简易绳绣自动剪绳控制方法、装置、设备及存储介质与流程
本技术涉及计算机,尤其涉及一种简易绳绣自动剪绳控制方法、装置、设备及存储介质。
背景技术:
1、简易绳绣又称为电脑绣花机,它是当代最先进的刺绣机械,它能使传统的手工绣花得到高速度、高效率的实现,并且还能实现手工绣花无法达到的“多层次、多功能、统一性和完美性”的要求。它是一种体现多种新科技的机电产品。随着电脑刺绣取代手工刺绣,为了使简易绳绣的绣做更加美观,对简易绳绣的剪绳装置剪绳方式要求越来越严格。
2、现有技术中,设置剪绳机构及驱动剪绳机构进入或脱离剪绳位置的行程驱动机构,通过行程驱动机构的驱动器驱动剪绳机构在第一、二导轨上滑移至剪绳位置,绳剪驱动结构驱动绳剪进行剪绳,剪绳后可通过驱动器驱动剪绳机构从第一、二导轨上返回至初始位置,远离绣绳,以便于不妨碍机头进行其他工序绣做,方便进行新的绳绣或者其他绣。
3、然而,该方法只对绣作进行了剪绳操作,并没有将面线与绳子进行分离,未对面线进行剪线操作,导致绣作容易出现“草丛现象”,也容易出现面线长度不够,导致再次启动面线脱线,绳绣漏绣等问题,从而影响绣作效果。
技术实现思路
1、本技术提供一种简易绳绣自动剪绳控制方法、装置、设备及存储介质,用以解决绣作效果较差的问题。
2、第一方面,本技术提供一种简易绳绣自动剪绳控制方法,包括:
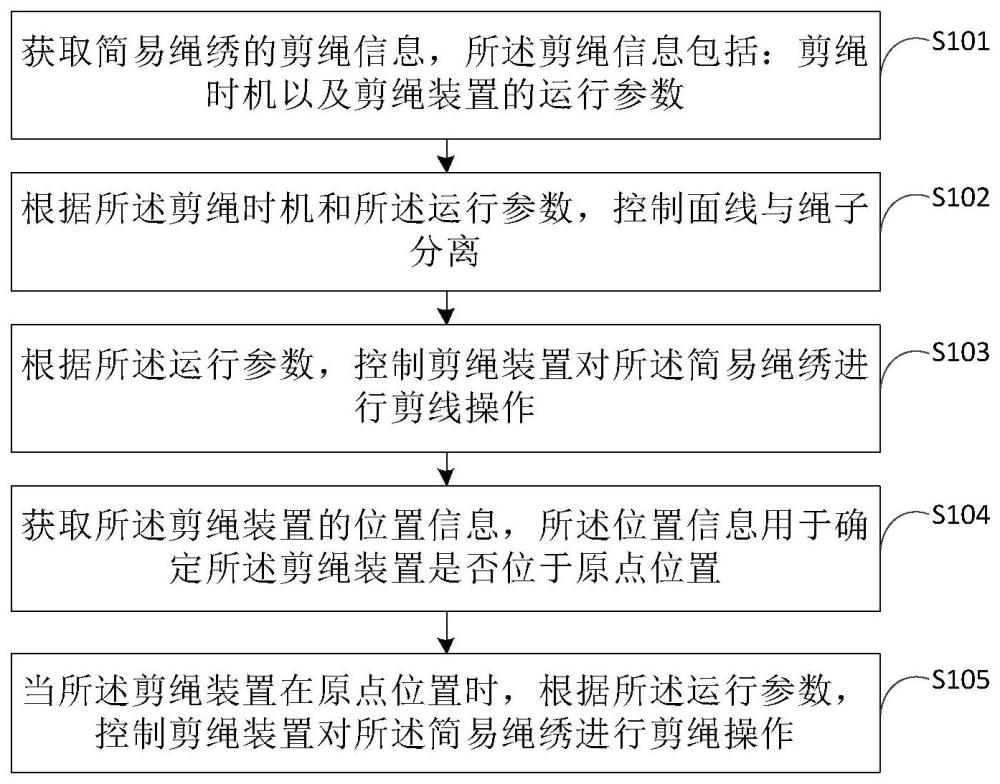
3、获取简易绳绣的剪绳信息,所述剪绳信息包括:剪绳时机以及剪绳装置的运行参数;
4、根据所述剪绳时机和所述运行参数,控制面线与绳子分离;
5、根据所述运行参数,控制剪绳装置对所述简易绳绣进行剪线操作;
6、获取所述剪绳装置的位置信息,所述位置信息用于确定所述剪绳装置是否位于原点位置;
7、当所述剪绳装置在原点位置时,根据所述运行参数,控制剪绳装置对所述简易绳绣进行剪绳操作。
8、可选的,所述获取简易绳绣的剪绳信息,包括:
9、获取绳绣花样文件和所述剪绳装置的运行参数,所述绳绣花样文件用于指示绳绣花样的设计信息;
10、对所述绳绣花样文件进行解析处理,得到绳绣花样数据,所述绳绣花样数据包括:换色码、剪线码以及结束码;
11、根据所述换色码、所述剪线码以及所述结束码,确定所述剪绳时机。
12、可选的,所述运行参数包括:绣框移动数据和m轴转动数据,所述根据所述剪绳时机和所述运行参数,控制面线与绳子分离,包括:
13、根据所述剪绳时机,判断所述剪绳装置是否进入剪绳状态;
14、当所述剪绳装置进入剪绳状态时,根据所述绣框移动数据和所述m轴转动数据,确定绣框和m轴的移动情况,所述移动情况包括:绣框的目标移动位置和m轴的目标旋转角度;
