应用于缝纫机挑线量智能调节系统,所述系统与数据采集装置、损耗分析模块通信连接,所述方法包括:步骤s100:基于所述数据采集装置分别对缝纫机和面料进行数据采集,获取缝纫机的信息和生产面料的信息;
具体而言,本技术提供了一种缝纫机挑线量这能调节方法,基于挑线量决策模型对获取的所述设备属性特征与所述生产面料特征进行分析模拟,获取相应的决策信息,进而对生产进程中的损耗进行分析,进一步获取相应的损耗修正系数,对决策信息进行修正,所述缝纫机挑线量智能调节系统与数据采集装置、损耗分析模块通信连接,所述损耗分析模块用于对生产进程中的损耗进行分析,将其转换为损耗修正系数以进行挑线量的调节,由于缝纫机缝制衣物时面料的厚度不尽相同,需进行挑线量的调节使其能正常运作,基于所述数据采集装置,对缝纫机与生产面料进行数据采集,获取缝纫机的针距范围、针幅范围与最高转速等相关参数,进一步对生产面料进行信息提取,确定所述生产面料的面料材质、织造方法、面料密度与面料厚度等,以确定缝纫机的信息与生产面料的信息,通过对所述缝纫机信息与所述生产面料信息进行采集,为进行挑线量决策信息的确定提供了事实根据。
13.步骤s200:根据所述缝纫机的信息进行设备信息分析,获取设备属性特征,其中,所述设备属性特征包括针距大小、顶针固线和电机属性;具体而言,基于获取的缝纫机设备信息,通过进行所述设备信息的提取与分析,对缝纫机的针距大小、顶针固线与电机属性进行确定,所述针距大小指缝纫机运作过程中机针步伐的大小,对于不同的生产面料,相应的其缝制过程中所需针距也会有所差别,可通过进行调节,将针距调整到所需距离,所述顶针固线包括缝纫机的固线量,为保证缝线的牢固度,高速缝纫机应采用左旋线,对底线而言,左旋线、右旋线均可使用,所述电机可将电能转换成机械能,以维持缝纫机的正常运作,对所述电机的电压、频率、输入功率与转速等相关参数进行确定,对上述信息进行整合处理,获取所述设备属性特征,通过进行所述设备属性特征的分析提取,可以此为基础进行挑线量决策信息的确定。
14.步骤s300:根据所述生产面料的信息进行属性特征提取,获取面料属性特征,其中,所述面料属性特征包括面料厚度、面料材质和面料纹理;具体而言,基于获取的所述生产面料信息,对生产面料的面料厚度、面料材质与面料纹理进行确定,所述面料厚度指缝纫过程中单程面料的薄厚程度,所述面料厚度对下针的量有一定的影响,随着面料厚度的增加,下针的量也随之增加,所述面料材质由于制成成品的原材料不同,相应的面料材质也有所区别,常见的面料包括棉布、丝绸、皮革与混纺等,对于不同材质的生产面料,缝纫过程中对于下针的要求与所需针脚密度也不尽相同,所述面料纹理指代面料的款式及工艺,不同的面料纹理设计,使得面料产生的凹凸性也有所差别,不同织造方式生产的面料其面料的厚度,线密度等会有一定的差别,以造成缝纫过程中要求的差别,对所述生产面料进行属性特征的提取,进一步对获取的属性特征进行整合归类,以获取所述面料属性特征,通过对所述生产面料的属性特征进行分析提取,为后续进行挑线量决策信息的获取提供信息支持。
15.步骤s400:将所述设备属性特征和所述面料属性特征输入挑线量决策模型中,根据所述挑线量决策模型输出决策信息,其中,所述决策信息为挑线量调节决策信息;具体而言,构建挑线量决策模型,所述挑线量决策模型为多层级网络层,包括特征识别层、特征分析层和决策输出层,基于获取的所述设备属性特征与所述面料属性特征,将其输入所述挑线量决策模型中进行识别分析,预设特征相似度,对所述设备属性信息与所述面料属性信息进行特征筛选,对处于预设特征相似度范围内的特征基于所述特征分析层进行特征分析,获取相应的挑线量调节分析结果,进一步基于所述决策输出层获取相应的
调节决策信息,依据获取的所述挑线量调节决策信息,可以此为基础进一步进行误差分析,进而进行修正,为进行挑线量的调节夯实了基础。
