用于由纤维制造非织造织物的方法和设备与流程
本发明涉及一种用于由纤维制造非织造织物的方法,其中,通过至少一个熔喷喷丝头、优选至少两个熔喷喷丝头由热塑性塑料产生连续长丝,还通过至少一个纤维分解装置产生浆粕短纤维,在纤维分解装置中,由浆粕短纤维产生至少一个短纤维空气流,来自所述至少一个熔喷喷丝头的连续长丝作为长丝空气流流动,并且连续长丝和浆粕短纤维在铺放筛带上的铺放区域中铺放成非织造织物或非织造纤维网。本发明还涉及一种用于由纤维制造非织造织物的设备。在本发明的范围内,术语纤维既指连续长丝,也指短纤维。连续长丝由于其几乎无穷无尽的长度而不同于短纤维,短纤维的长度明显较小,例如为0.1mm至60mm。使用根据本发明的方法或根据本发明的设备可以制造至少包含连续长丝或者说熔喷连续长丝和短纤维或者说浆粕短纤维的非织造织物。
背景技术:
1、开头所述类型的方法和设备在不同的实施形式中基本上是从实践中已知的。含有浆粕短纤维的非织造织物具有非常高的液体吸收能力的特点。这些基于浆粕短纤维的非织造织物例如用于吸液布,例如用于擦拭布。液体特别是可以是水或含水液体。然而,在制造含有浆粕短纤维的非织造织物时,已被证实的是,在非织造织物的高液体吸收能力和足够的稳定性或强度之间存在冲突。为了稳定或机械稳定非织造织物,已知使用连续长丝和浆粕短纤维的混合物用于非织造织物。在此,连续长丝基本上负责非织造织物的强度或稳定性,而浆粕短纤维保证所得产品的液体吸收能力。然而,这些由连续长丝和浆粕短纤维组成的非织造织物在液体吸收能力和机械强度之间的优化折衷方面仍存在改进需要。此外,已被证实的是,在实践中已知的方法中,连续长丝和浆粕短纤维在最终产品中分布的均匀性还有待提高。在这方面也存在改进需要,因为在连续长丝和浆粕短纤维分布非常均匀的情况下,即使在连续长丝的含量相对较低的情况下,也可以在非织造织物的机械强度和液体吸收能力之间实现令人满意的折衷。
技术实现思路
1、因此,本发明的技术问题是给出一种开头所述类型的方法,利用其可以由连续长丝或熔喷连续长丝和短纤维或浆粕短纤维制造非织造织物,其具有在强度或稳定性和液体吸收能力之间的优化折衷的优点,并且在其中特别是存在连续长丝和浆粕短纤维的分布的高均匀性。此外,本发明的技术问题是给出一种用于制造这种非织造织物的设备。
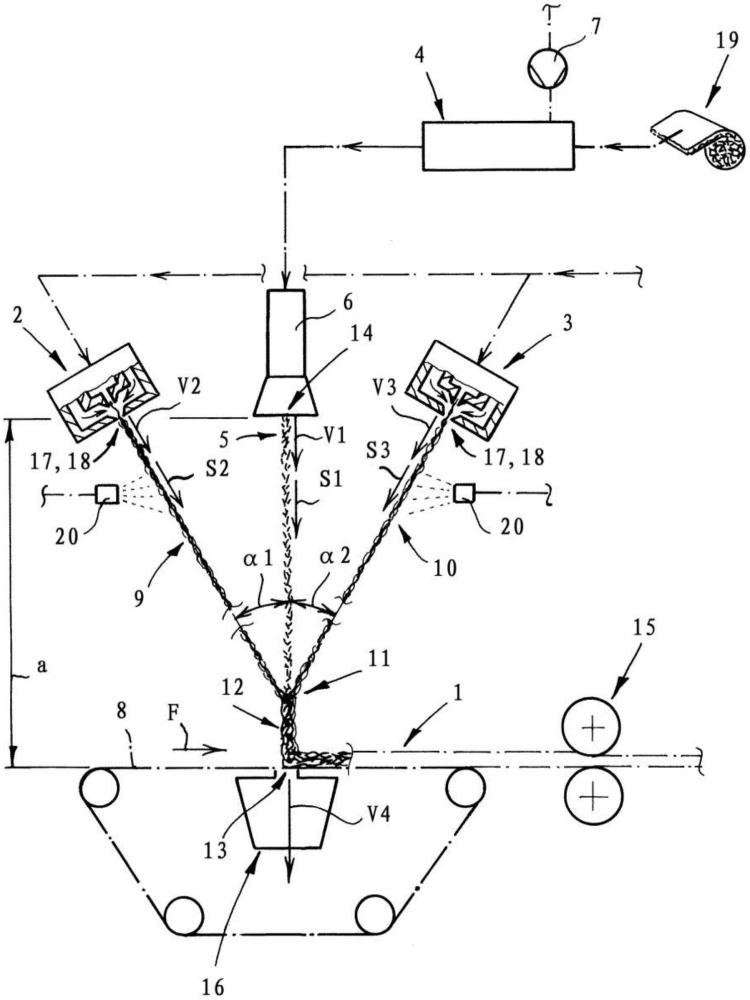
2、为了解决该技术问题,本发明教导了一种由纤维制造非织造织物的方法,其中,通过至少一个熔喷喷丝头、优选至少两个熔喷喷丝头由热塑性塑料产生连续长丝,还通过至少一个纤维分解装置产生浆粕短纤维,在纤维分解装置中,由浆粕短纤维产生至少一个短纤维空气流,该短纤维空气流被引导通过出口通道并从该出口通道排出,并以初始体积流量v1和流动方向s1朝透气的铺放筛带的方向流动;
3、来自所述至少一个熔喷喷丝头的连续长丝作为长丝空气流以初始体积流量v2朝短纤维空气流的方向流动;
4、长丝空气流和短纤维空气流在铺放筛带的上方汇集在接触区中,并作为连续长丝-短纤维混合物在铺放筛带上的铺放区域中铺放成非织造织物或非织造纤维网;
5、在纤维的或连续长丝-短纤维混合物的铺放区域中,空气或过程空气以体积流量v4从下方抽吸通过铺放筛带,其中,体积流量v4大于体积流量v1和v2的总和。
6、在根据本发明的方法的范围内,通过所述熔喷喷丝头产生熔融的塑料长丝,并将其挤出成快速的鼓风空气流。鼓风空气也适宜地从熔喷喷丝头排出,并且其优选是温的或热的鼓风空气。然后,包括产生的连续长丝和鼓风空气的长丝空气流从所述至少一个熔喷喷丝头或各熔喷喷丝头朝短纤维空气流的方向流动。所述熔喷喷丝头特别是关于熔融塑料长丝和鼓风空气的排出的设计将在下面更详细地解释。
