冚车自动下摆机的送料纠偏装置的制作方法
1.本实用新型涉及服装加工技术领域,特别涉及一种冚车自动下摆机的送料纠偏装置。
背景技术:
2.服装下摆加工时,需要对下摆折叠缝纫,但在待加工布料输送过程中容易出现移位,因此需要纠偏装置对偏移的布料及时修正。例如公告号为cn108914408a的中国发明专利公开了一种自动下摆绷缝机工作站,在第二自动折边机构远离绷缝机一端的缝纫机架安装有第三纠编装置,第二自动折边机构远离自动压料送料机构一侧的缝纫机架上安装有第一纠编装置,且第一纠编装置远离第二自动折边机构一侧的缝纫机架上安装有第一自动折边机构,所述第一自动折边机构靠近左送料轮的一端固定有第二纠编装置,纠编装置设置较为分散,只能分别对布料局部纠正,且与送料装置协调性较差。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种冚车自动下摆机的送料纠偏装置,通过纠偏装置同步送料与纠偏,实现整体面料移动纠偏,提升纠偏协调性,稳定性更好,也便于维护的优点。
4.为达到上述目的,本实用新型的技术方案如下:
5.一种冚车自动下摆机的送料纠偏装置,包括:安装在机架上的工作台、装配在所述工作台上方的放料台、装配在所述工作台上且位于所述放料台一侧的纠偏装置,及设置在所述放料台上方的折边定位装置,其特征在于:所述的纠偏装置,包括:与工作台滑动连接,用于纠偏装置整体前后移动的纠偏滑移装置,固定连接在所述纠偏滑移装置上,用于输送布料的纠偏送料装置,以及装配在所述纠偏送料装置侧上方,用于压持布料的纠偏压料装置;所述纠偏压料装置配置有压料驱动件,并通过所述压料驱动件实现自身与所述纠偏送料装置间的相互靠近或远离。送料纠偏装置同时具备送料与纠偏功能,当发现布料偏移时送料与纠偏能够同步协调动作,及时对偏移的布料位置进行纠正。
6.作为本技术的一种优选方案,所述纠偏送料装置包括第一安装座,与所述第一安装座固定连接用于送料动力输出的第一电机,以及通过滚动方式输送布料的送料滚轴,所述第一电机的转轴通过联轴器与送料滚轴传动连接。
7.作为本技术的一种优选方案,所述纠偏压料装置包括:用于驱动自身与纠偏送料装置间相互靠近或远离的紧凑气缸,由所述紧凑气缸驱动,并与第一安装座滑动连接的第二安装座,与所述第二安装座固定连接的第二电机,以及压料滚轴,所述第二电机的转轴通过传动装置与压料滚轴传动连接。
8.作为本技术的一种优选方案,所述送料滚轴和压料滚轴的前端均设有若干个间隔排列的凸环,且所述送料滚轴和压料滚轴的凸环交错排列,并能够相互嵌合。
9.作为本技术的一种优选方案,所述压料滚轴为两根,所述第二电机的转轴上装配
有第一同步轮,并通过所述第一同步轮与两根压料滚轴上的第二同步轮传动连接,实现两根压料滚轴同步转动。
10.作为本技术的一种优选方案,所述纠偏滑移装置包括固定装配在工作台上的纠偏底板,固定装配在所述的纠偏底板底部的第三电机,所述第三电机的传动轴上装配有传动齿轮,并通过所述传动齿轮与所述第一安装座底面设置的齿条传动连接。通过纠偏装置的送料滚轴与压料滚轴对布料待加工区域整体覆盖及凸环作用,有效提升纠偏对布料的牵引效果。
11.作为本技术的一种优选方案,所述送料纠偏装置,还包括有预送料装置,所述预送料装置分为左预送料装置和右预送料装置,所述左预送料装置安装在工作台上,且位于送料滚轴下方,所述右预送料装置安装在第二安装座上,且位于压料滚轴下方。
12.作为本技术的一种优选方案,所述左预送料装置包括通过第三安装座固定在工作台底部的第四电机,通过第四安装座固定在工作台上方的左预送料滚筒,所述第四电机通过同步轮传动装置将动力传送到左预送料滚筒上。
