一种无醛实木复合地板的制作方法
1.本发明涉及实木复合地板技术领域,尤其涉及一种无醛实木复合地板。
背景技术:
2.实木复合地板分为三层实木复合地板和多层实木复合地板。在现有技术中,三层实木复合地板的生产中主要以脲醛胶、三聚氰胺-甲醛胶系列作为胶黏剂,不但需要经过高温热压保证胶水的完全固化,而且胶黏剂还会释放甲醛,对人体造成危害,同时,生产此类三层实木复合地板需要严格控制生产工艺,否则很容易出现地板的变形翘曲。
3.市场上还有一种无醛三层实木地板,在生产过程中使用的是化学无醛胶,但是由于化学无醛胶的价格较高,导致生产成本居高不下,限制了无醛三层实木地板的发展。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出一种无醛实木复合地板,该发明将改性大豆无醛胶黏剂和低温热固化技术应用于三层实木复合地板的生产,使得三层实木复合地板不但环保,而且耐水性、力学性能以及稳定性极佳,同时生产成本低,有利于市场推广。
5.为实现上述目的,本发明提供如下技术方案:
6.第一方面,本发明提供一种无醛实木复合地板,包括依次层叠设置的面板、芯板和底板,所述面板与芯板之间以及芯板与底板之间分别设置有一层胶黏层,所述胶黏层为改性大豆无醛胶。
7.进一步地,所述改性大豆无醛胶包括主剂和改性剂,所述改性剂用于增强主剂的粘接强度和耐水性能。
8.进一步地,所述主剂为大豆无醛胶,所述改性剂为聚合多异氰酸酯、水性多异氰酸酯、封闭型多异氰酸酯中的一种或多种。
9.进一步地,所述面板为水曲柳、桦木、栎木、榉木、山毛榉或樱桃木;所述面板的厚度为3.5mm或4mm,宽度为50mm、60mm或70mm。
10.进一步地,所述底板为杨木、松木或桦木,所述底板的厚度为2mm或3mm。
11.进一步地,所述芯板为松木、杉木或桦木,所述芯板由同一树种板条组成,所述芯板厚度为8mm或9mm。
12.第二方面,本发明还提供一种无醛实木复合地板的制备方法:包括以下步骤:
13.s1,准备厚度为8mm或9mm的芯板,采用芯板涂胶的方式,在芯板两面涂覆改性大豆无醛胶;
14.s2,在所述的芯板的上下两面分别粘接面板和底板,按木纹纹理垂直方向进行组胚,组胚完成后,直接进行热压,热压后养生得到无醛三层实木地板。
15.进一步地,所述的步骤s1中,所述芯板的每一面的涂胶量为220~240g/m2。
16.进一步地,所述的步骤s2中,热压温度为90~95℃,热压压力为9~12kg/cm2,热压
的高压固化时间为7~10min,热压的低压排气时间为1~3min。
17.与现有技术相比,本发明的有益效果是:将改性大豆无醛胶黏剂作为三层实木复合地板层与层之间的胶黏剂,不但提高了实木复合地板的耐水性和力学性能,而且降低了生产成本。
附图说明
18.图1为本发明的结构示意图。
具体实施方式
19.以下将结合附图,对本发明进行更为详细的描述,需要说明的是,以下参照附图对本发明进行的描述仅是示意性的,而非限制性的。各个不同实施例之间可以进行相互组合,以构成未在以下描述中示出的其他实施例。
20.在本发明的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本发明的具体保护范围。
21.此外,如有术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本发明描述中,“数个”的含义是两个或两个以上,除非另有明确具体的限定。
22.在本发明中,除另有明确规定和限定,如有术语“组装”、“相连”、“连接”术语应作广义去理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;也可以是机械连接;可以是直接相连,也可以是通过中间媒介相连,可以是两个元件内部相连通。对于本领域普通技术人员而言,可以根据具体情况理解上述的术语在本发明中的具体含义。
23.如图1所示,本发明提供一种无醛实木复合地板,包括依次层叠设置的面板1、芯板2和底板3,为了让各层之间更好的结合,在面板1和芯板2以及芯板2和底板3之间分别设置了一层胶黏层4,胶黏层4的成分为改性大豆无醛胶,大豆胶黏剂是以大豆脱脂豆粉为主要原料,经物理、化学、生物等手段对其进行改性制备的一种无甲醛生物质胶黏剂,大豆胶黏剂一般的交联固化温度应达到120℃以上,此时胶黏剂表现出较强的力学性能和耐水性能,完美解决了三层实木复合地板在高温下热压容易出现地板面板面裂、翘曲变形等问题。