7、根据本发明,由热塑性塑料产生连续长丝。在根据本发明的方法的范围中优选地,由至少一种聚烯烃产生连续长丝。至少一种聚烯烃建议是聚丙烯和/或聚乙烯,优选是聚丙烯。基本上,连续长丝也可以由其它热塑性塑料、如聚酯、例如聚对苯二甲酸乙二醇酯或聚酰胺以及上述热塑性塑料的混合物制成。建议的是,连续长丝或熔喷连续长丝的平均长丝直径在0.2μm与15μm之间,优选在0.5μm与12μm之间,更优选在0.5μm与10μm之间。
8、在本发明的范围内,术语“浆粕”特别是指基于纸浆或纤维素的纤维材料。适宜地,在根据本发明的方法的范围中使用固体浆粕。术语“固体浆粕”特别是指基于纸浆或纤维素的干燥材料。特别优选地,在本发明的范围内使用由固体浆粕构成的纤维网,并且通过所述至少一个纤维分解装置将其离解成浆粕短纤维。在根据本发明的方法的范围内使用的浆粕优选地经过预处理。在所述至少一个纤维分解装置中产生的浆粕短纤维适宜地具有0.05mm至5mm、优选0.1mm至4mm、特别优选0.1mm至3mm的长度或平均长度。
9、根据本发明的优选实施形式,纤维分解装置是锯磨机。根据本发明,在纤维分解装置中,从浆粕短纤维产生短纤维空气流,该短纤维空气流被引导通过出口通道并且以初始体积流量v1从出口通道排出并以流动方向s1朝透气的铺放筛带的方向流动。出口通道适宜地是纤维分解装置的部分或连接到纤维分解装置上。在本发明的范围内,初始体积流量v1是指短纤维-空气混合物直接或者说紧接在从出口通道排出之后的体积流量。
10、根据本发明的优选实施形式,透气的铺放筛带是可连续运动的且透气的铺放筛带、特别是连续循环的铺放筛带。
11、根据本发明,所产生的连续长丝从所述至少一个熔喷喷丝头作为长丝空气流以初始体积流量v2朝短纤维空气流的方向流动。在此,初始体积流量v2特别是指在连续长丝被施加鼓风空气之后长丝空气流的直接或者说紧接地存在于熔喷喷丝头下方的体积流量。
12、根据本发明,在或至少在纤维的或连续长丝-短纤维混合物的铺放区域中,通过铺放筛带抽吸空气或过程空气。为此,适宜地,至少一个抽吸装置或抽吸鼓风机布置在铺放筛带的下方、特别是在铺放区域的下方。根据本发明,通过铺放筛带抽吸的体积流量v4大于体积流量v1和v2的总和,因此:v4>(v1+v2)。根据本发明的方法的特别优选的实施形式,体积流量v4对应于体积流量v1和v2的总和的1.05倍至30倍之间、优选5倍至25倍之间、更优选10倍至20倍之间。
13、根据本发明的特别优选的实施形式,存在至少两个熔喷喷丝头、特别是两个熔喷喷丝头。连续长丝特别优选地从第二熔喷喷丝头作为第二长丝空气流以初始体积流量v3朝短纤维空气流的方向流动。在此,初始体积流量v3特别是指在连续长丝被施加鼓风空气之后长丝空气流的直接或紧接地存在于熔喷喷丝头或第二熔喷喷丝头下方的体积流量。非常特别优选的是,体积流量v4大于体积流量v1、v2和v3的总和,从而特别适用:v4>(v1+v2+v3)。根据本发明的方法的特别优选的实施形式,体积流量v4对应于体积流量v1、v2和v3的总和的1.05倍至30倍之间、优选5倍至25倍之间、更优选10倍至20倍之间。
14、已被证明,长丝空气流在铺放筛带的输送方向f上在短纤维空气流之前流动,而第二长丝空气流优选在铺放筛带的输送方向f上在短纤维空气流之后流动。