15、根据所述绣框的目标移动位置和所述m轴的目标旋转角度,控制面线与绳子分离。
16、可选的,所述运行参数还包括:锁针针数、锁针针迹长度、勾刀角度以及夹绳数据,所述根据所述运行参数,控制剪绳装置对所述简易绳绣进行剪线操作,包括:
17、根据所述锁针针数和所述锁针针迹长度,对所述简易绳绣进行锁针操作;
18、获取剪线指令,所述剪线指令用于指示剪绳装置可以对所述简易绳绣进行剪线处理;
19、根据所述剪线指令、所述绣框移动数据以及所述m轴转动数据,确定第一绣框移动数据和第一m轴转动数据,所述第一绣框移动数据用于指示剪线时的绣框移动情况,所述第一m轴转动数据用于指示剪线时的m轴转动情况;
20、根据所述第一绣框移动数据、所述第一m轴转动数据以及所述勾刀角度,控制剪绳装置进行剪线操作。
21、可选的,所述当所述剪绳装置在原点位置时,根据所述运行参数,控制剪绳装置对所述简易绳绣进行剪绳操作,包括:
22、当所述剪绳装置在原点位置时,获取剪绳指令,所述剪绳指令用于指示剪绳装置可以对所述简易绳绣进行剪绳处理;
23、根据所述剪绳指令和所述夹绳数据,确定第一夹绳角度,所述第一夹绳角度用于指示剪绳时的夹绳角度;
24、根据所述第一夹绳角度和预设剪刀闭开次数,控制剪绳装置对所述简易绳绣进行剪绳操作。
25、第二方面,本技术提供一种简易绳绣自动剪绳控制装置,包括:
26、获取模块,用于获取简易绳绣的剪绳信息,所述剪绳信息包括:剪绳时机以及剪绳装置的运行参数;
27、控制模块,用于根据所述剪绳时机和所述运行参数,控制面线与绳子分离;
28、所述控制模块,还用于根据所述运行参数,控制剪绳装置对所述简易绳绣进行剪线操作;
29、所述获取模块,还用于获取所述剪绳装置的位置信息,所述位置信息用于确定所述剪绳装置是否位于原点位置;
30、所述控制模块,还用于当所述剪绳装置在原点位置时,根据所述运行参数,控制剪绳装置对所述简易绳绣进行剪绳操作。
31、可选的,所述简易绳绣自动剪绳控制装置,还包括:处理模块和确定模块;
32、所述获取模块,还用于获取绳绣花样文件和所述剪绳装置的运行参数,所述绳绣花样文件用于指示绳绣花样的设计信息;
33、所述处理模块,用于对所述绳绣花样文件进行解析处理,得到绳绣花样数据,所述绳绣花样数据包括:换色码、剪线码以及结束码;
34、所述确定模块,还用于根据所述换色码、所述剪线码以及所述结束码,确定所述剪绳时机。
35、可选的,所述简易绳绣自动剪绳控制装置,还包括:判断模块;
36、所述判断模块,用于根据所述剪绳时机,判断所述剪绳装置是否进入剪绳状态;
