一种自动调节切幅的超声波切刀的制作方法
1.本实用新型属于纺织机械设备领域,具体涉及一种自动调节切幅的超声波切刀。
背景技术:
2.一般的编织出布料的机械设备称之为圆织机,布料经过圆织机下端的撑布架,扩展呈平铺形双层的布料,布料再由卷布架进行收卷呈布匹。
3.圆织机编织出的布料为圆筒状,不可以直接拿去进行制作集装袋或编织袋,需要在卷布架进行收卷之前进行切边,把圆筒布料一切为二再进行收卷;目前的布料切边是将圆筒布料对折成两层固定在传送辊上,其后通过两侧的超声波切刀对圆筒布料的折边进行切割,超声波切刀裁切圆筒布料时,两侧超声波切刀的位置都是固定好的,但是编制好的圆筒布的宽度是不一致的,有宽有窄,这就导致每次裁切圆筒布料时,都需要测量两个相对超声波切刀之间的距离,若与圆筒布料的宽度不匹配,需要依赖人工重新拆装调节,非常麻烦,还造成工作效率低的情况。
技术实现要素:
4.本实用新型的目的就是针对上述现有技术的不足,提供一种自动调节切幅的超声波切刀,其可以根据裁切的圆筒布料宽度进行自动调节两个相对超声波切刀之间的距离。
5.本实用新型采用的技术方案如下:
6.一种自动调节切幅的超声波切刀,它包括底板和两个机架,两个机架对称设置在底板的两侧,两个机架上部之间设有传送辊,两个机架上位于传送辊前后两侧均设有横杆,两个横杆左右两端之间对称安装有超声波切刀,超声波切刀包括超声波焊头,切割刀片和刀座,刀座底部通过滑杆滑设于两个横杆上,两个横杆的两端对称套设有弹簧,弹簧的一端通过固定块固定在横杆上,弹簧的另一端与滑杆的端部连接,刀座顶部设有贴附在筒布折边处的超声波焊头,刀座上部设有第一挡板,第一挡板上设有供超声波焊头穿过的通孔,刀座下部设有与超声波焊头同向的切割刀片,切割刀片向前延伸至筒布折边内,刀座底部通过支杆设有第二挡板,第二挡板与第一挡板相对设置,第一挡板与第二挡板之间留有供筒布下移的间隙。
7.本设备的两个机架下部位于传送辊前后两侧分别设有第一传动辊和第二传动辊。
8.本设备的刀座上设有驱动超声波焊头工作的发生器和换能器,发生器通过线路与换能器相连,换能器通过线路与超声波焊头相连。
9.本设备的传送辊上压紧设有第三传动辊,第三传动辊设置在两个机架上部之间。
10.本设备的第一挡板与第二挡板的材质为铸铁ht200-300。
11.本设备的第一挡板的中线、第二挡板的中线与筒布折边和超声波焊头在同一水平面上。
12.本实用新型的有益效果有:本实用新型将对折后筒布的折边移动至第一挡板与第二挡板之间的间隙处,并由第二挡板将其撑开,接着利用超声波切刀与弹簧两者相配合,当
筒布宽度变宽时,筒布可以通过挤压第一挡板将超声波切刀向横杆外侧拉移,当筒布宽度变窄时,筒布直接压在第二挡板上,挤压第一挡板的力消失,超声波切刀在弹簧的伸缩力下恢复到原处,同时筒布挤压第二挡板将超声波切刀向横杆内侧拉移,这样可以通过待切筒布进行自由调节两个超声波切刀之间的距离,从而满足不同宽度的筒布进行切边,无需人工调节,从而提高工作效率。
附图说明
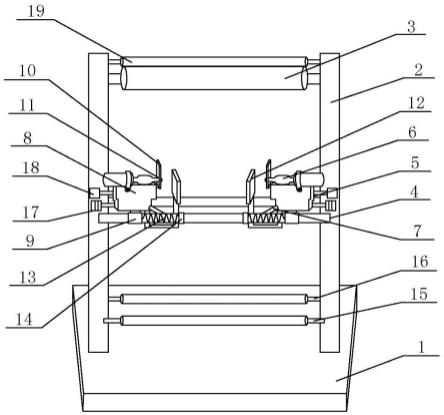
13.图1为本实用新型的结构示意图;
14.图2为本实用新型使用时的示意图;
15.图3为本实用新型中超声波切刀滑设在横杆上的示意图;
16.图中1、底板;2、机架;3、传送辊;4、横杆;5、超声波切刀;6、超声波焊头;7、切割刀片;8、刀座;9、滑杆;10、第一挡板;11、通孔;12、第二挡板;13、弹簧;14、固定块;15、第一传动辊;16、第二传动辊;17、发生器;18、换能器;19、第三传动辊。
具体实施方式
17.下面结合附图对本实用新型作进一步地说明:
18.如图1-3所示,本实用新型它包括底板1和两个机架2,两个机架2对称设置在底板1的两侧,两个机架2上部之间设有传送辊3,该传送辊3上压紧设有第三传动辊19,而第三传动辊19设置在两个机架2上部之间,用于将对折后的筒布牵引至传送辊3上并通过第三传动辊19压紧,使对折后的筒布定型,同时折痕清晰,便于之后的筒布折边熔化。