15、在本发明的范围内,长丝空气流关于其流动方向s2至少部分区域地或局部区段地以与短纤维空气流的流动方向s1成角度α1地流动。适宜地,第二长丝空气流关于其流动方向s3至少部分区域地或局部区段地以与短纤维空气流的流动方向s1成角度α2地流动。本发明的一个特别优选的实施形式的特征在于,角度α1和/或角度α2大于10°,特别优选大于20°,非常特别优选大于25°。因此,在本发明的范围内,两个长丝空气流流向短纤维空气流。对于所述长丝空气流关于其流动方向s2或s3以与短纤维空气流的流动方向s1成角度α1或α2地流动,其在本发明的范围内特别是指,长丝空气流的流动矢量至少部分区域地或局部区段地与短纤维空气流的流动方向s1或流动矢量成角度α1或α2地延伸。在本发明的范围内,术语流动方向和流动矢量特别是指相应的流的平均流动方向或流动矢量。
16、在本发明的范围内特别优选地,所述至少一个长丝空气流、特别是多个长丝空气流关于其流动方向s2或s3至少在接触区中或在接触区之前不远处与短纤维空气流的流动方向s1成角度α1或α2地流动。因此,角度α1和α2特别是指倾斜角,长丝空气流在接触区中以该倾斜角与短纤维空气流相交。根据本发明的优选实施形式,所述至少一个长丝空气流、特别是两个长丝空气流关于其流动方向沿着整个流动路径——特别是直线地或基本上直线地——从相应的熔喷喷丝头以与短纤维空气流的流动方向s1成角度α1或α2地一直流动到接触区。在此特别优选地,所述至少一个长丝空气流或各所述长丝空气流和/或短纤维空气流无引导介质地从熔喷喷丝头或出口通道流动到接触区。
17、如上所述,角度α1和/或角度α2大于10°,特别优选大于20°。已被证明,角度α1和/或角度α2大于25°,优选大于30°,更优选大于35°,例如大于40°。建议的是,角度α1和/或角度α2的值在10°至75°之间,优选在20°至70°之间,特别优选在25°和65°之间,并且非常特别优选在30°和65°之间,例如在35°和60°之间。在本发明的范围内,角度α1和α2具有相同的值,使得两个长丝空气流在接触区中特别是在两侧对称地与短纤维空气流或中心的短纤维空气流相交。然而,原则上也可能的是,角度α1和α2具有不同的值。
18、按照根据本发明的方法的优选实施形式,短纤维空气流从出口通道或出口通道端部关于其流动方向s1垂直于或基本上垂直于铺放筛带的筛带表面地流动。因此,短纤维空气流的流动方向s1特别是垂直于或基本上垂直于透气的铺放筛带的筛带表面地定向。在本发明的范围内,这特别是意味着,短纤维空气流的流动矢量垂直于或基本上垂直于筛带表面的平面延伸地延伸。
19、在本发明的范围内,在短纤维空气流和长丝空气流之间的间隙和/或在短纤维空气流和第二长丝空气流之间的间隙中吸入二次空气。二次空气在此特别是以体积流量vsek吸入,其中,vsek适宜地是总吸入的二次空气的总体积流量。优选适用的是:v4≥(v1+v2+vsek)和/或v4≥(v1+v2+v3+vsek)。建议的是,v4对应于体积流量v1、v2、vsek的总和的和/或体积流量v1、v2、v3、vsek的总和的1至30倍之间、优选5至25倍之间、更优选10至20倍之间。在本发明的范围内,表述“二次空气”特别是指附加地通过长丝空气流和/或短纤维空气流的流动运动吸入的空气,该空气不对应于熔喷喷丝头的鼓风空气,并且不对应于与浆粕短纤维一起从出口通道排出的空气。在本发明的范围内,熔喷喷丝头的鼓风空气和从出口通道与浆粕短纤维一起排出的空气特别是称为一次空气。此外在本发明的范围内,术语“空气”还包括类似空气的气体或流体混合物。
