一种仿瓷砖黏贴机的制作方法
1.本发明涉及仿瓷砖黏贴相关技术领域,具体为一种仿瓷砖黏贴机。
背景技术:
2.一种自动仿瓷砖黏贴机机构代替人工进行瓷砖黏贴操作,整体机构采用模块化设计。主要针对仿瓷砖黏贴机需要人工放料,操作机器来黏贴仿瓷砖。另一方面黏贴好的仿瓷砖贴需要人工操作切割仿瓷砖贴,其中间造成了时间的损耗和人为不定因素风险。本发明采用分度机构作为送料驱动方式,采用步进电机作为动力源。其仿瓷砖贴板切割环节采用气缸和直线滑块组件推进进刀片行纸板切割。其纸板运输环节采用气胀轴和辊筒挤压的方式来向前传输,整个纸板料运输到瓷砖黏贴到切割工艺过程实现了无人自动化工作,大大节省了劳动力和人为不稳定因素。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的是提供一种自动仿瓷砖黏贴机构,以解决上述技术背景中提到的问题,本发明设计功能齐全,能够满足自动仿瓷砖黏贴的要求,且结构比较牢靠简单。
4.为实现上述目的,本发明提供如下技术方案:一种仿瓷砖黏贴机,包括黏贴机机架,所述黏贴机机架的末端设有纸板送料机构,所述纸板送料机构的一侧设有圆盘式上料机,所述圆盘式上料机构上设有直线模组送料机构与仿瓷砖黏贴机构,所述黏贴机机架的上端设有纸板输送组件,纸板输送组件的末端设有纸板胀紧及切割机构。
5.优选的,所述纸板送料机构由胶辊传动机构、胶辊侧挡板、从动辊筒组、废纸回收机构与支承板组成。
6.优选的,所述圆盘式上料机构由步进电机、斜齿轮分度机构、保护箱柜与瓷砖堆叠限位机构组成。
7.优选的,所述纸板输送组件由胀轴、从动辊筒一、辊筒支承板与位置传感器组成。
8.优选的,所述纸板胀紧及切割机构由气胀轴、从动辊筒二、直线滑块、双轴气缸与纸板切割刀组成。
9.优选的,所述直线模组送料机构由两个直线电机、直线电机支承板、机构机架与瓷砖黏贴机构组成。
10.优选的,所述仿瓷砖黏贴机构由夹具支承板、回转气缸、瓷砖吸附夹具、海绵真空吸盘、真空发生器与位置传感器组成。
11.优选的,所述黏贴机机架由辊筒支撑板、位置传感器与地脚组成。
12.与现有技术相比,本发明的有益效果是:
13.1、根据仿瓷砖黏贴工艺要求布局,合理紧凑、加工效率高且安全可靠,圆盘上料机结构设计紧凑实用,回转圆盘上的六组仿瓷砖限位组件采用圆周分布式均匀摆放,每一组存有对应工位的几种瓷砖并依次堆叠,大大增加了存料位置,且上料方便,其分度装置组件
采用仿电控柜样式进行封闭保护,且装有工业风扇进行散热,不仅消除了安全隐患,且外形美观;
14.2、其吸盘夹具采用真空海绵吸盘夹具,确保适应夹取不同凹凸面的仿瓷砖,且夹具通过法兰与回转气缸相连,通过直线电机和回转气缸的控制做到高精度高灵活性的仿瓷砖黏贴。
附图说明
15.图1为本发明的一种仿瓷砖黏贴机的三维视图;
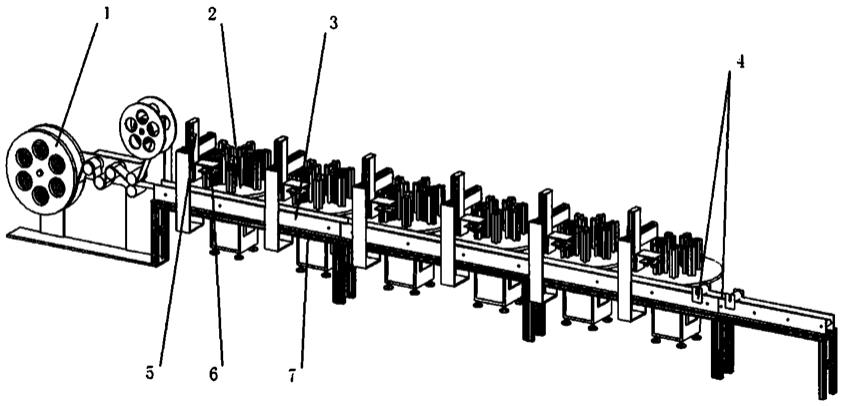
16.图2为本发明的一种仿瓷砖黏贴机的结构示意图;
17.图3为本发明的一种仿瓷砖黏贴机的圆盘式上料机构结构示意图
18.图4为本发明的一种仿瓷砖黏贴机的仿瓷砖黏贴机构结构示意图。
19.图中:1纸板送料机构,101胶辊传动机构,102胶辊侧挡板,103 从动辊筒组,104废纸回收机构,105支承板,2圆盘式上料机构,201 步进电机,202斜齿轮分度机构,203保护箱柜,204瓷砖堆叠限位机构, 3纸板输送组件,301胀轴,302从动辊筒一,303辊筒支承板,4纸板胀紧及切割机构,401气胀轴,402从动辊筒二,403直线滑块,404双轴气缸,405纸板切割刀,5直线模组送料机构,501直线电机,502直线电机支承板,503机构机架,504瓷砖黏贴机构,6仿瓷砖黏贴机构,601夹具支承板,602回转气缸,603瓷砖吸附夹具,604海绵真空吸盘,605真空发生器,7黏贴机机架,701辊筒支撑板,702地脚。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.请参阅图1-4,本发明提供的一种实施例:一种仿瓷砖黏贴机,包括黏贴机机架7,黏贴机机架7的末端设有纸板送料机构1,纸板送料机构1的一侧设有圆盘式上料机2,圆盘式上料机构2上设有直线模组送料机构5与仿瓷砖黏贴机构6,黏贴机机架7的上端设有纸板输送组件3,纸板输送组件3的末端设有纸板胀紧及切割机构4。