16.进一步而言,如图2所示,本技术步骤s400还包括:步骤s410:将所述设备属性特征和所述面料属性特征输入所述挑线量决策模型中,其中,所述挑线量决策模型包括特征识别层、特征分析层和决策输出层;步骤s420:按照所述特征识别层对所述设备属性特征和所述面料属性特征进行特征识别,输出特征相似度大于预设特征相似度的类比生产面料;步骤s430:将小于等于所述预设特征相似度的特征输入所述特征分析层中进行挑线量调节分析,输出调节分析结果;步骤s440:以所述类比生产面料的挑线量作为基础信息输入所述决策输出层中,根据所述调节分析结果对所述类比生产面料的挑线量进行调节,输出所述挑线量调节决策信息。
17.具体而言,通过进行所述缝纫机设备属性信息提取与所述生产面料的面料属性特征提取,获取相应的设备属性特征与面料属性特征,将获取的属性特征输入到所述挑线量决策模型中,所述挑线量决策模型包括特征识别层、特征分析层和决策输出层,基于多级网络层对相关属性特征进行识别分析,基于所述特征识别层,对获取的所述设备属性特征与所述面料属性特征进行特征识别,预设特征相似度,所述预设特征相似度指对输入的相关特征进行相似度比对,对于一定相似度范围内的特征做同等处理,将特征相似度大于所述预设特征相似度的面料进行输出,通过进行筛选,对小于等于所述预设特征相似度的特征输入所述特征分析层,基于所述属性特征对挑线量进行调节分析,对挑线量的调节尺度进行判定,以获取相应的调节分析结果,对同类比生产面料的挑线量进行信息采集,进一步将其作为基础信息输入到所述决策输出层中,基于获取的所述调节分析结果对所述类比生产面料的挑线量进行分析调节,对相应的挑线量进行确定,获取所述挑线量调节决策信息,所述挑线量决策信息指待进行执行的调节信息,可以此为基础进一步进行误差分析,对其进行相应的优化,提高运作准确度。
18.进一步而言,本技术步骤s430还包括:步骤s431:基于所述生产面料的信息进行缝纫线和缝纫结点分析,输出所述生产面料的线迹长度和缝纫结点数量;步骤s432:获取所述类比生产面料的线迹长度和缝纫结点数量;步骤s433:将所述生产面料的线迹长度和缝纫结点数量和所述类比生产面料的缝纫长度和缝纫结点数量进行比对,输出结点分布比对结果;步骤s434:按照所述结点分布比对结果,输出结点用线量差值;步骤s435:按照所述结点用线量差值对所述决策信息进行调节。
19.具体而言,依据获取的所述生产面料信息,对缝纫进程中所需缝纫线与缝纫结点进行分析,确定所需缝纫线的线迹长度与相应的缝纫结点数量,所述线迹长度指缝纫过程中需进行缝纫的轨迹长度,采集所述类比生产面料的缝纫长度与缝纫节点数量,与获取的所述生产面料的缝纫轨迹与缝纫结点数量进行比对,对相应的分布情况进行重叠比对分析,获取所述结点分布比对结果,基于所述结点分布比对结果,对节点的数量与相应用线量进行分析,确定两者结点用线量的差值,以获取的所述结点用线量差值为调节尺度,对获取
的所述决策信息进行同步调节,使得调节后的决策信息更加精准,可有效提高缝纫精度。
20.步骤s500:通过连接所述损耗分析模块,输出损耗生产指数;步骤s600:将所述损耗生产指数输入损耗转换模型中,根据所述损耗转换模型,输出损耗修正系数;具体而言,所述损耗分析模块与所述缝纫机挑线量智能调节系统通信连接,基于所述损耗分析模块,对缝纫机运行进程中存在的相关损耗情况进行分析确定,所述损耗分析模块包括自动化损耗分析单元与人工损耗分析单元,对生产流程信息进行分类提取,将其输入所述损耗分析模块,基于所述自动化损耗分析单元与所述人工损耗分析单元,获取相对应的自动化损耗指数与人工损耗指数,进一步对获取的损耗指数进行数据整合处理,进而输出所述损耗生产指数,通过获取所述损耗生产指数,可以此为依据进一步进行损耗修正。
