用于生产单层或多层无纺织物的设备和方法与流程
本发明涉及一种用于生产单层或多层无纺织物的设备和方法。
背景技术:
1、在无纺领域内由纤维生产几乎各向同性的无纺织物(例如用于抹布或卫生用品)时,将借助于梳理机梳理的纤维网在交叉铺网机中折叠,以生产md/cd比为1.3:1-2.1:1的无纺织物,在交叉铺网机下游将该无纺织物进一步加固。例如,如果要生产重量为40g/m2的无纺织物作为最终产品,则梳理机生产30g/m2的纤维网。这种纤维网以例如100m/min的速度进入下游的无纺织物铺网机中,并且在那里折叠成四叠以便产生期望的md/cd比。然后,多层无纺织物以例如22m/min的速度从交叉铺网机进入到拉伸和加固站中,以便接着以80m/min的速度卷起。在这种情况下,由梳理机生产的无纺织物越轻,在交叉铺网机中折叠过程或者交叉铺网过程越灵敏,因为气流和高速极大地影响折叠过程。此外,对于设备操作员来说,交叉铺网机是非常昂贵的投资,基于材料流的l形状,该交叉铺网机占用了大量空间并且同时也不受希望地限制了生产品质和生产数量。
2、例如,由文献ep 0777771 b1已知一种用于空气动力学地生产纤维网的设备,该设备也被称为气流成网梳理机。利用这些气流成网梳理机,可以生产出几乎各向同性的纤维网。缺点是在无纺织物重量较高时生产速度低。
技术实现思路
1、本发明的任务在于,提供一种用于生产单层或多层无纺织物的设备和方法,所述设备可以灵活地使用并且能够以高的生产能力生产几乎各向同性的无纺织物。
2、本发明通过根据权利要求1和12所述的教导解决所提到的任务;本发明的其它有利的构造特征通过从属权利要求表明。
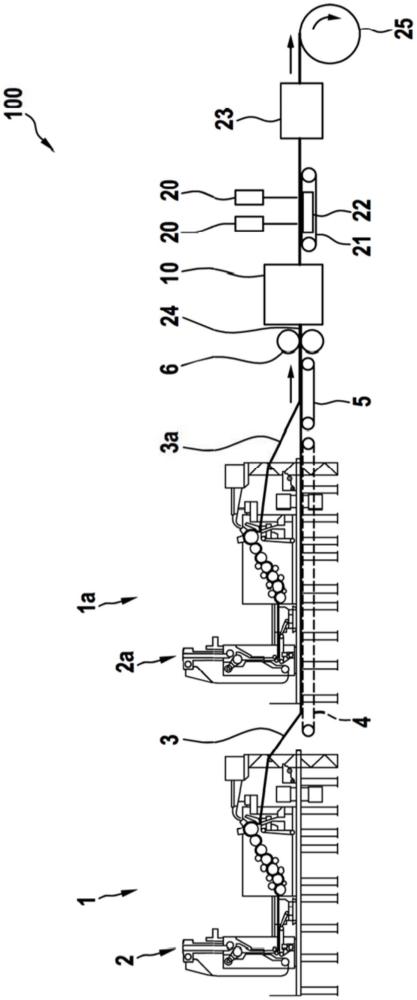
3、按照根据权利要求1的技术教导,用于生产单层或多层无纺织物的设备包括:至少一个梳理机,构造用于借助于空气动力学工艺生产纤维网;第一运输带,构造用于将纤维网从梳理机运送至压紧部,其中,所述压紧部构造用于将纤维网压缩成无纺织物。
4、通过空气动力学地生产纤维网,纤维网具有高的各向同性,这种各向同性在其他情况下仅能通过湿法成网工艺或者气流成网工艺实现。不同于这些方法,可利用例如气流成网梳理机加工各种范围的纤维长度、纤维细度和纤维类型。
5、为了有效率地进一步处理生产的大量纤维网,本发明规定,沿材料运送方向布置有下游的拉伸装置,该拉伸装置构造用于将无纺织物拉伸至少1.5倍。接着可以通过不同的方式将无纺织物加固。
6、所述设备在此这样配置,使得在没有无纺织物铺网机的情况下可以以高生产能力生产各向同性无纺织物。所述设备的生产能力高于在使用传统的梳理机连同下游的无纺织物铺网机的情况并且投资显著较低。按照本发明,在最终产品的相同单位面积重量为例如40g/m2的情况下,生产能力可以翻一倍。另一个优点是在生产无纺织物时错误率较低,因为在折叠薄的无纺织物或纤维网时,边缘经常翻卷,由此在横截面上发生不同的材料堆积。
7、在这种情况下,所述设备可以具有至少一个另外的梳理机,所述至少一个另外的梳理机构造用于借助于空气动力学工艺生产另外的纤维网。如果有空间,则可以成排地布置任意数量的梳理机,将这些梳理机的纤维网一起进一步处理。通过使用的梳理机数量的变化,在无纺织物拉伸1.5至4倍时,最终产品在面积重量和生产能力方面几乎可以任意变化。所述设备变得更加灵活并且比具有传统梳理机和无纺织物铺网机的设备更廉价。在此可以使用相同或不同的纤维品质。
8、在多个梳理机成排布置的情况下,用于输送来自沿材料运送方向的第一梳理机的纤维网的运输带可以至少部分地设置在其他梳理机的下方。在这种情况下,运输带可以在地下被引导或者布置在梳理机的支架之间。