22.本发明中:纸板送料机构1由胶辊传动机构101、胶辊侧挡板 102、从动辊筒组103、废纸回收机构104与支承板105组成,从动辊筒组103设有弹簧防止过度挤压导致仿瓷砖变形,其固定纸板卷的轴采用胶辊进行固定,废纸回收机构104上的胶辊通过与纸板上的一层废纸黏贴带动废纸进行旋转从而达到回收目的;圆盘式上料机构2由步进电机201、斜齿轮分度机构202、保护箱柜203与瓷砖堆叠限位机构204组成,圆盘式上料机构2上料方式采用斜齿轮分度机构202进行旋转上料,,斜齿轮分度机构202通过斜齿轮传动方式,齿轮轴与步进电机201连接驱动齿轮旋转,通过保护箱柜203密封保护,并通过工业风扇进行散热,保护箱柜 203上端有回转圆盘和固定仿瓷砖的挡销,当纸板移动到固定位置被位置传感器检测,发出信号并由总控控制分度机构旋转,由黏贴机构依次黏贴对应的仿瓷砖;纸板输送组件3由胀轴301、从动辊筒一302、辊筒支承板303与位置传感器组成,通过胀轴301作为主动辊筒压紧纸板上端,从动辊筒一302下端配合旋转靠挤压产生的摩擦力带动纸板向前移动,送料过程中设有六个互相错位的从动辊筒一302,胀紧纸板从而达到送料过程中不会缠绕打结的问题;纸板胀紧及切割机构4由气胀轴401、从动辊筒二402、直线滑块403、双轴气缸
404与纸板切割刀405组成,切割时气胀轴401对其上方进行胀紧,与其下方从动辊筒二402配合胀紧纸板,防止切割出现过切状况,且确保切割尺寸,切割机构采用直线滑块推进加双轴气缸作为动力源,通过双轴气缸推动刀杆部分带动直线滑块向前移动从而切割纸板;直线模组送料机构5由两个直线电机501、直线电机支承板 502、机构机架503与瓷砖黏贴机构504组成;仿瓷砖黏贴机构6由夹具支承板601、回转气缸602、瓷砖吸附夹具603、海绵真空吸盘604、真空发生器605与位置传感器组成,海绵真空吸盘604吸附进行抓取,保证表面凹凸不平的仿瓷砖也被牢牢抓取,配合直线电机501模组实现快速黏贴,当纸板移动到对应位置触发位置传感器,发送信号并由总控控制直线电机501移动带动与直线电机连接的瓷砖吸盘夹具603进行吸附黏贴;黏贴机机架7由辊筒支撑板701、位置传感器与地脚702组成。
23.工作原理:进行瓷砖黏贴时,送料到黏贴到切割环节无缝对接,大大提高了生产效率,圆盘式上料机构2上料方式采用斜齿轮分度机构202 进行旋转上料,,斜齿轮分度机构202通过斜齿轮传动方式,齿轮轴与步进电机201连接驱动齿轮旋转,通过保护箱柜203密封保护,并通过工业风扇进行散热,保护箱柜203上端有回转圆盘和固定仿瓷砖的挡销,当纸板移动到固定位置被位置传感器检测,发出信号并由总控控制分度机构旋转,由黏贴机构依次黏贴对应的仿瓷砖后,进入下一工位,采用海绵真空吸盘604吸附进行抓取,保证表面凹凸不平的仿瓷砖也被牢牢抓取,配合直线电机501模组实现快速黏贴,当纸板移动到对应位置触发位置传感器,发送信号并由总控控制直线电机501移动带动与直线电机连接的瓷砖吸盘夹具603进行吸附黏贴,通过胀轴301作为主动辊筒压紧纸板上端,从动辊筒一302下端配合旋转靠挤压产生的摩擦力带动纸板向前移动,从动辊筒组103设有弹簧防止过度挤压导致仿瓷砖变形,其固定纸板卷的轴采用胶辊进行固定,废纸回收机构104上的胶辊通过与纸板上的一层废纸黏贴带动废纸进行旋转从而达到回收目的,送料过程中设有六个互相错位的从动辊筒一302,胀紧纸板从而达到送料过程中不会缠绕打结的问题,切割时气胀轴401对其上方进行胀紧,与其下方从动辊筒二402配合胀紧纸板,防止切割出现过切状况,且确保切割尺寸,切割机构采用直线滑块推进加双轴气缸作为动力源,通过双轴气缸推动刀杆部分带动直线滑块向前移动从而切割纸板。该仿瓷砖黏贴机最大限度的解决了沉重的人力劳动,且整个纸板送料送料到仿瓷砖黏贴到切割过程中不需人工辅助,自动化智能化程度高。
24.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1