21.具体而言,构建损耗转换模型,所述损耗转换模型可将所述损耗生产指数转换为可直接进行损耗修正的系数,将获取的所述损耗生产指数输入所述损耗修正模型中,进行指数转换,以获取相应的损耗修正系数,所述损耗修正系数指对获取的所述挑线量决策信息进行误差修正的依据,依据所述损耗修正系数,可进一步对获取的所述挑线量决策信息进行优化,进一步提高缝纫机运作的精度。
22.进一步而言,如图3所示,本技术步骤s500还包括:步骤s510:根据所述损耗分析模块,获取生产流程信息,其中,所述损耗分析模块包括自动化损耗分析单元和人工损耗分析单元;步骤s520:基于所述生产流程信息的操作对象进行分类,获取自动化控制流程和人工操作流程;步骤s530:将所述自动化流程的数据输入所述自动化损耗分析单元,获取自动化损耗指数;步骤s540:将所述人工操作流程的数据输入所述人工损耗分析单元,获取人工损耗指数;步骤s550:根据所述自动化损耗指数和所述人工损耗指数,输出所述损耗生产指数。
23.具体而言,本技术提供的所述缝纫机挑线量智能调节系统与所述损耗分析模块通信连接,基于所述损耗分析模块,对缝纫机运行进程中存在的损耗进行分析,以进行相应的调整降低损耗,所述损耗分析模块包括自动化损耗分析单元与人工损耗分析单元,分别对自动化流程与人工操作流程进行损耗分析,获取整体的生产流程信息,依据操作对象不同对获取的所述生产流程信息进行分类处理,将其划分为自动化操作流程与人工操作流程。
24.基于所述生产流程信息,对自动化流程数据与人工操作流程数据分别进行提取,对提取的相应数据进行归类整合处理,进一步将获取的所述自动化流程数据与所述人工操作流程数据分别输入相对应的损耗分析单元,基于数据进行损耗分析,进而进行所述自动化损耗指数与所述人工损耗指数的获取,其中,所述自动化流程损耗指机器误差及特殊面料组织结构带来的操作误差,所述人工损耗指员工操作习惯带来的误差影响等,将所述自动化损耗指数与所述人工损耗指数作为损耗生产指数进行输出,以此为基础可进一步进行损耗生产指数的转换,为进行损耗修正系数的获取提供了理论依据。
25.进一步而言,本技术步骤s530还包括:步骤s531:获取所述自动化控制流程的历史控制数据集;步骤s532:通过对所述历史控制数据集中每一种异常工况进行异常概率分析,输出异常概率集合;步骤s533:按照所述异常概率集合,获取损耗数据集合,其中,所述异常概率集合和所述损耗数据集合一一对应;步骤s534:根据所述损耗数据集合进行计算,输出所述自动化损耗指数。
26.具体而言,基于获取的所述自动化控制流程,对历史控制数据集进行采集,所述历史控制数据集指过去一定时间段内缝纫机进行自动化控制流程中的每个控制步骤的相应参数集合,依据所述历史控制数据集,对所诉自动化控制流程中可能存在的每种异常工况进行异常概率分析,确定涵盖的电机控制、针距调节等多个步骤出现异常的概率,对自动化控制中的每一种工况的用线量进行分析,确定出现异常概率较大的工况,对获取的异常工况概率集合进行整合处理,获取所述异常概率集合,依据获取的所述异常概率集合,对相应的异常结果进行分析,以获取相应的损耗数据集合,所述异常数据集合与所述损耗数据集合一一对应,例如,针距调节异常可能存在仪器调节偏差或面料结构特殊,基于所述异常概率集合对获取的所述损耗数据集合进行计算,确定大概率出现异常的工况,对其损耗程度进行累计,进一步获取对应的所述自动化损耗指数,将所自动化损耗指数作为所述损耗生产指数来源进行输出,为后续进行损耗修正奠定了基础。
27.步骤s700:根据所述损耗修正系数对所述决策信息进行挑线量修正,根据修正决策信息进行挑线量调节。
28.具体而言,通过对生产流程信息进行损耗分析,对潜在的损耗工况进行判定,以获取相应的损耗生产指数,进一步对获取的所述损耗生产指数进行转换,获取所述损耗修正系数,基于所述损耗修正系数,对获取的所述挑线量调节决策信息进行调节修正,同时,对面料弹性、缝线弹性及电机传动所造成的误差进行分析评定,依据修正结果进一步进行挑线量的调节,通过进行挑线量的智能化自动调节,可有效提高缝纫机运作的精准度。
