一种用于制造发光砖的模具的制作方法
[0001]
本实用新型属于砖制备设备领域,具体地,涉及一种用于制造发光砖的模具。
背景技术:
[0002]
公开号为cn107915443a的中国发明专利申请公开了一种发光砖及其制备方法,其中,所述方法通过模 具a制备所得,所述模具a包括相互分离的工拉框架和模具主构架,所述工拉框架用于排布 发光纤维,所述模具主构架包括底模、与底模垂直连接的两个相对而立的侧模,所述工拉框 架的尺寸与所述底模相适配。所述方法通过模 具b制备所得,所述模具b包括相互分离的压模和模具主构架,所述压模与所述模具主构架 可组成一个密闭的立方体,所述压模的尺寸与所述模具主构架的底模相适配,所述压模上 铺设有可插入发光纤维的材料。通过对模具结构的改变,简化光纤穿插及均布分布、定位,提高发光纤维的植纤速度和质量;对预制发光混凝土砖间的粘结结构紧密性和承载力起到提高的作用,使得发光砖的发光性能更稳定、耐用性更好、承压强度更好、结构更稳定、发光时效更长。但是当需要准确控制砖的高度或需要生产多层结构砖,且每层的厚度有要求时,容易产生较大偏差。
技术实现要素:
[0003]
为了解决以上现有技术中当需要准确控制砖的高度或需要生产多层结构砖,且每层的厚度有要求时,容易产生较大偏差的技术问题,本实用新型提供一种用于制备发光砖的模具,该模具可以更加准确控制每一层结构的厚度,提高生产准确性。
[0004]
为了达到上述发明目的,本实用新型采用如下技术方案:一种用于制备发光砖的模具,包括一体化的模具主结构,模具主结构围成一个立方体内腔,还包括在模具主结构上竖向设置的刻度,所述模具主结构为透明的。
[0005]
采用这样的结构,操作人员在操作的过程中,可以很直观的看到厚度数据,便于控制每层的厚度。
[0006]
优选的是,刻度线可设置在模具主结构的任意一个或几个侧面。
[0007]
上述任一方案优选的是,所述模具的一个侧面设置两条刻度线,分别设置在从下向上的2cm和6cm处;或在模具从下向上的3cm和6cm处设置两条刻度线;设置用于生产厚度为6cm的两层发光砖;或者在模具从下向上6cm处设置一条刻度线。
[0008]
上述任一方案优选的是,在预定高度处,设置高度感应器,并设置与高度感应器相连的提醒装置。当这一层高度即将到达预定高度的时候,发出提醒信号。
[0009]
上述任一方案优选的是,所述提醒装置为灯光提示装置和/或声音提示装置。
[0010]
上述任一方案优选的是,设置与高度感应器连接的控制器,控制器与浆料注入设备连接。当即将达到预定高度时,高度感应器将信号传递给控制器,控制器控制浆料注入设备减小浆料注入量;当到达预定高度时,高度传感器将信号传递给控制器,控制器控制浆料注入设备停止浆料注入。
[0011]
上述任一方案优选的是,所述模具还设置用于排布发光纤维的工拉框架,所述工拉框架与模具的底模相适配。
[0012]
上述任一方案优选的是,还包括刚好能在模具主结构内上下移动的上盖,上盖的尺寸与模具内部结构相匹配。
[0013]
采用本实用新型的模具,可以准确制备一定高度的发光砖,也可以制备每层厚度一定的发光砖。
附图说明
[0014]
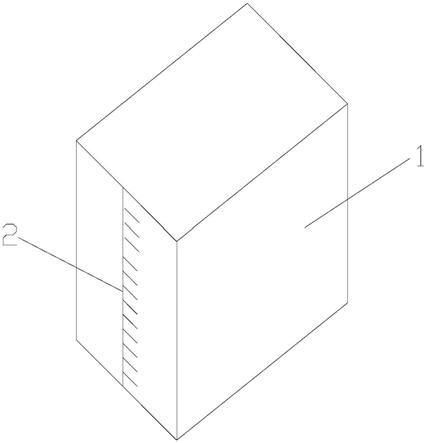
图1是按照本实用新型的用于制造发光砖的模具的一优选实施例的结构示意图。
[0015]
图2是按照本实用新型的用于制造发光砖的模具的另一优选实施例的结构示意图。
[0016]
其中,图中各标号含义如下:
[0017]
1-模具主结构,2-刻度线。
具体实施方式
[0018]