13.作为本技术的一种优选方案,所述左预送料滚筒下方设置有左风管。
14.作为本技术的一种优选方案,所述折边定位装置包括3组传感器,第一传感器位于定位装置的中部并与放料台垂直设置,第二传感器、第三传感器位于所述第一传感器的两侧并向其倾斜。
15.综上所述,本实用新型具有如下有益效果:
16.本实用新型实施例提供的一种冚车自动下摆机的送料纠偏装置,其纠偏装置具备纠偏功能的同时具备将布料送至送料台的功能,且纠偏装置对布料待加工区域整体覆盖,有效提升对布料的牵引效果,当发现布料偏移时送料与纠偏能够协调调整,配合一致;配合预送料装置使用,使进入纠偏装置的布料更平整,输送更顺畅。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
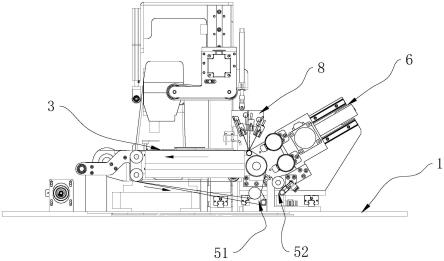
18.图1为本实用新型实施例冚车自动下摆机的送料纠偏装置组装结构的正面示意图;
19.图2为图1另一角度的结构示意图;
20.图3为本实用新型实施例中送料纠偏装置的分解结构示意图;
21.图4为本实用新型实施例中纠偏装置的整体结构示意图;
22.图5为本实用新型实施例中纠偏装置的分解结构示意图;
23.图6为本实用新型实施例中左预送料装置的结构示意图;
24.图7为本实用新型实施例中冚车自动下摆机的送料纠偏装置的结构示意图;
25.图8为本实用新型实施例中折边定位装置的结构示意图。
具体实施方式
26.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明。本实用新型的方位的描述按照图1所示的方位进行,也即图1所示的上下左右方向即为描述的上下左右方向,图1所朝的一方为前方,背离图1的一方为后方。
27.本文所提及的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而仅用于区分不同的组成部分,需要理解的是,术语“上”、“下”、“内”、“外”等指示方位或位置关系是基于附图所述的位置关系,仅是为了便于描述本实用新型或简化描述,而不是指示必须具有的特定的方位。
28.实施例
29.参照图1-8,一种冚车自动下摆机的送料纠偏装置,包括:安装在机架上的工作台1、装配在工作台1上方的放料台3、装配在工作台1上且位于放料台3右侧的纠偏装置6,及设置在放料台3右上方的折边定位装置8,纠偏装置6配置有纠偏滑移装置63并通过纠偏滑移装置63与工作台1滑动连接,纠偏滑移装置63上固定连接有纠偏送料装置61,纠偏送料装置61的右侧上方装配有纠偏压料装置62,所述纠偏压料装置62配置有压料驱动件64,并通过所述压料驱动件64实现自身与所述纠偏送料装置61间的相互靠近或远离。使用时,纠偏送料装置61位于待加工布料的左侧,通过纠偏送料装置61的轴向滚动使待加工布料整体往工作台方向输送,同时纠偏压料装置62压接在待加工布料的右一侧,与纠偏送料装置61同时对布料形成压合力,起到稳定布料并辅助输送的作用,当折边定位装置8检测到布料偏移时,纠偏滑移装置63启动,并通过前后移动调整纠偏送料装置61、纠偏压料装置62所夹持布料的位置,实现整体纠偏的目的。