37、所述确定模块,还用于当所述剪绳装置进入剪绳状态时,根据所述绣框移动数据和所述m轴转动数据,确定绣框和m轴的移动情况,所述移动情况包括:绣框的目标移动位置和m轴的目标旋转角度;
38、所述控制模块,还用于根据所述绣框的目标移动位置和所述m轴的目标旋转角度,控制面线与绳子分离。
39、可选的,所述处理模块,还用于根据所述锁针针数和所述锁针针迹长度,对所述简易绳绣进行锁针操作;
40、所述获取模块,还用于获取剪线指令,所述剪线指令用于指示剪绳装置可以对所述简易绳绣进行剪线处理;
41、所述确定模块,还用于根据所述剪线指令、所述绣框移动数据以及所述m轴转动数据,确定第一绣框移动数据和第一m轴转动数据,所述第一绣框移动数据用于指示剪线时的绣框移动情况,所述第一m轴转动数据用于指示剪线时的m轴转动情况;
42、所述控制模块,还用于根据所述第一绣框移动数据、所述第一m轴转动数据以及所述勾刀角度,控制剪绳装置进行剪线操作。
43、可选的,所述获取模块,还用于当所述剪绳装置在原点位置时,获取剪绳指令,所述剪绳指令用于指示剪绳装置可以对所述简易绳绣进行剪绳处理;
44、所述确定模块,还用于根据所述剪绳指令和所述夹绳数据,确定第一夹绳角度,所述第一夹绳角度用于指示剪绳时的夹绳角度;
45、所述控制模块,还用于根据所述第一夹绳角度和预设剪刀闭开次数,控制剪绳装置对所述简易绳绣进行剪绳操作。
46、第三方面,本技术提供一种简易绳绣自动剪绳控制设备,包括:
47、处理器,存储器,通信接口;
48、所述存储器用于存储所述处理器的可执行指令;
49、其中,所述处理器配置为经由执行所述可执行指令来执行第一方面任一项所述的简易绳绣自动剪绳控制方法。
50、第四方面,本技术实施例提供一种可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现第一方面任一项所述的简易绳绣自动剪绳控制方法。
51、第五方面,本技术实施例提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时用于实现第一方面任一项所述的简易绳绣自动剪绳控制方法。
52、本技术提供的简易绳绣自动剪绳控制方法,通过获取简易绳绣的剪绳信息,所述剪绳信息包括:剪绳时机以及剪绳装置的运行参数,根据所述剪绳时机和所述运行参数,控制面线与绳子分离,根据所述运行参数,控制剪绳装置对所述简易绳绣进行剪线操作,获取所述剪绳装置的位置信息,所述位置信息用于确定所述剪绳装置是否位于原点位置,当所述剪绳装置在原点位置时,根据所述运行参数控制剪绳装置对所述简易绳绣进行剪绳操作;该方法不仅提升了剪绳装置的智能化程度,还提高了剪绳装置的剪绳效果。
- 还没有人留言评论。精彩留言会获得点赞!