一种柔和亲肤高蓬松的舒适针织面料及其制备工艺的制作方法
本发明涉及针织,尤其涉及一种柔和亲肤高蓬松的舒适针织面料及其制备工艺。
背景技术:
1、棉花属于天然纤维,不易滋生细菌、不产生静电、易打理且成本低,采用棉花制得的纯棉服饰有许多好处,穿着舒适、透气性好、柔软且不刺激肌肤,因此深受用户欢迎。但是纯棉服饰存在较多的缺点,棉制品容易吸湿膨胀,缩水率较大,进而缩水变形,且多次水洗后会手感发硬发涩,远不如涤纶等人造化纤材料。
技术实现思路
1、为解决现有技术中的至少一个技术问题,提供一种柔和亲肤高蓬松的舒适针织面料及其制备工艺,面料蓬松度高且不易缩水。为实现以上技术目的,本发明实施例采用的技术方案是:
2、第一方面,本发明实施例提供了一种柔和亲肤高蓬松的舒适针织面料的制备工艺,包括以下步骤:
3、首先,准备白纱和色纺纱线,所述白纱主要由棉纤维纺织得到,所述色纺纱线主要由棉纤维经染色及精梳低捻工艺制备得到;
4、其次,将色纺纱线、白纱和氨纶丝在针织机中进行织造,得到具有三层分离结构的面料坯布;
5、最后,将面料坯布进行染整工艺处理,得到柔和亲肤高蓬松的舒适针织面料。
6、进一步地,所述棉纤维的平均长度大于27mm,所述棉纤维的纤维强度为3~4级;
7、所述白纱的纺纱方式为精梳紧密纺或精梳紧密赛络纺,所述白纱的纱支为40s。
8、进一步地,所述色纺纱线的纺纱方式为精梳紧密纺或精梳紧密赛络纺,所述色纺纱线的纱支为40s。
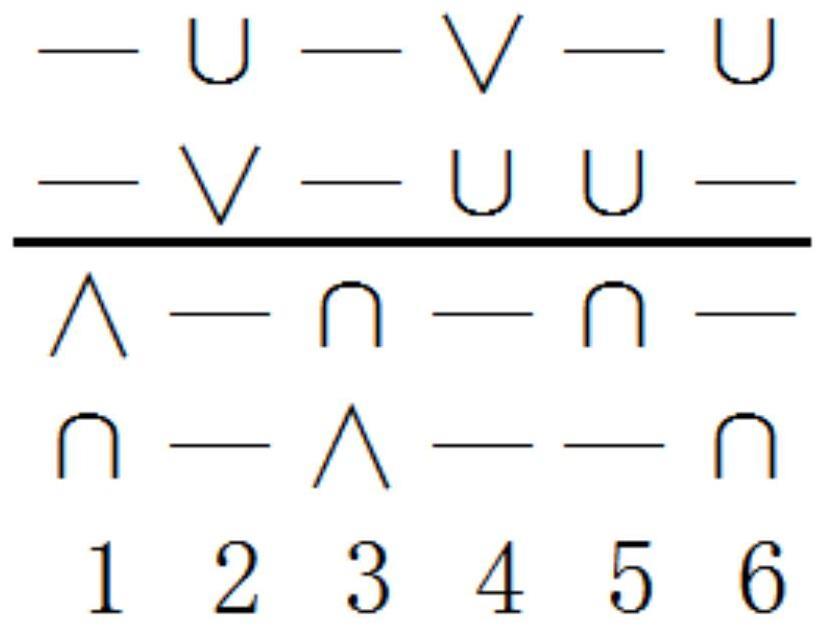
9、进一步地,所述面料坯布是在机号为24针/英寸的纬编针织机中编织而成,纬编针织机的上针盘和下针筒排满针,上针盘和下针筒均由高针和低针组成,并且高针和低针交替排布,上针盘的高针与下针筒的低针位置相对应,上针盘的低针与下针筒的高针位置相对应,具体编织过程以六路为一个周期,周而复始,得到所述面料坯布;
10、其中第一路至第六路的编织方法为以下方式中的任一种:
11、(1)第一路上针盘高针低针浮线,下针筒高针成圈、低针集圈或浮线;
12、(2)第二路上针盘高针成圈、低针集圈或浮线,下针筒高针低针均为浮线;
13、(3)第三路上针盘高针低针均为浮线,下针筒高针集圈或浮线、低针成圈;
14、(4)第四路上针盘高针集圈或浮线、低针成圈,下针筒高针低针均为浮线;
15、(5)第五路上针盘高针集圈、低针浮线,下针筒高针集圈、低针浮线;
16、(6)第六路上针盘高针浮线、低针集圈,下针筒高针浮线、低针集圈;
17、第一路和第二路喂入色纺纱线,氨纶丝随色纺纱一起喂入;
18、第三路和第四路喂入白纱,氨纶丝随白纱一起喂入;
19、第五路和第六路均喂入氨纶丝;
20、或,(1)第一路上针盘高针、下针筒高针均集圈,上针盘低针、下针筒低针均为浮线。
21、(2)第二路下针筒高针成圈,上针盘高针、低针、下针筒低针均为浮线。
22、(3)第三路上针盘高针成圈,上针盘低针、下针筒高针、低针均为浮线。
23、(4)第四路上针盘低针、下针筒低针均集圈,上针盘高针、下针筒高针均为浮线。
24、(5)第五路下针筒低针成圈,上针盘高针、低针、下针筒高针均为浮线。
25、(6)第六路上针盘低针成圈,上针盘高针、下针筒高针、低针均为浮线。
26、第一路和第四路喂入氨纶丝;
27、第二路和第三路喂入色纺纱线,将氨纶丝随所述色纺纱一起喂入;
28、第五路和第六路喂入白纱,将氨纶丝随所述白纱一起喂入;
29、或,(1)第一路上针盘高针低针浮线,下针筒高针成圈、低针浮线。
30、(2)第二路上针盘高针低针浮线,下针筒高针浮线、低针成圈。
31、(3)第三路上针盘高针成圈、低针集圈,下针筒高针低针均为浮线。
32、(4)第四路上针盘高针集圈、低针成圈,下针筒高针低针均为浮线。
33、(5)第五路上针盘高针集圈、低针浮线,下针筒高针集圈、低针浮线。
34、(6)第六路上针盘高针浮线、低针集圈,下针筒高针浮线、低针集圈。
35、第一路和第三路喂入色纺纱线,氨纶丝随色纺纱一起喂入;
36、第二路和第四路喂入白纱,氨纶丝随白纱一起喂入;
