一种恒张力水洗机、降低带液量的方法及连续染色方法与流程
本发明涉及水洗机,尤其涉及一种恒张力水洗机、降低带液量的方法及连续染色方法。
背景技术:
1、布料在染色之前需要对布料进行水洗,以对布料进行除油、退浆等处理,通常采用传统的平幅连续水洗机水洗操作,传统的水洗机的水洗过程很长,通常布料在水洗槽内的流程有300米左右,这样才能够满足在快速处理的同时使得布料有足够充足的时间与水和各种助剂接触,使得粘附在布料上的浆料或油脂等杂质能够充分溶胀,然后被洗除。传统的水洗机为直线型布置或布料在水洗槽内呈蛇形运行,但是设备仍需约50-100米的长度方可满足使用。
2、并且传统的平幅连续水洗机水洗后输出的布料的带液率(带液量与布料的重量比)都在60%以上,造成后续烘干能耗较大,并且存在设备庞大、能耗高、耗水量大等问题。
3、由于传统的水洗后的带液率高,不适合直接进行浸轧染液处理,否则轧液的过程中会将水洗后布料所携带的水分带入染液,并且布料上面所得到的染液量过小,所以传统的轧染染色过程中,除油或退浆步骤与轧染步骤是必须分开进行的,并且必须在水洗之后进行烘干操作,把布料的带液率降低之后才能够进行轧液操作,所以能耗高、效率低。
4、现有技术中的轧车,在连续压轧的过程中,由于各轧辊和支撑轮之间的路径是一定的,而布料在运行过程中必然会被拉伸,造成流程中的张力不能保持恒定,使各轧辊之间的布料松弛甚至是堆积,影响连续运行。
5、为解决上述的技术问题,寻找一种设备庞较小、能耗低、耗水量少、高效的水洗机及水洗轧染一体机成为本领域技术人员所研究的重要课题。
技术实现思路
1、本发明的目的在于提供恒一种张力水洗机、降低带液量的方法及连续染色方法,解决以上的技术问题。
2、为达此目的,本发明采用以下技术方案:
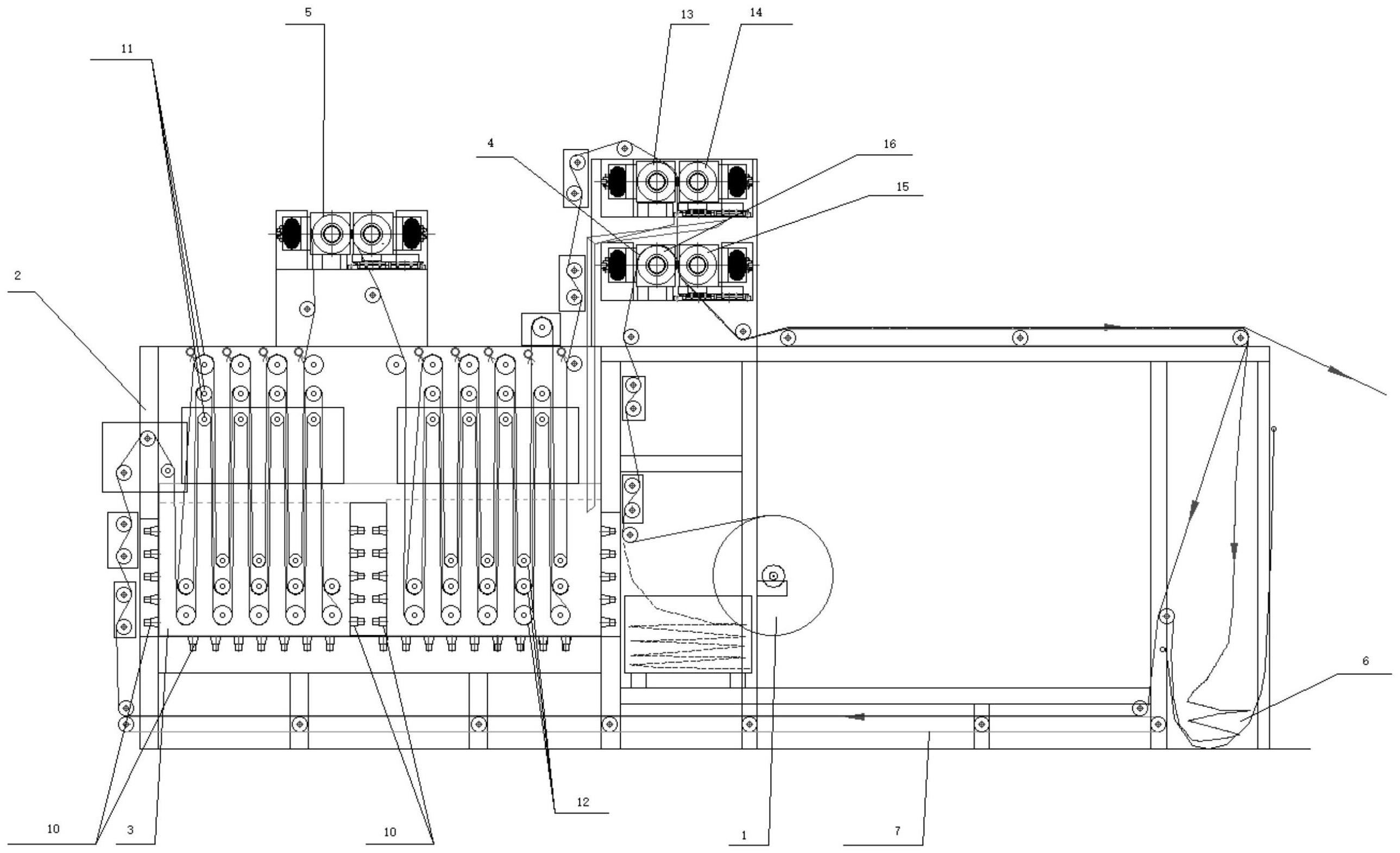
3、一种恒张力水洗机,至少包括布料发送装置、机架、水洗槽、第一压轧装置、第二压轧装置;所述第一压轧装置至少包括相互压轧设置的第一压辊和第二压辊;
4、所述水洗槽内依次有若干个上层轮组和下层轮组,若干个所述上层轮组和所述下层轮组上下交错地设置;
5、所述水洗槽具有输入端和输出端,所述第一压轧装置设置于所述布料发送装置和所述水洗槽的输入端之间,第二压轧装置设于所述水洗槽的输出端,并位于所述水洗槽和所述第一压轧装置之间;
6、工作时,干布料从所述布料发送装置输出进入所述第一压辊和第二压辊之间,干布料被压轧;
7、从所述第一压辊和第二压辊之间输出的干布料从所述水洗槽的有输入端进入,依次经过各所述若干个上层轮组和所述下层轮组,以交叉输送布料在所述水洗槽内进行水洗;