29.进一步而言,本技术步骤s700还包括:步骤s710-1:根据所述生产面料的信息进行面料弹性计算,输出弹性指数,其中,所述弹性指数包括面料弹性和缝线弹性;步骤s720-1:按照所述面料弹性和缝线弹性分别进行用线量调节对应分析,输出面料弹性-修正量和缝线弹性-修正量的对应关系;步骤s730-1:根据所述面料弹性-修正量和缝线弹性-修正量的对应关系,对所述决策信息进行修正。
30.进一步而言,本技术步骤s700还包括:步骤s710-2:获取所述缝纫机用于进行挑线操作的传动结构信息;步骤s720-2:按照所述传动结构信息,获取电机-挑线量的映射关系;步骤s730-2:基于所述电机-挑线量的映射关系,对所述修正决策信息进行映射,输出电机调节参数;步骤s740-2:基于所述电机调节参数对所述挑线电机进行调节。
31.具体而言,基于获取的所述生产面料信息,对生产面料的弹性进行计算,缝纫机运
作进程中,由于使用的缝料与缝线都具有一定程度的弹性,弹性的形变会导致计算缝线用量时受到影响,使得计算结果出现偏差,通过进行所述生产面料信息的弹性计算获得相应的弹性指数,所述弹性指数表述缝线与缝料受力产生的形变程度,依据获取的所述面料弹性与所述缝线弹性,对用线量进行调节分析,确定相应的用线量调节尺度,进而确定面料弹性-修正量和缝线弹性-修正量的对应关系,依据所述面料弹性-修正量和缝线弹性-修正量的对应关系,进行最终修正量的判定,获取适宜的修正调节尺度,对获取的所述挑线量决策信息进行调节,以提高所述挑线量决策信息的精确度。
32.进一步而言,对缝纫机挑线操作的传动结构进行信息采集,所述传动结构主要包括机针、摆梭、挑线杆与送布牙等,由于缝纫机运作进程中各轴之间的传动大部分为同步带轮转动,通过电机进行控制,基于获取的所述传动结构信息,对电机带动下所述传动结构的运作进程进行判定,确定电机-挑线量的映射关系,以该映射关系作为评定分析基础,进一步对所述修正决策信息进行同步映射,对电机的调节参数进行确定,基于所述电机调节参数对所述挑线电机进行调节,进而对所述挑线量造成影响,进一步进行挑线量的调节,以提高缝纫机运作的准确性。
33.实施例二基于与前述实施例中一种缝纫机挑线量智能调节方法相同的发明构思,如图4所示,本技术提供了一种缝纫机挑线量智能调节系统,所述系统包括:数据采集模块a,所述数据采集模块a用于基于所述数据采集装置分别对缝纫机和面料进行数据采集,获取缝纫机的信息和生产面料的信息;设备特征获取模块b,所述设备特征获取模块b用于根据所述缝纫机的信息进行设备信息分析,获取设备属性特征,其中,所述设备属性特征包括针距大小、顶针固线和电机属性;面料特征提取模块c,所述面料特征提取模块c用于根据所述生产面料的信息进行属性特征提取,获取面料属性特征,其中,所述面料属性特征包括面料厚度、面料材质和面料纹理;决策信息获取模块d,所述决策信息获取模块d用于将所述设备属性特征和所述面料属性特征输入挑线量决策模型中,根据所述挑线量决策模型输出决策信息,其中,所述决策信息为挑线量调节决策信息;损耗生产指数输出模块e,所述损耗生产指数输出模块e用于通过连接所述损耗分析模块,输出损耗生产指数;修正系数输出模块f,所述修正系数输出模块f用于将所述损耗生产指数输入损耗转换模型中,根据所述损耗转换模型,输出损耗修正系数;挑线量调节模块g,所述挑线量调节模块g用于根据所述损耗修正系数对所述决策信息进行挑线量修正,根据修正决策信息进行挑线量调节。
34.进一步而言,所述系统还包括:传动结构信息获取模块,所述传动结构信息获取模块用于获取所述缝纫机用于进行挑线操作的传动结构信息;映射关系获取模块,所述映射关系获取模块用于按照所述传动结构信息,获取电机-挑线量的映射关系;
电机调节参数获取模块,所述电机调节参数获取模块用于基于所述电机-挑线量的映射关系,对所述修正决策信息进行映射,输出电机调节参数;电机调节模块,所述电机调节模块用于基于所述电机调节参数对所述挑线电机进行调节。