9、在压紧部上游可以布置有单独的运输带,所述运输带构造用于相叠成层地承接纤维网。在这种情况下不必使单独的运输带和梳理机的牵拉带彼此同步。通过使梳理机构造为气流成网梳理机,可以使用紧凑的并且节省空间的梳理机。与根据无定向无纺织物原理或空气动力学工艺工作的其他梳理机相比,气流成网梳理机可以生产具有低单位面积重量的纤维网并且处理长度变化很大的纤维。
10、压紧部例如可以构造为至少一对罗拉,借此在不改变纤维结构或定向的情况下压缩纤维网。下游布置的拉伸装置具有至少一个上拉伸结构和下拉伸结构,借此可以将无纺织物拉伸1.5至4倍。所述拉伸装置可以由罗拉的布置结构或运输带的布置结构组成,这些罗拉或运输带分别具有光滑的表面,或者装配有针或者针布。
11、所述设备的进一步的灵活性可以通过如下方式实现,即,沿材料运送方向在拉伸装置下游并且在加固部上游布置有至少一个退绕站,所述退绕站构造用于将例如其他经梳理的无纺织物或一层纸或绵纸(tissue)在无纺织物下方和/或上方导入到所述设备中。实现一种非常灵活的设备,在该设备中可以将具有不同纤维长度的不同纤维按不同的单位面积重量导入并且单独或者一起加工。
12、下游的加固部可以构造为流体力学的加固部或者构造为热粘合器。流体力学加固部构造为水刺加固部,并且具有多个带相关联的抽吸装置的水射梁,这些水射梁能以40bar至400bar的压力运行。借助于水刺加固部可以将单个无纺织物或者多叠无纺织物相互加固、结合和/或结构化。借助于特别构造的喷嘴装置或与上方的包围作为纤维材料的幅面和/或无纺织物的结构化带相组合,无纺织物的结构化和借此提供图案的表面是可能的。备选地,加固和结构化也可以在具有拉紧的结构外壳的、未示出的滚筒上进行,该结构外壳布置在烘干机上游。
13、沿材料运送方向在流体力学的加固部下游可以布置有烘干机。
14、按照本发明的、用于生产单层或多层无纺织物的方法规定,借助于空气动力学工艺由纤维长度为10mm至60mm并且纤维细度为0.5dtex至30dtex的纤维生产至少一种md/cd比为1.0:1至1.2:1的纤维网。接着将所述纤维网压紧并且将产生的无纺织物拉伸至少1.5倍并且最后加固。按照本发明的方法能够在没有无纺织物铺网机的情况下以高的生产能力生产各向同性无纺织物。通过拉伸无纺织物,可以以高的生产速度生产出具有几乎任意的单位面积重量的各向同性无纺织物。与湿法成网工艺或者气流成网工艺相比,所述方法的耗费显著降低,并且可以处理在长度、细度和种类方面更多差异的纤维。
15、通过生产至少一个另外的第二纤维网,能够进一步提高所述设备的生产能力,所述另外的第二纤维网被放置在第一纤维网上并且与所述第一纤维网一起压紧成无纺织物。任意多的纤维网可以被单独生产、相叠地放置并且通过拉伸适配于最终重量。该方案基本上仅受一条线上有四个以上梳理机的情况下的空间需求的限制。
16、在此,上下相叠设置的纤维网全部优选具有与第一纤维网相同的特性。但是,本发明还提供了生产并且一起处理不同纤维品质的纤维网的可能性,其中两种纤维网具有大致相同的各向同性。
17、纤维网可以被拉伸1.5至4倍、优选2倍。
18、例如每个梳理机的纤维网可以具有20g/m2至400g/m2的单位面积重量并且以15m/min至200m/min的速度生产,优选具有80g/m2的单位面积重量并且以80m/min的速度生产。
19、所述方法的进一步的灵活性可以通过如下方式实现,即,将经拉伸的无纺织物与至少一个另外的无纺织物一起加固,所述另外的无纺织物借助于退绕站导入到所述设备中。在此,例如可以作为梳理机无纺织物或者作为纸层或绵纸层而存在的额外的无纺织物能够设置在无纺织物的上方和/或下方。因此可以利用另外的、优选较轻品质的无纺织物在一侧覆盖或者包围经拉伸的无纺织物,从而能够生产很多品种,例如卫生产品。
20、经拉伸的无纺织物的加固可以单独地或者与从退绕站导入的无纺织物相组合,根据纤维类型流体力学地或者热学地进行。
- 还没有人留言评论。精彩留言会获得点赞!