8、水洗后的布料从水洗槽的输出端输出,进入对应位置处的所述第二压轧装置,从所述第二压轧装置输出后的布料携带有定量的溶液;
9、携带有定量的溶液的布料再次进入所述第一压轧装置并与进入所述第一压轧装置处的干布料叠合,被所述第一压辊和所述第二压辊压轧。
10、可选的,所述水洗槽的数量为多个,且各所述水洗槽的输出端分别对应地设有至少一个所述第二压轧装置;各所述水洗槽前后依次连接的第一端为所述输入端,其第二端为输出端;
11、位于所述输出端的所述第二压轧装置与所述第一压轧装置一体设置并前后设置,所述第二压轧装置包括压轧设置的所述第二压辊和第四压辊,布料从布料发送装置处输出后进入所述第一压辊与所述第二压辊之间,被第一次压轧;经过所述水洗槽进行水洗后,进入所述第二压辊与所述第四压辊之间,被第二次压轧;布料再次进入所述第二压辊与所述第一压辊之间,被第三次压轧。
12、可选的,所述水洗槽为一个大的水槽,所述水洗槽,采用隔板隔开成为多个连续设置的小的所述水洗槽,各小的所述水洗槽内均设置有对应的所述上层轮组和下层轮组,以及对应的所述第二压轧装置;所述布料发送装置和所述水洗槽的输入端之间还设置有储布槽。
13、可选的,所述布料发送装置和所述水洗槽的输入端之间还设置有储布槽;所述第一压轧装置和所述第二压轧装置之间还设置有真空脱水装置或/和风刀装置;所述风刀装置包括依次连接的高压风机、风管、风刀,所述风刀朝向布料并靠近布料设置设置,并与所述真空脱水装置的抽吸管道的吸入口相对设置;
14、所述真空脱水装置包括真空泵、与所述真空泵连接的抽吸管道、第二输送带装置,所述第二输送带装置包括第二输送带和两个第二输送带支撑轮,所述第二输送带为网状的输送带,所述抽吸管道设置于两个所述第二输送带支撑轮之间,并位于所述第二输送带的内部,所述第二输送带的工作面与布料接触,所述风刀朝向布料并靠近布料设置设置,并与所述真空脱水装置的所述抽吸管道的吸入口相对设置。
15、可选的,所述第一压轧装置至少包括依次设置的第一压辊a、第一压辊b、第二压辊c、第二压辊d,布料从布料发送装置处输出后进入所述第一压辊b和第二压辊c之间,被第一次压轧;经过所述水洗槽水洗后,从位于所述输出端的所述第二压轧装置输出,然后进入所述第二压辊c和第二压辊d之间,被第二次压轧;
16、所述第一压辊a、所述第二压辊d为钢棍或包胶辊,所述第一压辊b、所述第二压辊c为吸水辊,所述吸水辊的轴心为钢制芯轴,轴心外圆包覆或套设有弹性吸水层,所述弹性吸水层为铁氟龙、石墨烯、芳纶、纸、棉、涤纶纤维、微孔海绵胶的其中一种或多种。