35.进一步而言,所述系统还包括:特征输入模块,所述特征输入模块用于将所述设备属性特征和所述面料属性特征输入所述挑线量决策模型中,其中,所述挑线量决策模型包括特征识别层、特征分析层和决策输出层;特征识别模块,所述特征识别模块用于按照所述特征识别层对所述设备属性特征和所述面料属性特征进行特征识别,输出特征相似度大于预设特征相似度的类比生产面料;特征分析模块,所述特征分析模块用于将小于等于所述预设特征相似度的特征输入所述特征分析层中进行挑线量调节分析,输出调节分析结果;决策输出模块,所述决策输出模块用于以所述类比生产面料的挑线量作为基础信息输入所述决策输出层中,根据所述调节分析结果对所述类比生产面料的挑线量进行调节,输出所述挑线量调节决策信息。
36.进一步而言,所述系统还包括:信息分析模块,所述信息分析模块用于基于所述生产面料的信息进行缝纫线和缝纫结点分析,输出所述生产面料的线迹长度和缝纫结点数量;类比信息获取模块,所述类比信息获取模块用于获取所述类比生产面料的线迹长度和缝纫结点数量;分布比对模块,所述分布比对模块用于将所述生产面料的线迹长度和缝纫结点数量和所述类比生产面料的缝纫长度和缝纫结点数量进行比对,输出结点分布比对结果;用线量差值输出模块,所述用线量差值输出模块用于按照所述结点分布比对结果,输出结点用线量差值;决策调节模块,所述决策调节模块用于按照所述结点用线量差值对所述决策信息进行调节。
37.进一步而言,所述系统还包括:生产流程信息获取模块,所述生产流程信息获取模块用于根据所述损耗分析模块,获取生产流程信息,其中,所述损耗分析模块包括自动化损耗分析单元和人工损耗分析单元;信息分类模块,所述信息分类模块用于基于所述生产流程信息的操作对象进行分类,获取自动化控制流程和人工操作流程;自动化损耗分析模块,所述自动化损耗分析模块用于将所述自动化流程的数据输入所述自动化损耗分析单元,获取自动化损耗指数;人工损耗分析模块,所述人工损耗分析模块用于将所述人工操作流程的数据输入所述人工损耗分析单元,获取人工损耗指数;损耗分析模块,所述损耗分析模块用于根据所述自动化损耗指数和所述人工损耗指数,输出所述损耗生产指数。
38.进一步而言,所述系统还包括:历史数据获取模块,所述历史数据获取模块用于获取所述自动化控制流程的历史控制数据集;异常分析模块,所述异常分析模块用于通过对所述历史控制数据集中每一种异常工况进行异常概率分析,输出异常概率集合;损耗数据获取模块,损耗数据获取模块用于按照所述异常概率集合,获取损耗数据集合,其中,所述异常概率集合和所述损耗数据集合一一对应;损耗数据计算模块,所述损耗数据计算模块用于根据所述损耗数据集合进行计算,输出所述自动化损耗指数。
39.进一步而言,所述系统还包括:面料弹性计算模块,所述面料弹性计算模块用于根据所述生产面料的信息进行面料弹性计算,输出弹性指数,其中,所述弹性指数包括面料弹性和缝线弹性;对应关系获取模块,所述对应关系获取模块用于按照所述面料弹性和缝线弹性分别进行用线量调节对应分析,输出面料弹性-修正量和缝线弹性-修正量的对应关系;决策信息修正模块,所述决策信息修正模块用于根据所述面料弹性-修正量和缝线弹性-修正量的对应关系,对所述决策信息进行修正。
40.本说明书通过前述对一种缝纫机挑线量智能调节方法的详细描述,本领域技术人员可以清楚的知道本实施例中一种缝纫机挑线量智能调节方法及系统,对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
41.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本技术。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1