20、适宜地,短纤维空气流在出口通道中被加速,特别是由纤维分解装置的鼓风机加速。因此,根据优选实施形式,纤维分解装置具有向纤维分解装置供应空气的鼓风机。在本发明的范围内,用于在纤维分解装置中产生短纤维空气流的空气流由离解过程和/或由鼓风机产生。根据本发明的优选实施形式,纤维分解装置是锯磨机。然后,用于产生短纤维空气流的空气流优选地由锯磨机中的研磨过程和/或由锯磨机的鼓风机产生。根据优选实施形式,在出口通道中加速的短纤维空气流以初始体积流量v1从出口通道中排出。
21、根据本发明的特别优选的实施形式,所述至少一个熔喷喷丝头具有多个布置成一排的喷嘴开口,并且优选地具有两个在两侧平行于该排喷嘴开口延伸的且朝喷嘴开口的方向倾斜的空气流入间隙,鼓风空气从所述空气流入间隙排出。适宜地,所述至少两个、特别是两个熔喷喷丝头这样设计。对于所述熔喷喷丝头具有多个布置成一排的喷嘴开口,其在本发明的范围内特别是指熔喷喷丝头仅具有唯一一排喷嘴开口。这种熔喷喷丝头也被称为单排喷嘴。适宜地,所述熔喷喷丝头分别具有至少两个、特别是两个空气流入间隙,其在两侧平行于该排喷嘴开口延伸。在本发明的范围内,在两侧平行延伸的空气流入间隙特别是指空气流入间隙的纵向延伸部平行于该排喷嘴开口的纵向延伸部而伸展。此外建议空气流入间隙朝喷嘴开口或该排喷嘴开口的方向倾斜。由此特别是实现了从空气流入间隙排出的鼓风空气或从空气流入间隙排出的面状的鼓风空气流从侧向或相反的侧向以迎流角冲击挤出的连续长丝帘。鼓风空气相对于产生的连续长丝的流动方向的迎流角优选地小于30°,优选小于20°。优选地,来自所述熔喷喷丝头的两个空气流入间隙的连续长丝均匀地或对称地被施加鼓风空气。然而,原则上,也可以通过熔喷喷丝头的两个空气流入间隙向连续长丝在鼓风空气的温度和/或体积流量方面不均匀或不对称地加载。
22、根据本发明的另一优选实施形式,所述至少一个熔喷喷丝头具有多个布置成多排的喷嘴开口,其中优选地,每个喷嘴开口配设有空气流入开口或自身的空气流入开口,鼓风空气从所述空气流入开口排出。具有用于排出熔融的塑料长丝的布置成多排的喷嘴开口的这种熔喷喷丝头也称为多排喷嘴。在本发明的范围内,所述至少两个、特别是两个熔喷喷丝头以这种方式设计。对于熔喷喷丝头的每个喷嘴开口都具有空气流入开口或自身的空气流入开口,这在本发明的范围内特别是指,相应的空气流入开口直接配设给或可以直接配设给喷嘴开口。在本发明的范围内,熔喷喷丝头的空气流入开口包围相应的喷嘴开口并且特别是与相应的喷嘴开口同轴地布置。然后,鼓风空气适宜地平行于塑料熔体或熔融的塑料长丝同轴地从配设给喷嘴开口的空气流入开口流出并且适宜地护套形地包围产生的长丝。
23、根据本发明的另一优选实施形式,所述至少一个熔喷喷丝头具有多个布置成多排的呈喷嘴开口形式的出口开口和空气流入开口,其中,出口开口或者说喷嘴开口和空气流入开口优选地彼此间隔开地布置成规则和/或不规则的图案,并且其中优选至少90%的空气流入开口、特别是每个空气流入开口配设有至少两个喷嘴开口和/或优选至少90%的喷嘴开口、特别是每个喷嘴开口配设有至少两个空气流入开口。在本发明的范围内,所述至少两个、特别是两个熔喷喷丝头这样设计。本发明的该实施形式的特征在于,排出塑料熔体或熔融的塑料长丝的相应的喷嘴开口并不直接配设有自身的空气流入开口。相反,每个喷嘴开口优选地配设有至少两个空气流入开口。在该实施形式的范围内,从空气流入开口排出鼓风空气。优选地,喷嘴开口构造为使得只有聚合物熔体从喷嘴开口中排出,并且聚合物熔体特别是在没有直接配设给相应的喷嘴开口或与喷嘴开口同轴地排出的鼓风空气流的情况下从喷嘴开口排出。