一种旋梭变速控制方法与流程
本发明涉及缝纫机,特别是涉及一种旋梭变速控制方法。
背景技术:
1、现有的缝纫机中,用于刺布的刺布机构和用于勾线的勾线机构共用一个驱动源,该驱动源为缝纫机的主电机。具体说,如图1所示,缝纫机中的主轴10与主电机相连,由主电机驱动转动;刺布机构20与主轴10的左端相连,主电机通过主轴10驱动刺布机构20运转,驱使刺布机构20末端的机针21做上下往复移动;同时,主轴10通过一组第一齿轮组100、上下延伸的竖轴200、以及一组第二齿轮组300与勾线机构30相连,主轴10通过第一齿轮组100、竖轴200和第二齿轮组300驱动勾线机构30运转,驱使勾线机构30的下轴32和固定在下轴32左端的旋梭31转动。并且,刺布机构20的转速与勾线机构30的转速比值为1:2,即主轴10转动一圈,机针21上下往复一次,下轴32和旋梭31旋转两圈,或者说,主轴10与下轴32的转速比为1:2。
2、上述现有的缝纫机在运转过程中,勾线机构的勾线过程大致分为开始勾线、扩大线环、脱线这三个过程。如图2a所示,当旋梭31的梭尖311与机针21重合时开始勾线,将此时主轴的转角记为0°;之后,机针21处于上移状态;随着机针21的上移,旋梭31不断地扩大线环,依次如图2b至图2d所示,直至将线环扩大至最大;再后,机针21继续上移,旋梭31继续转动,线环从旋梭31上脱出,如图2e所示,完成脱线。在缝纫机的运转过程中,旋梭始终随主轴的转动而转动;因此,除上述勾线过程外,旋梭仍然随主轴的转动而转动,但旋梭并不参与线迹的形成,即除上述勾线过程外旋梭处于闲置状态。
3、进一步地,记主轴的转角为x,记旋梭的转角为y,则旋梭的转角y关于主轴的转角x的函数为f(x),函数f(x)为线性函数,如图3所示,旋梭的转角y和主轴的转角x满足2:1的线性对应关系。在主轴旋转一圈360°的情况下,旋梭旋转两圈720°。如图4所示,在旋梭旋转两圈720°的范围内,旋梭的工作区间包括有效工作区p1和闲置区p2,有效工作区p1即为旋梭参与勾线过程的工作转角,有效工作区p1的起点和终点分别对应开始勾线和脱线。很显然,旋梭的有效工作区p1只占其工作区间的约1/3。
4、综上,现有的缝纫机存在下述缺陷:
5、1、主轴10与下轴32的转速比为1:2的设计,需要旋梭高转速运行。比如:主轴的常规转速为5000r/min,则需要旋梭的转速达到10000r/min。旋梭转速高,导致旋梭内部容易磨损,也就缩短了旋梭的使用寿命。
6、2、旋梭的有效工作区只占其工作区间的约1/3,效率低。
7、3、旋梭与机针之间的配合关系由装配状态决定,无法自主调节,需要由专业人员通过拆卸零件的方式进行手动调整,进而导致客户不能方便地调节旋梭与机针之间配合时序的快慢,也就不能适应不同面料的缝制需求。
8、4、驱动源与勾线机构之间设置第一齿轮组和第二齿轮组,进行动力传递,结构复杂,且齿轮之间易磨损,工作时产生的噪音也大。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种旋梭变速控制方法,有效降低旋梭的转速。
2、为实现上述目的,本发明提供一种旋梭变速控制方法,所述旋梭变速控制方法依次包括以下步骤:
3、s1、在缝纫机中配置主驱动源、与所述主驱动源传动连接的主轴、与所述主轴传动连接的刺布机构、独立于所述主驱动源的勾线驱动源、与所述勾线驱动源传动连接的旋梭、以及主控单元,所述主驱动源和勾线驱动源都与主控单元通讯连接;
4、s2、在所述主控单元中设置主驱动源的运转规律和勾线驱动源的运转规律,使所述主轴的转动规律和旋梭的转动规律满足下述条件:
5、a1、所述主轴与旋梭的转速比为1:1;
