一种黑色双疏防水透气膜及其制备方法与流程
1.本发明属于防水材料领域,尤其是涉及一种黑色双疏防水透气膜及其制备方法。
背景技术:
2.目前智能电子设备上的防水透气膜需求增加,市场前景较好。但市面上适合用于此类产品的膜材种类较少,主要为ptfe膨体微孔膜(eptfe膜),针对于此类材料一般为白色膜为主,作为小部件安装在智能设备上,比较突兀,影响设备外观的同时会引起消费者注意,增加损害风险,因此为了提高部件的隐蔽性,黑色膜类需求趋势增加。
3.市场上eptfe膜大多采用拉伸法制备。专利cn103963307a公开了一种用于电子行业的黑色膨体双向拉伸聚四氟乙烯膜及其制备方法,涉及到包括以下步骤:将黑色聚四氟乙烯分散树脂粉末、烃类助挤剂和染色剂混料、制坯、推压、压延、重叠脱脂处理、纵向拉伸、弧形双向拉伸、横向拉伸后烧结固化,而得一种黑色聚四氟乙烯膨体膜。但是传统的制备方法存在制备流程长,工艺可控性差,如加工过程中无法调整膜的纤维直径、纤维间隙以及膜的厚度,导致尺寸稳定性差,严重制约着eptfe膜的性能,对其适用范围造成限制。
4.同时,eptfe膜在微观上是纤维与节点相连接的网络结构,具有蠕变性,透气量较大并且厚度较薄的膜材料会随着使用时间的增加,微孔在外部施加的冲击下孔径逐渐增加,存在防水性能变差的问题。
技术实现要素:
5.有鉴于此,本发明旨在提出一种黑色双疏防水透气膜及其制备方法,以制备疏水疏油性能优良、微观结构均匀度高的黑色防水透气膜,并提供一种新型的制备方法,降低加工难度,提高结构可控性。
6.为达到上述目的,本发明的技术方案是这样实现的:
7.一种黑色双疏防水透气膜的制备方法,包括以下步骤:
8.s1、将黑色染料与混合溶剂搅拌均匀,得到混合溶液;
9.s2、将热塑性聚氨酯与混合溶液搅拌后静置,得到体系稳定的静电纺丝溶液;
10.s3、将静电纺丝溶液注入静电纺丝机进行纺丝,得到黑色透气膜;
11.s4、将黑色透气膜浸入含氟双疏整理剂中进行后整理,干燥后,得到所需黑色双疏防水透气膜。
12.进一步地,所述热塑性聚氨酯的质量分数为14%-20%,黑色染料的质量为热塑性聚氨酯质量的8%-10%。
13.进一步地,所述混合溶剂包括dmf及thf,dmf与thf的用量比为1:1。
14.进一步地,所述黑色染料为高色素炭黑或油溶黑。
15.进一步地,步骤s1中搅拌方法为先超声震荡30分钟,再磁力搅拌20分钟。
16.进一步地,步骤s2中搅拌方法为在35-40℃恒温搅拌6-8h,静置时间为0.5h。
17.进一步地,步骤s3中静电纺丝机的工作电压为22-26kv,纺丝距离为13-18cm,静电
纺丝机注射器推液速度为0.2-0.8ml/h,收卷速度为1-10cm/min,喷丝孔移动速度为40mm/s,喷丝孔横移距离为10cm,烘干温度为70℃,烘干时间为2h。
18.进一步地,所述含氟双疏整理剂包括全氟聚合物及全氟环醚,所述全氟聚合物的质量分数为0.2%-0.5%,步骤s4中干燥温度为70℃,干燥时间为5min。
19.如上任一所述的制备方法制得的黑色双疏防水透气膜。
20.进一步地,所述黑双疏防水透气膜的厚度为8-15μm,透气量2600-8900ml/min*1cm2*7kpa,疏油等级3级以上,防水等级在ipx8以上。
21.相对于现有技术,本发明所述的黑色双疏防水透气膜及其制备方法具有以下优势:
22.(1)本发明所述的黑色双疏防水透气膜颜料分布均匀,色牢度高,并且具备较高透气量,整理使其具有较好的疏水、3级以上疏油效果,防水等级达到ipx8,并且受外力作用后具备很好的恢复能力,可应用到电子产品防水透气膜领域;