适宜地,只有鼓风空气从空气流入开口排出。在该优选实施形式的范围内,熔喷喷丝头的出口开口的一部分以喷嘴开口的形式构造并且出口开口的一部分或另一部分以空气流入开口的形式构造。在该实施形式的范围内建议,熔喷喷丝头的直接相邻的出口开口在至少一个喷嘴方向上的距离在整个喷嘴上是相同的或基本上相同的。此外优选地,喷嘴开口在出口开口的总量中所占的份额在10%至50%之间,优选在12%至45%之间,更优选在15%至40%之间。
24、根据本发明的优选实施形式,如果存在至少两个、特别是两个熔喷喷丝头,则优选地,两个熔喷喷丝头或所有熔喷喷丝头在喷嘴开口和空气流入开口或空气流入间隙方面相同地构造。然而,原则上,至少两个不同的熔喷喷丝头也可以在根据本发明的方法的范围内组合。此外优选地,熔喷喷丝头的出口开口、特别是喷嘴开口和/或空气流入开口构造为圆的或圆形的。
25、本发明已经认识到,通过根据本发明的特殊流动条件并且特别是通过短纤维空气流和所述长丝空气流的初始体积流量的总和与通过铺放筛带吸入的体积流量的比值可以提供一种方法,利用该方法可以由连续长丝和浆粕短纤维制造非织造织物,其具有连续长丝和浆粕短纤维的分布的非常高的均匀性的特点以及特别是在非织造织物的稳定性或强度和液体吸收能力之间的优化折衷的特点。特别有利的结果在此可以如下实现,所述长丝空气流(分别)与短纤维空气流的流动方向成角度地流动,并且特别是两个长丝空气流在两侧与中心短纤维空气流成角度地、特别是优选对称地流动。铺放在铺放筛带上的连续长丝-短纤维混合物适宜地是包括连续长丝的基体,浆粕短纤维嵌入该基体中。
26、按照根据本发明的方法的优选实施形式,所述至少一个长丝空气流、优选多个长丝空气流的连续长丝在熔喷喷丝头和铺放筛带之间、特别是在长丝空气流的远离短纤维空气流的一侧被喷水。为了向连续长丝喷水,优选地设置一个或相应一个水喷嘴,该水喷嘴特别是布置在相应的长丝空气流的远离短纤维空气流的一侧上。因此适宜地,所述至少一个水喷嘴或所述多个水喷嘴位于所述长丝空气流的外侧。在本发明的范围内,水喷嘴配设给相应的熔喷喷丝头,并且优选地在长丝流动方向上布置在熔喷喷丝头的下方、特别是在熔喷喷丝头的直接下方。因此,连续长丝在从熔喷喷丝头排出之后、特别是立即在从熔喷喷丝头排出之后被喷水。通过这种方式,可以实现产生的连续长丝的有针对性的冷却。
27、优选地,每kg空气中浆粕短纤维含量为0.0138kg至0.0833kg、优选0.0222kg至0.0694kg、更优选0.0277kg至0.05kg的短纤维空气流从出口通道排出。建议的是,每kg空气中浆粕短纤维含量大于0.0138kg、优选大于0.0222kg、更优选大于0.0277kg的短纤维空气流从出口通道排出。适宜地,每kg空气中的浆粕短纤维的含量可以通过纤维分解装置的速度来控制和/或调节,特别是可以通过纤维分解装置的进料速度来控制和/或调节。
28、此外优选地,每kg空气中连续长丝含量为0.002kg至0.5kg、优选0.01kg至0.25kg、更优选0.015kg至0.12kg、特别优选0.018kg至0.1kg的所述至少一个长丝空气流或所述多个长丝空气流从熔喷喷丝头排出。建议的是,每kg空气中连续长丝含量大于0.002kg、优选大于0.01kg、更优选大于0.015kg、特别优选大于0.018kg的所述至少一个长丝空气流、优选多个长丝空气流(分别)从熔喷喷丝头排出。此外,在本发明的范围内,每kg空气中含有相同含量的连续长丝的多个长丝空气流、特别是两个长丝空气流从熔喷喷丝头排出。