19.本设备的两个机架2上位于传送辊3前后两侧均设有横杆4,两个横杆4左右两端之间对称安装有超声波切刀5,便于对筒布的两个折边进行同时切边;该超声波切刀5包括超声波焊头6,切割刀片7和刀座8,刀座8底部通过滑杆9滑设于两个横杆4上,两个横杆4的两端对称套设有弹簧13,弹簧13的一端通过固定块14固定在横杆4上,弹簧13的另一端与滑杆9的端部连接,使得超声波切刀5可以在横杆4上来回移动,从而调节两个超声波切刀5之间的距离,满足不同宽度的筒布进行切边。
20.本设备的刀座8顶部设有贴附在筒布折边处的超声波焊头6,用于对接触的筒布折边进行熔化,使其变的柔软,便于之后快速切边,切后的边缘不会毛糙;刀座8上部设有第一挡板10,第一挡板10上设有供超声波焊头6穿过的通孔11,刀座8下部设有与超声波焊头6同向的切割刀片7,切割刀片7向前延伸至筒布折边内,防止切割刀片7的长度过短无法对筒布折边进行切割;刀座8上设有驱动超声波焊头6工作的发生器17和换能器18,其中发生器17通过线路与换能器18相连,换能器18通过线路与超声波焊头6相连,发生器17工作时将电流转换成高频电能,输出给换能器18,然后换能器18将输入的电能转换成机械能,即超声波,之后超声波经过超声波焊头6内的变幅杆将换能器18的输出振幅放大,超声波焊头6聚焦超声波,并输出超声波,将超声波能量集中输入到筒布折边的接触面,在该接触面,超声波能量被通过摩擦方式转换成热能,将接触到的筒布折边熔化,熔化后的筒布折边在传送辊3向下的牵引下,使其经过超声波焊头6下方的切割刀片7并快速完成切边。
21.本设备的刀座8底部通过支杆设有第二挡板12,第二挡板12与第一挡板10相对设置,第一挡板10与第二挡板12之间留有供筒布下移的间隙,便于对经过的筒布折边熔化;其
中第二挡板12用于撑开筒布折边,增大超声波焊头6的接触面,同时,第一挡板10的中线、第二挡板12的中线与筒布折边和超声波焊头6在同一水平面上,使超声波焊头6能准确熔化筒布折边,而不会熔化筒布。
22.本设备的两个机架2下部位于传送辊3前后两侧分别设有第一传动辊15和第二传动辊16,用于将一剖为二后的两块布料分别通过第一传动辊15和第二传动辊16进入到各自收卷架收成布卷。
23.本设备的第一挡板10与第二挡板12的材质为铸铁ht200-300,其硬度和耐磨性较高,在第二挡板12上使用超声波焊头6对筒布折边熔化,第二挡板12表面不易损坏。
24.本实用新型的使用过程如下:
25.使用时,首先将圆织机编织好的筒布拉出并对折形成平面布料,接着将其从传送辊3和第三传动辊19之间穿过完成定型,使筒布折边更加清晰,定型后的筒布在传送辊3向下的牵引下,筒布两侧的折边均从第一挡板10与第二挡板12之间的间隙穿过,经过时,筒布折边在第二挡板12处撑开,第一挡板10压在筒布折边上,超声波焊头6穿过第一挡板10上的通孔11并启动开始熔化,熔化后的筒布折边再经过超声波焊头6下方的切割刀片7进行切边;
26.然而圆织机编织好的筒布宽度不一,若筒布宽度变宽,筒布会通过挤压第一挡板10给超声波切刀5一个向外的牵引力,从而将超声波切刀5向横杆4外侧拉移,当筒布宽度变窄时,筒布直接压在第二挡板12上,而挤压第一挡板10的力随之消失,超声波切刀5在弹簧13的伸缩力下恢复到原处,同时筒布会继续挤压第二挡板12给超声波切刀5一个向内的牵引力,从而将超声波切刀5向横杆4内侧拉移,由于超声波切刀5底部的滑杆9与弹簧13连接,使得超声波切刀5移动位置更加精确,这样可以通过待切筒布进行自由调节两个超声波切刀5之间的距离,从而满足不同宽度的筒布进行切边,切边后的筒布一分为二成两块平面布料,两块布料继续向下运行,最后分别通过第一传动辊15和第二传动辊16进入到各自收卷架收成布卷。
27.本实用新型涉及的其它未说明部分与现有技术相同。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1