一种陶瓷3D打印机及其控制方法与流程
一种陶瓷3d打印机及其控制方法
技术领域
[0001]
本申请涉及3d打印技术领域,尤其是涉及一种陶瓷3d打印机及其控制方法。
背景技术:
[0002]
3d打印技术目前一种新兴快速成型技术,是一种以数字模型文件为基础,运用粉末状、丝状、膏体状等材料,通过逐层打印的方式来构造物体的技术。
[0003]
陶瓷3d打印的方法很多,但对于陶瓷艺术品等的最简单经济的打印方法是采用陶泥堆积的方法打印出坯体,然后再将打印出的胚体移动至陶瓷烧制炉中进行烧制从而形成陶瓷成品。由于陶泥堆积的素坯结构强度小,在打印机体上移动至烧制炉中容易对配体造成形变或损坏,对于陶瓷的最终成型存在较大的隐患。
技术实现要素:
[0004]
为了提高陶瓷制作的安全性和稳定性,本申请提供一种陶瓷3d打印机及其控制方法。
[0005]
本申请提供的一种陶瓷3d打印机及其控制方法采用如下的技术方案:第一方面,本申请提供一种陶瓷3d打印机,采用如下的技术方案:一种陶瓷3d打印机,包括机体、设在机体上的移动定位装置和设在移动定位装置上的出料嘴,所述机体上固设有烧制炉,所述烧制炉包括底板、固接在底板侧边的侧壁、设在底板内侧面的第一隔热内衬、设在侧壁内侧面的第二隔热内衬和铰接在侧壁上端部的封板;所述第一隔热内衬和底板之间设有用于调节第一隔热内衬的升降装置,所述第二隔热内衬上设有加热管。
[0006]
通过采用上述技术方案,在打印之前,先将封板打开,并通过升降装置使第一隔热内衬上升至烧制炉的上部,可使第一隔热内衬作为工作平台,打印机在挤出陶土浆料时直接落在第一隔热内衬的上表面,打印成型后,再通过升降装置使其落在烧制炉内,通过烧制炉对其进行烧制,剩余中间对打印好的素坯移动的步骤,减少了对素坯损坏的概率,提高陶瓷打印制作的效率。
[0007]
可选的,所述第二隔热内衬的内表面靠近下端部固接有密封块,所述密封块用于封堵第一隔热内衬和第二隔热内衬之间的缝隙。
[0008]
通过采用上述技术方案,当升降装置带动第一隔热内衬向下移动后,可使第一隔热内衬抵接至密封块上,可减少烧制炉内的高温气体从第一隔热内衬和第二隔热内衬之间的空隙漏出,减少热气直接冲击在升降装置上对其造成损害。
[0009]
可选的,所述升降装置包括剪叉式升降机,所述剪叉式升降机的上部固接至第一隔热内衬的下部,所述剪叉式升降机的下部固接至底板上。
[0010]
通过采用上述技术方案,剪叉式升降机向下折叠回收后,可带动第一隔热内衬向下移动,可用于将第一隔热内衬上成型的陶泥素坯送进烧制炉内;剪叉式升降机向上伸出后,可推动第一隔热内衬向上移动,用于将烧结完成的陶瓷成品推出烧制炉外。
[0011]
可选的,所述升降装置包括至少一个气缸,所述气缸的缸体固接至底板上,所述气缸的活塞杆的端部固接在第一隔热内衬的下表面。
[0012]
通过采用上述技术方案,气缸设在第一隔热内衬和底板之间,可在气缸的活塞杆伸出后,实现推起第一隔热内衬向上移动的功能,从而使第一隔热内衬作为工作平台对陶土进行承载。
[0013]
可选的,所述出料嘴包括用于挤出陶瓷泥浆的第一喷嘴和用于喷出釉料的第二喷嘴;所述第二喷嘴至少有两个。
[0014]