按照根据本发明的方法的替代实施形式,每kg空气中含有不同含量的连续长丝的多个长丝空气流、特别是两个长丝空气流从熔喷喷丝头排出。每kg空气的从熔喷喷丝头排出的长丝空气流的连续长丝的含量根据本发明的建议的实施形式通过控制和/或调节热塑性塑料的质量流和/或从熔喷喷丝头的空气流入间隙或空气流入开口离开的鼓风空气来调节。根据本发明的特别优选的实施形式,铺放的非织造织物中的连续长丝的含量在10至35重量%之间、优选在15至30重量%之间、更优选在20至28重量%之间。
29、如上所述,根据本发明的有利实施形式,短纤维空气流在出口通道中由纤维分解装置的鼓风机加速。就此而言优选地,由纤维分解装置的鼓风机吸入的空气被预处理。特别优选地,由鼓风机吸入的预处理空气在28℃时的相对湿度大于65%。
30、在本发明的范围内,出口通道相对于铺放筛带的筛带表面是高度可调节的。适宜地,在出口通道端部与筛带表面之间的距离a在200mm至1000mm之间,优选在300mm至750mm之间,更优选在400mm至600mm之间,并且特别优选在460mm至530mm之间。因此,出口通道或出口通道端部相对于铺放筛带的筛带表面在这些区域内是高度可调节的。非常特别优选地,通过相对于铺放筛带的筛带表面调节出口通道的高度,吸入的二次空气量是可控制和/或可调节的。在根据本发明的方法的范围内,建议如下设定出口通道的高度:v4≥(v1+v2+vsek)和/或v4≥(v1+v2+v3+vsek)。吸入的二次空气量在此特别是指在短纤维空气流与至少一个、优选两个长丝空气流之间吸入的二次空气或二次空气量。在本发明的范围内,术语“出口通道端部”特别是指出口通道的面向铺放筛带的端部。优选地,出口通道的壁在出口通道端部的区域内设计为,使得出口通道端部的内部横截面构造成恒定的或发散的或收敛的。通过这种方式,可以特别是影响连续长丝和浆粕短纤维在接触区中的后续混合。在本发明的范围内,出口通道端部与筛带表面之间的距离a特别是垂直于筛带表面测量。由于吸入的二次空气量的可控制性和/或可调节性,可以功能可靠地影响特别是关于二次空气供应的流动条件。此外在本发明的范围内,通过出口通道或出口通道端部的高度调节或高度可调节性,特别是结合角度α1和/或α2,接触区的位置也是可设定的或可调节的。因此,特别是结合在出口通道端部的区域中的出口通道的壁的设计,并且优选地通过在出口通道端部的区域中的出口通道的壁的内部横截面的恒定设计,可以有利地影响连续长丝和浆粕短纤维的混合。
31、根据本发明,长丝空气流、优选多个或两个长丝空气流和短纤维空气流在铺放筛带的上方汇集在接触区中。建议在该接触区中发生长丝空气流和短纤维空气流的混合。根据本发明的优选实施形式,连续长丝-短纤维混合物作为均匀的或基本上均匀的混合物从接触区流动到铺放筛带。通过在根据本发明的流动条件和优选设置的角度下汇集短纤维空气流和长丝空气流,在本发明的范围内可以实现浆粕短纤维和连续长丝的优化混合和分布,从而紧接着接触区,均匀的或基本上均匀的连续长丝-短纤维混合物流动到铺放筛带并铺放成非织造织物或非织造纤维网。有利的是,连续长丝-短纤维混合物在其流动方向方面垂直于或基本上垂直于筛带表面地从接触区流动到铺放筛带或铺放区域。