17、可选的,所述第一压轧装置和所述第二压轧装置前后设置,并且所述第一压轧装置和所述第二压轧装置一体设置,所述第一压轧装置和所述第二压轧装置共用同一个动力装置,所述第一压辊、所述第二压辊、所述第三压辊、所述第四压辊依次设置,至少所述第二压辊和所述第三压辊为表面设置有弹性吸水层的压辊,所述第一压辊、所述第四压辊为钢棍或包胶辊或表面设置有弹性吸水层的压辊;
18、所述第一压辊、所述第二压辊之间的下方设置有第一导轮,所述第一导轮引导布料从所述布料发送装置进入所述第一压辊、所述第二压辊之间,所述第一压辊、所述第二压辊之间的上方设置有第二导轮,所述第二导轮引导布料从所述第一压辊、所述第二压辊的输出端进入所述水洗槽的入口处;
19、所述第三压辊、所述第四压辊的下方设置有第三导轮,所述第三导轮引导布料从所述水洗槽的出口处进入所述第三压辊、所述第四压辊之间,所述第二压辊、所述第三压辊之间的下方设置有第四导轮,所述第四导轮引导布料从所述第二压辊、所述第三压辊之间的下方输出。
20、可选的,所述第一压轧装置和所述第二压轧装置前后设置,所述第二压轧装置包括第三压辊和第四压辊;
21、所述第一压辊包括第一压辊a和第一压辊b,所述第一压辊a和所述第一压辊b设置于所述第二压辊的外圆,并与所述第二压辊依次压轧设置;至少所述第二压辊和所述第三压辊为表面设置有弹性吸水层的压辊,所述第一压辊、所述第四压辊为钢棍或包胶辊或表面设置有弹性吸水层的压辊;
22、所述第一压辊a的侧旁设置有第一导轮,所述第一导轮引导布料从所述布料发送装置进入所述第一压辊a与所述第二压辊之间,然后进入所述第一压辊b与所述第二压辊之间,所述第一压辊b的侧旁设置有第二导轮,所述第二导轮引导布料从所述第一压辊b与所述第二压辊的输出端进入所述水洗槽的入口处;
23、所述第三压辊、所述第四压辊之间的下方设置有第三导轮,所述第三导轮引导布料从所述水洗槽的出口处进入所述第三压辊、所述第四压辊之间,所述第二压辊、所述第三压辊之间的上方设置有第四导轮,所述第四导轮引导布料从所述第二压辊、所述第三压辊之间的输出端输出。
24、可选的,所述布料张力控制装置为滑动摩擦压辊装置,所述第二压辊可转动地与所述机架连接,第一压辊设置于所述第一导轮和第二导轮之间,第一压辊与第二压辊可调间距地设置,工作状态下,所述第一导轮和第二导轮之间的布料包覆设置于所述第二压辊的表面,通过调节所述第一压辊和所述第二压辊之间的间距可改变所述第一导轮和第二导轮之间的间距,以及布料与所述第二压辊的包角大小。
25、可选的,位于所述输出端的所述第二压轧装置设置于所述第一压轧装置的上方,所述第三压辊和所述第四压辊分别与所述第一压轧装置的所述第一压辊和所述第二压辊上下对应设置,最后一个所述第二压轧装置的速度设置为不低于所述第一压轧装置的速度。