通过采用上述技术方案,第一喷嘴用于挤出陶泥浆料,通过陶泥浆料的堆叠形成需要的形状;第二喷嘴用于喷出釉料,对成型的陶泥进行上釉,,两个第二喷嘴用于对成型陶泥的内部和外部或者成型陶泥的两侧面进行全面的喷涂,减少残留的死角。
[0015]
可选的,所述封板的内侧面设有第三隔热内衬。
[0016]
通过采用上述技术方案,封板上设置的第三隔热内衬可提高烧制炉内对温度的密封性,减少烧制炉在对陶泥进行烧制的过程中消耗过多的热量,同时可对封板起到隔热的作用,防止烧制炉内的高温对封板造成损坏,也可使工作人员对封板进行操作时避免烫伤。
[0017]
可选的,所述第三隔热内衬包括衬底和固接在衬底中间部分的凸块,所述凸块的面积与第一隔热内衬的面积相等。
[0018]
通过采用上述技术方案,凸块卡设在多个第二隔热板之间,可对烧制炉内的热量进行封锁,同时第三隔板的衬底抵接在多个第二隔热板的上端面,可对凸块与第二隔板之间的分缝隙进行封堵,防止烧制炉内的空气受热后形成较大压力,从凸块与第二隔板之间的缝隙漏出而对封板造成损坏,提高使用过程的安全性。
[0019]
可选的,所述烧制炉的上部侧边可拆卸连接有透明围板。
[0020]
通过采用上述技术方案,透明围板设在烧制炉的上部,可使透明围板对打印过程行成防护,防止外部环境的作用对打印过程中的陶泥坯体造成破坏,同时透明围板为透明的材质可使工作人员对打印过程实时查看,提高打印过程的稳定性。
[0021]
可选的,所述封板上固接有把手,所述把手的外部固设有隔热层。
[0022]
通过采用上述技术方案,把手的设置,可便于工作人员对封板进行操作,把手上的隔热层能够对工作人员的手部起到良好的防护作用,防止封板上较高的温度传递至把手上而对人的手部造成伤害。
[0023]
第二方面,本申请提供一种陶瓷3d打印机的控制方法,采用如下的技术方案:一种陶瓷3d打印机的控制方法,包括有以下步骤:步骤一:将封板打开,控制升降装置带动第一隔热内衬上升至与侧板的上侧边平齐;步骤二:根据输入在打印机上的三维模型控制第一喷嘴挤出陶泥浆料,并在第一隔热内衬上并打印成型;步骤三:控制第二喷嘴对成型的陶泥进行上釉操作;步骤四:控制升降装置带动第一隔热内衬以及成型的陶泥向下移动至烧制炉内;步骤五:关闭封板,开启烧制炉通过加热管对成型的陶土进行烧制,并持续固定的时间;步骤六:关闭烧制炉对高温的陶土进行自然冷却,打开封板,控制升降装置带动第一隔热内衬上升至与侧板的上侧边平齐,将陶瓷成品推出。
[0024]
综上所述,本申请包括以下至少一种有益技术效果:1.在打印之前,先将封板打开,并通过升降装置使第一隔热内衬上升至烧制炉的上部,可使第一隔热内衬作为工作平台,打印机在挤出陶土浆料时直接落在第一隔热内衬的上表面,打印成型后,再通过升降装置使其落在烧制炉内,通过烧制炉对其进行烧制,剩余中间对打印好的素坯移动的步骤,减少了对素坯损坏的概率,提高陶瓷打印制作的效率;2.透明罩设在烧制炉的上部,可使透明罩对打印过程行成防护,防止外部环境的作用对打印过程中的陶泥坯体造成破坏,同时透明罩为透明的状态可使工作人员对打印过程实时查看,提高打印过程的稳定性。
附图说明
[0025]
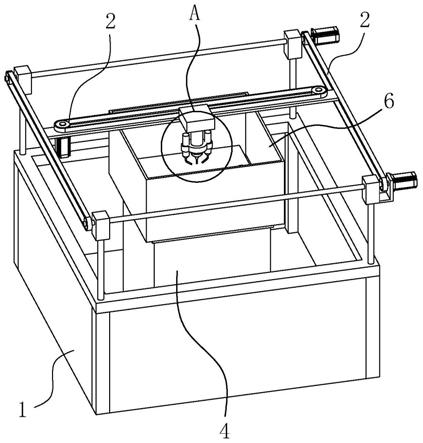