32、在本发明的范围内,短纤维空气流相对于铺放筛带的宽度引导或输送至少50(kg/h)/m、特别是至少75(kg/h)/m、优选至少100(kg/h)/m、特别优选至少200(kg/h)/m的浆粕短纤维。在本发明的范围内,铺放筛带的宽度特别是指铺放筛带横向于、特别是垂直于铺放筛带的纵向延伸或输送方向的最大宽度。在本发明的范围内,优选具有相关的鼓风机和/或出口通道的至少两个、特别是至少三个、优选至少四个纤维分解装置沿铺放筛带的宽度布置。通过这种方式,在宽度至少为1米、特别是至少为2米、优选至少为3米、更优选至少为4米的铺放筛带中可以在铺放筛带的整个宽度上相同地供应浆粕短纤维或短纤维空气流。
33、根据本发明的方法的特别优选的实施形式的特征在于,非织造织物或非织造纤维网由至少一个压延机固化,其中优选地,由所述至少一个压延机在非织造织物或非织造纤维网中引入压花图案。建议的是,由所述至少一个压延机“在线地”进行固化。在本发明的范围内,这特别是指,在将连续长丝-短纤维混合物铺放成非织造织物或非织造纤维网之后,通过所述至少一个压延机进行固化。按照根据本发明的方法的替代的优选实施形式,通过所述至少一个压延机“离线地”固化非织造织物或非织造纤维网。在本发明的范围内这特别是指,非织造织物或非织造纤维网在铺放在铺放筛带上之后从铺放筛带取下并卷绕,并且仅在稍后的时间点重新展开,并且被提供给所述至少一个压延机。
34、建议的是,所述至少一个压延机具有至少一个压延机辊对,通过该压延机辊对非织造织物或非织造纤维网优选地在压紧压力下进行压紧。适宜地,压延机的压延机辊之一是具有光滑外表面的光滑辊和/或压延机的压延机辊之一在其外表面上具有压花图案。根据本发明的优选实施形式,压延机或压延机辊对被调温。在本发明的范围内,压延机辊的温度优选地低于连续长丝的热塑性材料的熔点。优选地,在根据本发明的方法的范围中,压延机辊温度在50℃至150℃之间。此外,在本发明的范围内,所述压延机辊的线压力在10dan/cm至120dan/cm之间。
35、特别优选地,压花图案构造为无中断的,并且压花图案的图案基本几何形状的压制面积在20mm2至50mm2的范围内、优选在25mm2至45mm2的范围内、更优选在30mm2至40mm2的范围内且特别优选在32.5mm2到37.5mm2的范围内。在本发明的范围内,图案基本几何形状特别是指压花图案的重复元素的基本几何形状。就此而言可以理解,图案基本几何形状或重复元素优选分别是相同大小的或基本上相同大小的,因此得到的压花图案是规则的压花图案。在本发明的范围内,无中断的压花图案是其图案基本几何形状或其重复元素适宜地是六边形或规则六边形的蜂窝状结构。然后,压花图案优选地由多个相同大小的彼此邻接的规则六边形组成,其中,六边形内表面优选地形成压花图案的未压制部分。
36、根据本发明的另一优选实施形式,压花图案具有中断部,并且特别由多个未相互连接的元素组成,优选地由点和/或线条组成,其中,各元素适宜地分别具有小于2mm2、优选小于1.5mm2、更优选小于1.1mm2、特别优选小于0.55mm2的压制面积。在本发明的范围内也可能的是,无中断的压花图案与具有中断部的压花图案相结合。
37、有利的是,压花图案的图案基本几何形状或元素的高度在0.3mm至2.0mm之间,优选在0.4mm至1.8mm之间,更优选在0.5mm至1.6mm之间。图案基本几何形状的高度在此是指在压花图案的压制面与未压制区域之间的高度差或平均高度差。此外在本发明的范围内,压花图案的压制面占非织造织物或非织造纤维网的总表面的比例在2.5%至25%之间、优选在5%至15%之间、更优选在5.25%至12.5%之间。
38、此外关于压花图案的上述设计可以理解,具有压花图案的压延机辊对的相应辊在其外表面上具有互补的压花图案。压延机或压延机辊特别是具有2.5%至25%、优选5%至15%且更优选5.25%至12.5%的压制面积百分比或压制面积。