为了更加正确、清楚地理解本实用新型的内容,下面结合具体实施例和附图进行进一步的说明、解释。
[0019]
实施例1
[0020]
一种用于制备发光砖的模具,如图1所示,由一体化模具主结构1组成,模具主结构围成一个立方体内腔,所述模具主结构1为透明的。同时,为了使操作人员在操作的过程中,可以很直观的看到厚度数据,便于控制每层的厚度,在模具主结构1上竖向设置的刻度线2。刻度线2可设置在模具主结构的任意一个或几个侧面。
[0021]
当需要生产一层厚度为6cm的发光砖时,所述模具设置两条刻度线,在模具从下向上6cm处设置一条刻度线。
[0022]
当需要生产总厚度为6cm的两层结构发光砖时,可在模具主结构上设置两条刻度线,如,需要下层厚度为2cm,上层厚度为4cm,可将刻度线分别设置在从下向上的2cm处和6cm处;如需要控制两层厚度均为3cm,可讲刻度线设置在模具从下向上的3cm和6cm处。
[0023]
制备砖的时候,先在模具内侧涂刷油,然后将用于制备砖的浆料倒入,当砖具有一定硬度后,在油的润滑作用下,将模具倒置,砖即可取出。
[0024]
为了方便模具的移动,在模具顶部可设置向四周突出的边缘,便于抓握。
[0025]
为了提高模具的承重能力,也可以在模具主结构的每个表面假设加强筋,具体方法方式采用现有的技术即可,在此不赘述。
[0026]
实施例2
[0027]
一种用于制备发光砖的模具,在实施例1的模具的基础上,在预定高度处,设置高度感应器,并设置与高度感应器相连的提醒装置。当这一层高度即将到达预定高度的时候,发出提醒信号。所述提醒装置可以是灯光提示装置,也可以是声音提示装置,或者两者结合。
[0028]
实施例3
[0029]
一种用于制备发光砖的模具,在实施例2的模具的基础上,设置与高度感应器连接
的控制器,控制器与浆料注入设备连接。当即将达到预定高度时,高度感应器将信号传递给控制器,控制器控制浆料注入设备减小浆料注入量;当到达预定高度时,高度传感器将信号传递给控制器,控制器控制浆料注入设备停止浆料注入。
[0030]
本实用新型用到的高度感应器、控制器和报警提示装置及其相互之间的连接及信号传递等,均属于现有技术,并未对其进行任何改进,相关零部件也可市场购买,在此不赘述。
[0031]
实施例4
[0032]
一种用于制备发光砖的模具,在实施例1或2或3的模具的基础上,所述模具还设置用于排布发光纤维的工拉框架,所述工拉框架与模具的底模相适配。具体适配方式可参见公开号为cn107915443a的中国发明专利申请。
[0033]
实施例5
[0034]
一种用于制备发光砖的模具,在上述实施例的基础上,可设置刚好能在模具主结构内上下移动的上盖,上盖的形状、尺寸与模具内部结构相匹配。这样,当砖的总厚度小于模具厚度时,可通过上下移动上盖,是砖的表面仍然平整。
[0035]
当模具高度正好和砖的高度一致时,也可以设置上盖与模具顶部的向四周突出的边缘匹配。
[0036]
实施例6
[0037]
一种用于制备发光砖的模具,与实施例1不同的是,如图2所示,本实施例的模具在模具主体结构的两个侧面设置刻度线2。
[0038]
实施例7
[0039]
一种用于制备发光砖的模具,与实施例1不同的是,本实施例的模具在模具主体结构的三个侧面设置刻度线2。
[0040]
实施例8
[0041]
一种用于制备发光砖的模具,与实施例1不同的是,本实施例的模具在模具主体结构的四个侧面设置刻度线2。
[0042]
需要说明的是,以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1