24.改性大豆无醛胶包括主剂和改性剂,改性剂用于增强主剂的粘接强度和耐水性能,主剂为大豆无醛胶,改性剂为聚合多异氰酸酯、水性多异氰酸酯、封闭型多异氰酸酯中的一种或多种。将异氰酸酯类固化剂用于大豆无醛胶的改性,一方面异氰酸酯类改性剂可以通过加成反应键接到大豆无醛胶的大豆蛋白分子链上,多个活性异氰酸酯基与大豆蛋白分子的活性基团,如羟基,氨基等具有较强的反应活性,形成体型结构的交联树脂,使改性大豆胶的粘接强度增强,耐水性增强,解决了大豆胶单独制备三层实木地板,由于面板应力过强、力学性能和耐水性能不合格的问题。另一方面,由于异氰酸酯类改性剂优异的活性,改性大豆无醛胶应用于三层实木地板的生产中,降低热压温度也能得到充分的固化,避免
了高温热压而引起的三层实木地板翘曲变形的问题。
25.另外,将大豆无醛胶进行改性应用于三层实木复合地板,制得的三层实木地板无甲醛添加,同时胶黏剂应用成本大大降低,是具有高附加值的绿色环保产品。
26.面板1的材料为水曲柳、桦木、栎木、榉木、山毛榉或樱桃木;面板1的厚度可以选择3.5mm或4mm,宽度可以选择50mm、60mm或70mm。
27.底板3的材料为杨木、松木或桦木,底板3的厚度一般为2mm或3mm。
28.芯板2的材料为松木、杉木或桦木,芯板2是由同一树种板条组成的,芯板厚度一般为8mm或9mm。
29.本发明还提供一种无醛实木复合地板的制备方法,包括以下步骤:
30.s1,准备厚度为8mm或9mm的芯板,采用芯板涂胶的方式,在芯板两面涂覆改性大豆无醛胶;
31.s2,在所述的芯板的上下两面分别粘接面板和底板,按木纹纹理垂直方向进行组胚,组胚完成后,直接进行热压,热压后养生得到无醛三层实木地板。
32.芯板的每一面的涂胶量为220~240g/m2,热压温度为90~95℃,热压压力为9~12kg/cm2,热压的高压固化时间为7~10min,热压的低压排气时间为1~3min。
33.优选实施例1采用如下方式进行制备三层实木复合地板:
34.(1)取厚度为9mm的由同一松木板条组成的芯板,芯板的含水率控制在8%左右,在胶辊上用大豆无醛胶进行双面涂胶,每一面的涂胶量控制在(230
±
5)g/m2;
35.(2)在涂好胶的芯板两面分别粘接3.5mm的水曲柳面板和3mm的桦木底板,按木材纹理垂直方向进行组胚,组胚完成后,放入热压机中直接热压,热压温度控制在125℃,压力在10kg/cm2,热压时间控制在高压固化时间8min,低压排汽时间在1min。
36.优选实施例2采用如下方式进行制备三层实木复合地板:
37.(1)取厚度为9mm的由同一松木板条组成的芯板,芯板的含水率控制在8%左右,在胶辊上用改性大豆无醛胶进行双面涂胶,其中改性大豆胶由100重量份的大豆无醛胶和占大豆无醛胶重量份的4%的聚合多异氰酸酯混合搅拌均匀得到,同时每一面的涂胶量控制在(230
±
5)g/m2;
38.(2)在涂好胶的芯板两面分别粘接3.5mm的水曲柳面板和3mm的桦木底板,按木材纹理垂直方向进行组胚,组胚完成后,放入热压机中直接热压,热压温度控制在95℃,压力在10kg/cm2,热压时间控制在高压固化时间8min,低压排汽时间在1min。
39.对比实施例1采用如下方式进行制备三层实木复合地板:
40.(1)取厚度为9mm的由同一松木板条组成的芯板,芯板的含水率控制在8%左右,在胶辊上用大豆无醛胶进行双面涂胶,每一面的涂胶量控制在(230
±
5)g/m2;
41.(2)在涂好胶的芯板两面分别粘接3.5mm的水曲柳面板和3mm的桦木底板,按木材纹理垂直方向进行组胚,组胚完成后,放入热压机中直接热压,热压温度控制在95℃,压力在10kg/cm2,热压时间控制在高压固化时间8min,低压排汽时间在1min。
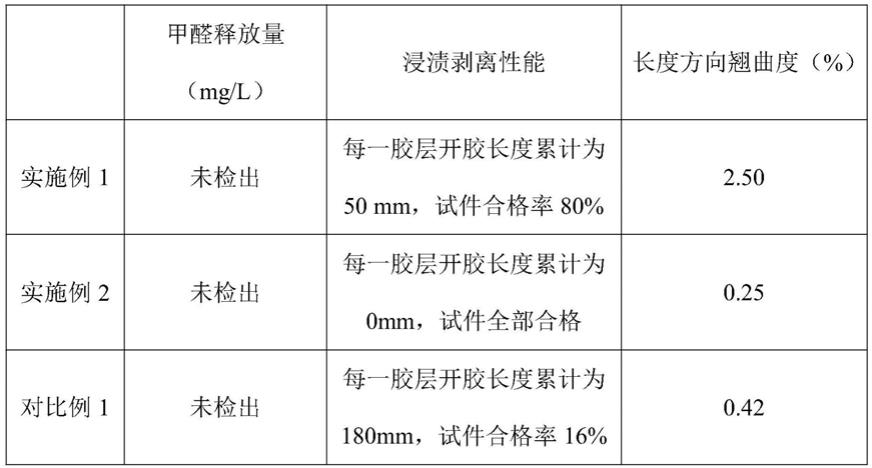
42.按gb/t 18103规定方法进行浸渍剥离性能及翘曲度性能测试,其中浸渍剥离性能测试,截取6块尺寸为75mm
×
75mm的试件。采用干燥器法检测各实施例以及对比例的实木复合地板的甲醛释放量,测试结果详见表1。
43.表1各实施例及对比例检测数据表
[0044][0045]
从表1中的数据可以看出,采用大豆胶黏剂或改性大豆胶黏剂,制得的三层实木复合地板,均无甲醛添加。通过对比实施例1、实施例2和对比例1,大豆胶黏剂经过聚合多异氰酸酯改性后,大豆胶的耐水性能提高,多异氰酸酯具备较强的活性,与大豆胶黏剂混合,起到很好的协同作用,使大豆胶的固化程度更加充分。同时通过对比实施例1和2,发现热压温度在125℃左右,三层实木地板的翘曲度较高,达不到标准的使用要求。而在较低温度95℃下热压,地板变形翘曲问题较小,完全能达到使用要求,生产出合格的无醛三层实木复合地板。
[0046]
本发明提供的无醛三层实木复合地板的制备方法,操作工艺简单,具有很强的操作性能及应用性能,适应于大规模的工业化生产。
[0047]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1