23.(2)本发明所述的黑色双疏防水透气膜的制备方法使用静电纺丝工艺进行膜材料生产,加工过程简单,结构可控性强,并且膜材料微观结构均匀度较高,易于实现膜材料性能精准把控。
附图说明
24.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
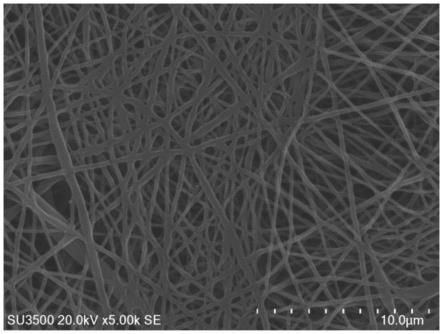
25.图1为本发明实施例1制得的所述的黑色双疏防水透气膜电镜示意图;
26.图2为本发明对比例1制得的所述的双向拉伸ptfe膜电镜示意图。
具体实施方式
27.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
28.下面将结合实施例来详细说明本发明。
29.实施例1
30.取一定质量的热塑性聚氨酯和黑色染料,先将黑色染料加入到装有(dmf:thf=1:1)混合溶剂的带塞三角烧瓶中,超声震荡1h,再磁力搅拌20min,使碳粉均匀分散在溶剂中;再加入热塑性聚氨酯,40℃水浴搅拌8小时,静置30min,得到热塑性聚氨酯的质量分数为14%,黑色染料以热塑性聚氨酯质量的8%的纺丝溶液;
31.将纺丝液添加到静电纺丝专用注射器中,连接导管,喷丝针头选用34g,实验室温度26℃,湿度40
±
2%,设置纺丝参数:纺丝电压18-26kv,纺丝距离13-18cm,注射器推液速度0.2-0.8ml/h,收卷速度1-10cm/min,喷丝孔移动速度40mm/s,喷丝孔横移距离10cm,以铝箔为接收基材进行纺丝,静电纺丝后所得膜材料在70℃烘箱中干燥2h,得到黑色透气膜;
32.称取一定质量的全氟聚合物,使用全氟环醚溶剂稀释,得到全氟聚合物质量分数为0.5%的双疏整理剂,将黑色透气膜以浸泡形式放入溶液中持续10s,取出70℃干燥5min,得到黑色双疏防水透气膜,图1为黑色双疏防水透气膜电镜图。
33.黑色双疏防水透气膜的厚度为8μm,透气量6500ml/min*1cm2*7kpa,疏油等级6级,
防水达到2m/1h(ipx8)。
34.实施例2
35.取一定质量量的热塑性聚氨酯和黑色染料,先将黑色染料加入到装有(dmf:thf=1:1)混合溶剂的带塞三角烧瓶中,超声震荡1h,再磁力搅拌20min,使碳粉均匀分散在溶剂中;再加入热塑性聚氨酯,40℃水浴搅拌8小时,静置30min,得到热塑性聚氨酯的质量分数为20%,黑色染料以热塑性聚氨酯质量的8%的纺丝溶液;
36.将纺丝液添加到静电纺丝专用注射器中,连接导管,喷丝针头选用30g,实验室温度26℃,湿度40
±
2%,参数配置:纺丝电压18-26kv,纺丝距离13-18cm,注射器推液速度0.2-0.8ml/h,收卷速度1-10cm/min,喷丝孔移动速度40mm/s,喷丝孔横移距离10cm,以铝箔为接收基材进行纺丝,静电纺丝后所得膜材料在70℃烘箱中干燥2h,得到黑色透气膜;
37.称取一定质量的全氟聚合物,使用全氟环醚溶剂稀释,得到全氟聚合物质量分数为0.5%的双疏整理剂,将黑色透气膜以浸泡形式放入溶液中持续10s,取出70℃干燥5min,得到黑色双疏防水透气膜。
38.黑色双疏防水透气膜的厚度为15μm,透气量2600ml/min*1cm2*7kpa,疏油等级4级,防水达到3m/1h(ipx8)。
39.实施例3
40.取一定质量量的热塑性聚氨酯和黑色染料,先将黑色染料加入到装有(dmf:thf=1:1)混合溶剂的带塞三角烧瓶中,超声震荡1h,再磁力搅拌20min,使碳粉均匀分散在溶剂中;再加入热塑性聚氨酯,40℃水浴搅拌8小时,静置30min,得到热塑性聚氨酯的质量分数为14%,黑色染料以热塑性聚氨酯质量的10%的纺丝溶液;