26、可选的,所述布料张力控制装置包括储布槽,所述第一压轧装置的输出端与所述水洗槽入口之间还设置有储布槽,所述储布槽进口端和出口端与所述机架连接;
27、所述第一压轧装置的输出端和所述储布槽的入口之间,或/和所述储布槽与所述水洗槽的入口之间还设置有第一输送带装置,所述第一输送带装置与所述机架连接,所述第一输送带装置包括动力辊、支撑轮、输送带;
28、从所述第一压轧装置第一次压轧后输出的布料被所述第一输送带装置输送运行进入所述水洗槽。
29、本发明还提供了一种降低带液量的方法,应用于如上所述的恒张力水洗机,所述第一压轧装置至少包括依次设置的第一压辊a、第一压辊b、第二压辊c、第二压辊d,布料从布料发送装置处输出后进入所述第一压辊b和第二压辊c之间,被第一次压轧;经过所述水洗槽水洗后,从位于所述输出端的所述第二压轧装置输出,然后进入所述第二压辊c和第二压辊d之间,被第二次压轧;
30、所述第一压辊a、所述第二压辊d为钢棍或包胶辊,所述第一压辊b、所述第二压辊c为吸水辊,所述吸水辊的轴心为钢制芯轴,轴心外圆包覆或套设有弹性吸水层,所述弹性吸水层为铁氟龙、石墨烯、芳纶、纸、棉、涤纶纤维、微孔海绵胶的其中一种或多种。
31、本发明还提供了一种连续染色方法,应用于如上所述的恒张力水洗机,包括如下步骤:
32、干布料从所述布料发送装置输出进入所述第一压辊和所述第二压辊之间,干布料被压轧;
33、从所述第一压辊和第二压辊之间输出的干布料从所述水洗槽的输入端进入,依次经过各所述若干个上层轮组和所述下层轮组,以交叉输送布料在所述水洗槽内进行水洗;
34、水洗后的布料从水洗槽的输出端输出,进入对应位置处的所述第二压轧装置,从所述第二压轧装置输出后的布料携带有定量的溶液;
35、携带有定量的溶液的布料再次进入所述第一压轧装置并与进入所述第一压轧装置处的干布料叠合,被所述第一压辊和所述第二压辊压轧,进一步降低带液量,或者,经过吸水辊转移的方式进一步降低带液量,然后从水洗机输出;
36、从水洗机输出后的布料进入所述染液料槽浸液处理;
37、从染液料槽输出的布料进入所述轧辊x和所述轧辊y之间被压轧;
38、所述轧辊x和所述轧辊y之间被压轧后的布料进入所述固色装置进行固色处理;
39、经成品收集装置收集为成品。
40、与现有技术相比,本发明具有以下有益效果:由于第一次进入第一压轧装置的布料为干布料,携带有定量的溶液的布料与干布料叠合,第二次进入第一压轧装置的布料携带的定量的溶液被重新分配,其中一部分溶液被分配给了第一次进入第一压轧装置的布料上面,最终从第一压轧装置输出的布料的带液量就被降低了,减少了下一工序烘干时的能耗。
- 还没有人留言评论。精彩留言会获得点赞!