6、a2、在所述旋梭转动一圈的范围内,所述旋梭为变转速运转,所述旋梭的转角包括旋梭起点转角0°、旋梭脱线转角γ、旋梭工作区终点转角θ和旋梭终点转角360°,所述旋梭工作区终点转角θ>旋梭脱线转角γ;
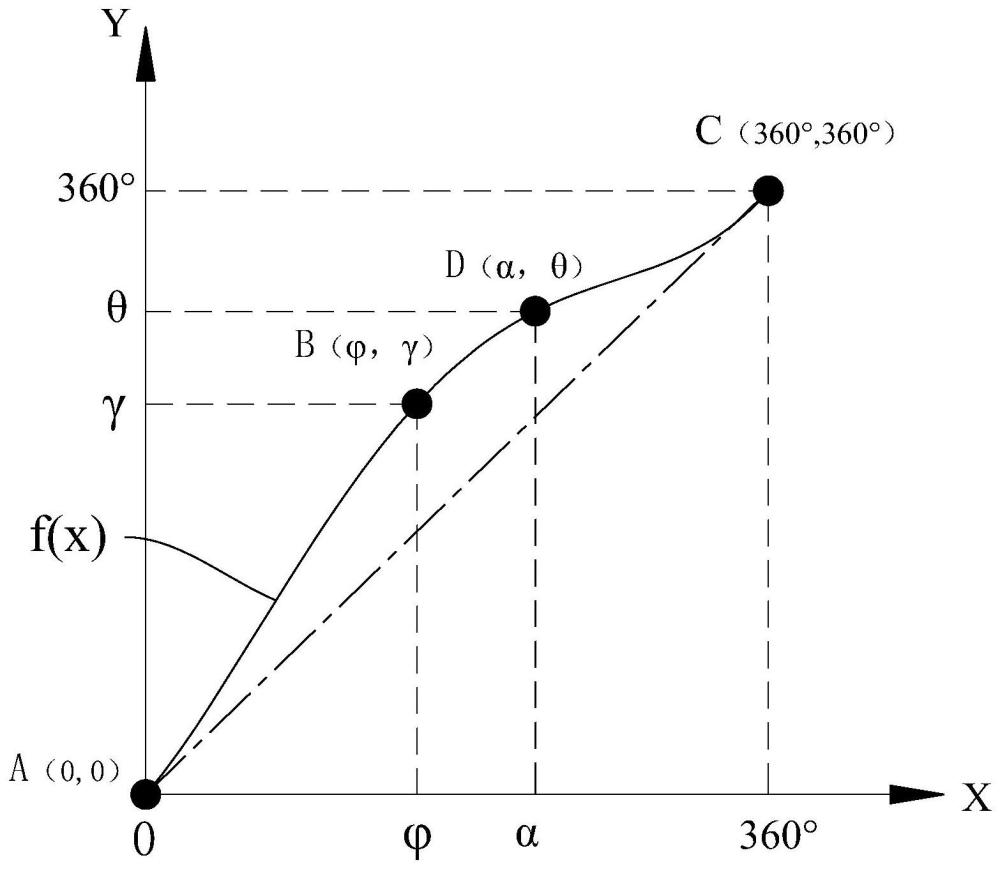
7、a3、在所述主轴转动一圈的范围内,所述主轴的转角包括主轴起点转角0°、主轴脱线转角φ、主轴工作区控制转角α和主轴终点转角360°,所述主轴工作区控制转角α>主轴脱线转角φ;以及,
8、a4、所述旋梭的转角关于主轴的转角的函数f(x)为以360°为周期的周期函数,且该周期函数f(x)在起点处的斜率、与其在终点处的斜率一致,所述函数f(x)具有脱线控制点和缝纫工作区控制点,所述脱线控制点的坐标为(φ,γ),所述旋梭脱线转角γ≥主轴脱线转角φ,所述缝纫工作区控制点的坐标为(α,θ),所述旋梭工作区终点转角θ>主轴工作区控制转角α。
9、进一步地,所述条件a2中,所述旋梭的变转速运转规律为:
10、在所述旋梭转动一圈的范围内,所述旋梭的转速区域包括依次相连的第一正转加速区、第一正转降速区和第二正转加速区,所述第一正转加速区的起点转速值与第二正转加速区的终点转速值相同,所述第一正转加速区的后段部分和第一正转降速区的前段部分构成高速运转区,所述高速运转区终点对应的旋梭的转角小于旋梭工作区终点转角θ。
11、进一步地,所述条件a2中,所述旋梭的变转速运转规律为:
12、在所述旋梭转动一圈的范围内,所述旋梭的转速区域包括依次相连的高速运转区、第二正转降速区、反转加速区、反转降速区、以及第三正转加速区,所述高速运转区的起点转速值与第三正转加速区的终点转速值相同,所述高速运转区终点对应的旋梭的转角小于旋梭工作区终点转角θ。
13、进一步地,所述条件a2中,所述旋梭的变转速运转规律为:
14、在所述旋梭转动一圈的范围内,所述旋梭的转速区域包括依次相连的第四正转加速区、第三正转降速区、低速运转区、以及第五正转加速区,所述第四正转加速区的起点转速值与第五正转加速区的终点转速值相同,所述第四正转加速区的后端部分和第三正转降速区的前段部分构成高速运转区,所述高速运转区终点对应的旋梭的转角小于旋梭工作区终点转角θ。
15、进一步地,所述主轴脱线转角φ的转角值为:110°≤φ≤225°。
16、进一步地,所述旋梭脱线转角γ的转角值为:180°+μ≤γ≤230°+μ,μ为旋梭中梭尖与容线槽根部的夹角。
17、进一步地,所述勾线驱动源为电机,该电机中设置有编码器,所述编码器包括信号发生单元、信号识别单元和信号转换单元,所述信号发生单元固定在勾线驱动源的电机轴上,所述信号识别单元与信号发生单元相匹配,所述信号识别单元与信号转换单元相连,所述信号转换单元与主控单元相连。
18、进一步地,所述缝纫机中还配置有可转动的下轴,所述勾线驱动源为电机,所述下轴的一端与勾线驱动源的电机轴相连,所述旋梭固定在下轴的另一端。
19、进一步地,所述刺布机构包括固定在主轴上的针杆曲柄、针杆连杆、可上下移动地安装在缝纫机机壳中的针杆、固定在针杆上的连接柱、以及安装在针杆下端的机针,所述针杆曲柄上设有偏心轴段,所述针杆连杆的两端分别与偏心轴段和连接柱转动连接。
20、如上所述,本发明涉及的旋梭变速控制方法,具有以下有益效果:
21、本技术中采用独立的勾线驱动源驱动旋梭转动,并通过对旋梭的变速控制实现旋梭与机针的配合动作,最终实现主轴与旋梭的转速比为1:1。如此,能够降低旋梭的转速,也就大大降低旋梭的工作负载,极大地延长旋梭的使用寿命;并且,驱动勾线的勾线驱动源与驱动刺布的主驱动源为两个独立控制的驱动源,则主控单元能够调节控制勾线驱动源和主驱动源的动作时序,进而可以方便地自主调节旋梭与机针的配合时序,极大地提升缝纫机的薄厚料适应性,适应不同面料的缝制需求。
- 还没有人留言评论。精彩留言会获得点赞!