41.将纺丝液添加到静电纺丝专用注射器中,连接导管,喷丝针头选用34g,实验室温度26℃,湿度40
±
2%,参数配置:纺丝电压22-26kv,纺丝距离13-18cm,注射器推液速度0.2-0.8ml/h,收卷速度1-10cm/min,喷丝孔移动速度40mm/s,喷丝孔横移距离10cm,以铝箔为接收基材进行纺丝,静电纺丝后所得膜材料在70℃烘箱中干燥2h,得到黑色透气膜;
42.称取一定质量的全氟聚合物,使用全氟环醚溶剂稀释,得到全氟聚合物质量分数为0.5%的双疏整理剂,将黑色透气膜以浸泡形式放入溶液中持续10s,取出70℃干燥5min,得到黑色双疏防水透气膜。
43.黑色双疏防水透气膜的厚度为10μm,透气量7800ml/min*1cm2*7kpa,疏油等级3级,防水达到2m/1h(ipx8)。
44.实施例4
45.取一定质量量的热塑性聚氨酯和黑色染料,先将黑色染料加入到装有(dmf:thf=1:1)混合溶剂的带塞三角烧瓶中,超声震荡1h,再磁力搅拌20min,使碳粉均匀分散在溶剂中;再加入热塑性聚氨酯,40℃水浴搅拌8小时,静置30min,得到热塑性聚氨酯的质量分数为14%,黑色染料以热塑性聚氨酯质量的8%的纺丝溶液;
46.将纺丝液添加到静电纺丝专用注射器中,连接导管,喷丝针头选用34g,实验室温度26℃,湿度40
±
2%,参数配置:纺丝电压18-26kv,纺丝距离14-18cm,注射器推液速度0.2-0.8ml/h,收卷速度1-10cm/min,喷丝孔移动速度40mm/s,喷丝孔横移距离10cm,以铝箔为接收基材进行纺丝,静电纺丝后所得膜材料在70℃烘箱中干燥2h,得到黑色透气膜;
47.称取一定质量的全氟聚合物,使用全氟环醚溶剂稀释,得到全氟聚合物质量分数
为0.2%的双疏整理剂,将黑色透气膜以浸泡形式放入溶液中持续10s,取出70℃干燥5min,得到黑色双疏防水透气膜。
48.黑色双疏防水透气膜的厚度为8μm,透气量8900ml/min*1cm2*7kpa,疏油等级3级,防水达到1m/1h(ipx8)。
49.对比例1
50.一种聚四氟乙烯拉伸膜制备工艺:
51.(1)混料与熟化:取4000g聚四氟乙烯分散料、1000g助剂油ispar-m均匀搅拌后,投入到三维混料机中持续搅拌30-60min;放入40℃恒温箱中熟化15-24h;
52.(2)预压制坯:将熟化好的粉料倒入预压机挤压管中,预压压力2-5mpa,保压15-30min,得到坯料;
53.(3)推挤:将坯料放入推挤管中,设置推挤速度40-200mm/min,压缩比50-150,制出推挤棒料,放入60℃水浴槽中保温10-20min;
54.(4)压延:将棒体用导向板送入压辊中间,进行压延挤压,得到厚度180-200μm,的压延基带;
55.(6)脱脂:将压延基带通过200-250℃高温烘箱进行助剂油去除,得到脱脂基带;
56.(7)纵拉扩幅:将脱脂基带送入纵拉设备,通过多个30-300℃高温热辊,以定比增速形式对基带进行纵向拉伸,拉伸倍数3-5倍,可得到厚度110-140μm的纵拉基带;
57.(8)后道拉伸扩幅:设定后道拉伸拉伸设备各结点烘箱温度,预热区域100-180℃,拉伸温度150-280℃,定型温度350-390℃,纵拉基带上机,通过速度2-16m/min,后道扩幅4-16倍,得到厚度5-20μm厚度的双向拉伸ptfe膜。
58.整个ptfe微孔膜制备过程长,工艺程序参数多,并且过程中无法判断成膜最终物理性能,不易在过程中进行参数微调。图2为双向拉伸ptfe膜电镜图片,可以观察到其微观结构上存在较大结点,纤维总体均匀性较差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1