图1是本申请实施例提供的一种整体结构示意图。
[0026]
图2是本申请实施例提供的烧制炉的剖面结构示意图。
[0027]
图3是图1中a部分的放大结构示意图。
[0028]
附图标记说明:1、机体;2、移动定位装置;3、出料嘴;31、第一喷嘴;32、第二喷嘴;4、烧制炉;41、底板;42、侧壁;43、封板;431、把手;44、第一隔热内衬;45、第二隔热内衬;451、密封块;452、加热管;46、第三隔热内衬;461、衬底;462、凸块;5、剪叉式升降机;6、透明围板。
具体实施方式
[0029]
以下结合附图1-3对本申请作进一步详细说明。
[0030]
首先对3d陶瓷打印设备做一个简单的介绍,通过第三方软件构建出打印模型后,将其转换成特定的格式,并传输至打印机,打印机可根据接收的数据模型控制喷嘴将热熔性材料加热融化,通过带有一个微细喷嘴的喷头挤喷出来。热熔材料融化后从喷嘴喷出,沉积在制作面板或者前一层已固化的材料上,温度低于固化温度后开始固化,通过材料的层层堆积形成最终成品。
[0031]
本申请实施例公开一种陶瓷3d打印机。参照图1,3d打印机包括机体1、移动定位装置2、出料嘴3和烧制炉4。其中,出料嘴3固接在移动定位装置2上,并开口朝下正对烧制炉4;移动定位装置2包括横向移动、纵向移动和竖向移动的移动装置,可以是链条传动,可以是丝杠传动,也可以是传动带传动,用于调整出料嘴3的位置以根据三维模型打印出陶泥素坯;烧制炉4固接在机体1上,用于对成型的陶泥素坯进行脱脂和烧结,最终形成陶瓷成品。
[0032]
具体的,参照图2,烧制炉4包括底板41、多个垂直固接在底板41上的侧壁42和铰接在侧壁42上侧边缘的封板43;底板41可以是多边形结构,也可以是圆形结构,作为优选,底板41为矩形结构,侧壁42的数量为四个并于侧边处固接行成横截面为矩形结构的筒体;底板41的上表面固接有用于封锁热量的第一隔热内衬44,侧壁42的内侧面固接有用于封锁热量的第二隔热内衬45,且第一隔热内衬44的面积略小于第二隔热内衬45的内侧面所围成的图形,封板43的内侧面固设有第三隔热内衬46,且与第一隔热内衬44的面积相等。
[0033]
第一隔热内衬44与底板41之间设有升降装置,用于对第一隔热内衬44进行升降调节,在打印之前,可先将封板43以及第三隔热内衬46打开,通过升降装置提升第一隔热内衬44的水平高度,并与第二隔热内衬45的上表面平齐,用于当做打印平台,使出料嘴3挤出的
陶泥浆料直接落在第一隔热内衬44的上表面,最终在第一隔热内衬44上打印出成型的陶泥素坯,再通过升降装置下降第一隔热内衬44,从而使成型的陶泥素坯其落在烧制炉4内,通过烧制炉4对其进行烧制,省去中间对成型的陶泥素坯移动的步骤,减少了对素坯损坏的概率,提高陶瓷打印制作的效率。
[0034]
第二隔热内衬45的内侧面开设有凹槽,凹槽内固设有加热管452,用于对成型的陶泥素坯进行脱脂和烧结,加热管452设在凹槽内并不超过第二隔热内衬45的内表面,便于使升降装置带动第一隔热内衬44在第二隔热内衬45之间的空间上下移动,防止加热管452对第一隔热内衬44的移动造成影响。
[0035]