39、为了解决所述技术问题,本发明进一步教导了一种用于特别是通过上述方法由纤维制造非织造织物的设备,其中,该设备具有至少一个熔喷喷丝头、优选至少两个熔喷喷丝头,以用于由热塑性塑料产生连续长丝;
40、还设有至少一个用于产生浆粕短纤维的纤维分解装置和用于引导浆粕短纤维或短纤维空气流的出口通道;
41、所述设备具有至少一个透气的铺放筛带,以用于将浆粕短纤维和连续长丝作为连续长丝-短纤维的混合物铺放成非织造织物或非织造纤维网,并且设有至少一个抽吸装置,利用该抽吸装置,在纤维的或连续长丝-短纤维混合物的铺放区域中能够将空气或过程空气抽吸通过铺放筛带。
42、根据优选实施形式,该设备具有至少两个、特别是两个熔喷喷丝头。优选地,第一熔喷喷丝头在铺放筛带的输送方向上布置在出口通道之前,第二熔喷喷丝头在铺放筛带的输送方向上布置在出口通道之后。在本发明的范围内,所述至少一个熔喷喷丝头、优选所述至少两个或所述两个熔喷喷丝头与出口通道成倾斜角地布置。熔喷喷丝头与出口通道之间的倾斜角适宜地(分别)为至少10°、优选至少20°,更优选至少25°。还优选地,在熔喷喷丝头和出口通道之间的倾斜角(分别)为至少30°,特别优选至少35°,例如至少40°。建议的是,至少在熔喷喷丝头和出口通道之间的、优选在两个熔喷喷丝头和出口通道之间的倾斜角(分别)在10°和75°之间、优选在20°和70°之间、特别优选在25°和65°之间、非常特别优选在30°和65°之间、例如在35°和60°之间。通过这种方式,长丝空气流可以从熔喷喷丝头向铺放筛带的方向与短纤维空气流的流动方向s1成角度α1或α2地并且向短纤维空气流的方向流动。建议的是,在熔喷喷丝头与出口通道之间的倾斜角分别是可设定或可调节的。
43、优选地,出口通道相对于铺放筛带的筛带表面构造成高度可调节的。已被证明,在出口通道端部与筛带表面之间的距离a在200mm至1000mm之间、优选在300mm至750mm之间、更优选在400mm至600mm之间、特别优选在460mm至530mm之间的范围内。
44、根据本发明的设备的优选实施形式,纤维分解装置具有至少一个用于在出口通道中加速浆粕短纤维或短纤维空气流的鼓风机。
45、本发明进一步教导了一种由连续长丝-短纤维混合物构成的非织造织物,该非织造织物根据上述方法和/或利用上述设备制造。非织造织物的厚度建议在0.1mm至3mm、优选0.2mm至2mm且更优选0.3mm至1.5mm的范围内。在本发明的范围内,非织造织物的厚度特别是指,非织造织物横向于、特别是垂直于或基本上垂直于其平面延伸的且特别是在优选设置的固化或压延步骤之后的最大厚度。
46、本发明基于这样一种认识,即通过根据本发明的方法可以制造包括连续长丝和浆粕短纤维的非织造织物,其不仅在稳定性或强度方面而且在其液体吸收能力方面都满足所有要求。
47、就此而言通过根据本发明的措施,在非织造织物的强度和液体吸收能力之间的优化折衷成为可能。用于浆粕短纤维的所述熔喷喷丝头和出口通道的根据本发明的流动条件和优选设置的布置特别是允许连续长丝和浆粕短纤维的优化混合,从而得到具有非常均匀分布的连续长丝和浆粕短纤维的非织造织物。通过这种方式,可以用相对较低比例的连续长丝提供满足所有要求的非织造织物。此外应当强调的是,根据本发明的措施是较不复杂的,并且根据本发明的方法因此具有高度经济性的特点。这也适用于根据本发明的设备。
- 还没有人留言评论。精彩留言会获得点赞!