37、第五路第六路均喂入氨纶丝。
38、进一步地,所述氨纶丝的纱支为20d或30d、线长为0.75~1.25mm;
39、所述白纱的线长为2.45~3.15mm;
40、所述色纺纱线的线长为2.45~3.3mm。
41、进一步地,所述染整工艺包括以下步骤:
42、步骤s1,预定型:将面料坯布穿好引布,向定型机喂布,设置定型机温度为190~200℃、车速为22~23m/min;
43、步骤s2,轻漂:向常温溢流机中进布、进水,设置浴比为1:8~1:10,加入双氧水2~3g/l、精炼酶1.5~2g/l,并在75~85℃下保温20~40min;
44、步骤s3,净洗:将常温溢流机排水后再进水,设置浴比为1:8~1:10,分别加入冰醋酸0.5~0.8g/l、除氧酶0.15~0.2%owf,并在35~45℃下保温8~12min;
45、步骤s4,上柔软:将常温溢流机排水后再进水,设置浴比为1:8~1:10,加入第一助剂,在常温下运转9~11min,后排水,将面料坯布通过脱水机脱水;
46、步骤s5,定型上柔软:向定型机喂布,在轧槽内加入第二助剂,设置轧液率70%~75%、温度为165~170℃、车速为25~30m/min,使布均匀吃透第二助剂并匀速通过定型机;
47、步骤s6,拉毛处理:将面料坯布的正面和/或反面进行拉毛处理;
48、步骤s7,剪毛处理:将面料坯布的正面和/或反面进行剪毛处理,将坯布向剪毛机喂布,所述剪毛机的平刀与圆刀的距离为0.2~0.3mm,速度为28~30m/min;
49、步骤s8,成品定型:向定型机喂布,在轧槽内加入第三助剂,设置轧液率为70%~75%、温度为165~170℃、车速为20~25m/min。
50、进一步地,所述第一助剂为软片s200,所述第一助剂的添加量为3~4%;
51、所述第二助剂为蓬松剂,所述蓬松剂的添加量为15~20g/l;
52、所述第三助剂为平滑剂,所述平滑剂的添加量为15~20g/l。
53、进一步地,将步骤s5中,烘干后的面料坯布的正面和反面分别进行拉毛处理,任一次拉毛处理中,所述面料坯布依次经过一台36棍起毛机和至少一台42棍起毛机前后连续拉毛;
54、其中,所述36棍起毛机中,设置后导布棍张力为8~9%,前导布棍张力为5~7%,布速为20~25m/min,顺针辊转速为28~38r/min,逆针辊转速为22~33r/min;
55、所述42棍起毛机中,设置后导布棍张力为3~12%,前导布棍张力为3~12%,布速为20~25m/min,顺针辊转速为38~78r/min,逆针辊转速为33~68r/min。
56、进一步地,所述染整工艺中的所述面料坯布具有如下至少一种性能参数:
57、经预定型后的面料坯布的下机门幅为174~175cm,克重为240~250g/m2;
58、经定型上柔软后的面料坯布的蓬松度为10cm3/g以上;
59、经拉毛处理后的面料坯布的起绒覆盖率大于或等于90%,脱毛率低于0.5%;
60、经剪毛处理后的面料坯布的毛长不大于0.3mm;
61、经成品定型后的面料的下机门幅为171~172cm,克重为220~230g/m2;
62、经成品定型后的面料的缩水率为经向-4~0%、纬向-3~0%。
63、第二方面,本发明实施例还提供了上述的制备工艺制得的柔和亲肤高蓬松的舒适针织面料。
64、本发明实施例提供的技术方案带来的有益效果是:
65、本发明实施例将白纱、色纺纱和氨纶丝编织成具有三层分离结构的面料,并使得白纱和色纺纱交替形成双面条纹效果,相较于常规的罗纹布,结构高度蓬松、易储存空气,使用时更加轻薄蓄热、触感轻柔,通过氨纶丝锁住白纱和色纺纱,结构稳定,面料的尺寸稳定性高,不易缩水,进而改善棉面料因缩水而变形,且白纱由棉纤维纺织得到,色纺纱线由棉纤维经染色及精梳低捻工艺制备得到,相较于化纤制品,安全度高,甲醛残留符合婴幼儿标准。面料在染整工艺中,通过在上柔软、定型上柔软、成品定型分别使用不同的柔软剂提高面料的舒适度,避免面料发涩。
- 还没有人留言评论。精彩留言会获得点赞!