具体的,升降装置可以是剪叉式升降机5,剪叉式升降机5的上部连接至第一隔热内衬44的下表面,剪叉式升降机5的下表面固接至底板41上,通过剪叉式升降机5的伸出和收缩实现对第一隔热内衬44的高度调节;升降装置还可以是气缸,气缸为多级气缸且至少有三个,三个气缸之间的距离均等,用于保持第一隔热内衬44始终呈水平状态;气缸的缸体下端部固接至底板41的内表面,气缸的活塞杆的外端部固接至第一隔热内衬44的下部,通过调节气缸活塞杆的伸出和收回实现调节第一隔热内衬44高度的功能,本实施例以剪叉式升降机5为例进行附图说明。
[0036]
进一步的,多个第二隔热内衬45的内表面固设有密封块451,密封块451靠近第二隔热内衬45的下端面,密封块451与第二隔热内衬45的材质和性能相同,用于对第一隔热内衬44和第二隔热内衬45之间的缝隙进行封堵,从而减少烧制炉4内的高温的通过第一隔热内衬44和第二隔热内衬45之间的缝隙而对升降装置造成破坏。
[0037]
进一步的,第三隔热内衬46包括固接在封板43内侧面的衬底461和固接在衬底461中间部分的凸块462,即在凸块462的边缘与衬底461之间形成台阶槽,凸块462的面积与第一隔热内衬44的面积相等,在关闭封板43时,凸块462卡设在多个第二隔热板之间,衬底461抵接在第二隔热内衬45的上端面上,用于对烧制炉4内的热量进行封锁,防止烧制炉4内的热量通过第三隔热内衬46对封板43造成损坏,同时提高工作人员操作封板43时的安全性。
[0038]
封板43的外表面固设有把手431,便于使工作人员对封板43进行操作;把手431的外部固设有隔热垫,隔热垫可以是橡胶垫,也可以使塑料泡沫,这样能够对工作人员的手部起到良好的防护作用,防止封板43上较高的温度传递至把手431上而对人的手部造成伤害。
[0039]
进一步的,参照图3,出料嘴3包括用于挤出陶泥浆料的第一喷嘴31和用于喷出釉料的第二喷嘴32;第二喷嘴32为雾化喷头且至少有两个,两个第二喷嘴32分别固设在第一喷嘴31相对的两侧边,用于对成型的陶泥素坯的内外两侧面进行喷涂,减少残留的死角,使喷涂更加全面。
[0040]
参照图1,烧制炉4的上部侧边固接有透明围板6,可对打印机的打印过程起到防护的作用,防止外部环境的作用例如人为或风力的作用对打印过程中的陶泥坯体造成破坏,同时透明围板6为透明的状态可使工作人员对打印过程实时查看,提高打印过程的稳定性。
[0041]
本身其功能实施例还公开一种陶瓷3d打印机的控制方法,包括有以下步骤:步骤一:将封板43打开,控制升降装置带动第一隔热内衬44上升至与侧板的上侧边平齐;步骤二:根据输入在打印机上的三维模型控制第一喷嘴31挤出陶泥浆料,并在第一隔热内衬44上并打印成型;
步骤三:控制第二喷嘴32对成型的陶泥进行上釉操作;步骤四:控制升降装置带动第一隔热内衬44以及成型的陶泥向下移动至烧制炉4内;步骤五:关闭封板43,开启烧制炉4通过加热管452对成型的陶土进行烧制,并持续固定的时间;步骤六:关闭烧制炉4对高温的陶土进行自然冷却,打开封板43,控制升降装置带动第一隔热内衬44上升至与侧板的上侧边平齐,将陶瓷成品推出。
[0042]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1