30.纠偏送料装置61包括:呈“l”形结构的第一安装座611,设置在第一安装座611竖边后面并与其固定连接的第一电机612,第一安装座611设有电机转轴通过的通孔,第一电机612的转轴通过联轴器613与位于第一安装座611前面的送料滚轴614转动连接,同时第一安装座611横边底部还设置有用于与纠偏滑移装置63传动连接的齿条615。通过第一电机612驱动,使用送料滚轴614逆时针方向转动,使布料往送料台方向输送。纠偏压料装置62包括:设置在第一安装座611后面且位于第一电机612斜上方的紧凑气缸626,由紧凑气缸626驱动,并与第一安装座611前面滑动连接的第二安装座621,第二安装座621上设有电机转轴通过的通孔及装配压料滚轴624的轴承孔,第二电机622安装在第二安装座621的前面,并通过电机转轴通孔与第一同步轮623转动连接,压料滚轴624为2根,与送料滚轴614呈“品”字型排列,分别装配在第二安装座621的轴承孔上,压料滚轴624后端均装配有第二同步轮625,第一同步轮622与第二同步轮625之间通过传动皮带连接实现同步动力传送。放料时,紧凑气缸626动作,使用压料滚轴624与送料滚轴614之间处于远离状态,放料完毕,紧凑气缸626再次动作,使压料滚轴624与送料滚轴614之间相互靠近,并压住布料。
31.为了使压料效果更好,减少布料移位,送料滚轴614和压料滚轴624的前端均设有若干个间隔排列的凸环,凸环微凸出滚轴表面,间隔形成均匀的凹凸齿状,送料滚轴614和压料滚轴624的凸环交错排列,当压料滚轴624与送料滚轴614之间相互靠近时滚轴上的凸环能够相互齿合,进一步提升压料效果。
32.纠偏滑移装置63包括:固定装配在工作台1上的纠偏底板631,固定装配在的纠偏
底板631底部的第三电机632,纠偏底板631设有电机轴通过的通孔,第三电机632的传动轴穿过通孔并装配有传动齿轮6321,通过传动齿轮6321与第一安装座611底面的齿条615传动连接。通过第三电机632动作,使纠偏底板631能够在工作台1上前后移动,从而实现纠偏装置的前后移动。其中,本实施方式提到的多处滑动连接,均为滑轨与滑块结构。
33.为了使布料更加平顺,送料更为顺畅,本实施方式还设置有预送料装置5,预送料装置5分为左预送料装置51和右预送料装置52,左预送料装置51安装在工作台1上,且位于送料滚轴614下方,右预送料装置52安装在第二安装座621上,且位于压料滚轴624下方。左预送料装置51包括:通过第三安装座511固定在工作台1底部的第四电机512,通过第四安装座513固定在工作台1上方的左预送料滚筒514,第四电机512通过同步轮传动装置将动力传送到左预送料滚筒514上。左预送料滚筒514下方设置有左风管515,用于吹片布料防止皱褶。右预送料装置52包括,安装在第二安装座621下方的右预送料滚筒521及设置在右预送料滚筒521下方的右风管522。左预送料装置51和右预送料装置52相对设置,布料从预送料滚筒之间通过,同时在风管吹风作用下,使布料更为平顺。
34.折边定位装置8设置在放料台3上方,位于冚车机头与纠偏装置6之间,包括有3组传感器,第一传感器81位于定位装置8的中部并与放料台3垂直设置,第二传感器82、第三传感器83位于所述第一传感器81的两侧并向第一传感器81方向倾斜设置,从多个方向对布料定位,提高定位的精度,当监测到布料折边移位时候,将信号传输到纠偏装置,使布料到达冚车机头缝纫前纠正偏移。
35.综上所述,本实用新型实施例通过提供冚车自动下摆机的送料纠偏装置同时具备送料与纠偏功能,当发现布料偏移时送料与纠偏能够协调调整,且纠偏装置对布料待加工区域整体覆盖,有效提升对布料的牵引效果,同时配合预送料装置,使进入纠偏装置的布料更平整,输送更顺畅。
36.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1