一种预应力长线台混凝土预制件布料机控制系统的制作方法
1.本发明主要涉及混凝土预制件生产控制技术领域,具体是一种预应力长线台混凝土预制件布料机控制系统。
背景技术:
2.装配式建筑快速增长,在建筑行业内占比越来越大,它们在保证建筑质量的基础上极大地降低了施工成本,并有助于缩短施工工期。
3.当前,大部分混凝土预制板是通过工厂内的生产系统,以流水线的形式生产出来的;常见的混凝土预制板生产系统主要包括混凝土搅拌站、混凝土布料系统、模台及其驱动系统和辅助机构等部分,其中,混凝土布料系统主要包括布料机、大车机构和小车机构;混凝土输送设备将混凝土输送至布料机,布料机将混凝土浇筑在模台上,通常混凝土布料系统以这种方式设置:在厂房内,通常设置有轨道,大车机构可移动地设置在轨道上,小车机构设置在大车机构上;大车机构上也设置有轨道,并且大车机构上的轨道与厂房内的轨道相互垂直,小车机构可移动地设置在大车机构的轨道上,作业时,大车机构的移动方向与流水线平行,小车机构的移动方向与流水线垂直;布料机设置在小车机构上,并可相对小车机构上下移动。混凝土布料系统在布料时,现场的操作人员通过实时控制大车机构、小车机构和布料机的动作来控制布料速度及位置,这种作业模式的作业效率和质量通常依赖于操作人员的经验高低,这对操作人员的专业经验提出了较高的要求,且也无法从根本上确保作业效率和质量,尤其是预应力长线台生产线:生产线长、模具多、跨度大,人工操作不方便,布料不均匀。
技术实现要素:
4.鉴于现有技术中存在的不足和缺陷,本发明的目的在于提供一种预应力长线台混凝土预制件布料机控制系统。
5.为了解决上述技术问题,本发明采用如下技术方案:一种预应力长线台混凝土预制件布料机控制系统,其特征在于:包括如下步骤,
6.(1)设定龙门大车行走x轴,龙门大车将生产线左端“位置x”作为零点,从“位置x”向右每隔10米设置一个金属感应点,总计13个金属感应点,龙门大车行走过程电磁感应开关感应到当前金属感应点,大车编码器的“当前位置值x”—“固定位置x”绝对值小于200毫米,将“固定位置x”通过控制器重新赋值给编码器”位置x”,使误差归零,确保行走准确;
7.(2)设定小车行走y轴,小车将接料位作为“位置y”零点,每条产线侧边设置一个金属感应点,设定“固定位置y1”,“固定位置y2”,“固定位置y3”,“固定位置y4”,作为小车”位置y”赋值点,小车行走过程电磁感应开关感应到当前金属感应点,小车编码器的“当前位置值y
”‑“
固定位置y1”的绝对值小于200毫米,将“固定位置y1”通过控制器重新赋值给编码器“位置y”,使误差归零;
8.(3)设定模具和模具内禁止布料区,模具下边距长线台侧边距离统一为h,模台间
距统一为l,每个模具的长、宽、重量对应xi、yi、ti;模具内禁止布料区域尺寸ai、bi、li、hi;并以配方的形式进行存储,然后将配方写入控制器,i取值范围1
‑‑‑‑‑
100,配方输入单位毫米,最多可输入100个模具参数;
9.(4)上位输入每个模具的长宽xi、yi,控制器计算每个模具在生产线的绝对坐标x、y,根据输入的配方模具长度xi,判断出最后一个模具的终止坐标,龙门大车实时位置超过最后一个模具+2000毫米停机;
10.(5)龙门大车前进布料,根据编码器测算的“当前位置x”判断当前模具参数,xi、yi、ti;ai、bi,li、hi;并判断当前模具起始边绝对坐标“x起“,终止边坐标”x终“;
11.(6)小车布料宽度由当前模具yi决定,龙门大车“当前位置x”判断当前模具的长度xi和宽度yi;
12.(7)根据宽度yi和布料机门宽度对比,判断1到10号门开几个门,以1号为基准,单门布料宽度225毫米;模具宽度超过2300毫米,启动二次布料,二次布料宽度“yi—2250毫米”;
13.(8)布料过程中根据龙门大车当前x坐标判断ai、bi、li、hi,以1号为基准,单门布料宽度225毫米测算1到10门的绝对坐标“y门”在坐标bi终和bi起区域的布料门自动关闭,通过此区域进入允许布料区域,布料门打开;
14.(9)大车行走到当前模具终点坐标”x终“,“允许打开布料门”关闭,所有布料门全关闭;
15.(10)根据最大布料宽度2250毫米:当前模具宽度yi<2250毫米:单位长度内标准布料重量,以下简称“ti/xi”,“ti/xi”=ti/xi,大车所在位置模具的重量和长度比值;
16.(11)当前模具宽度yi>=2250毫米:一次布料区域:yi<2250毫米的区域“ti/xi”=(2250/yi)*(ti/xi),yi>2250毫米的区域“ti/xi“=(yi
‑
2250)/yi*(ti/xi)
17.(12)实时下料速度对比,以下简称实时ti/xi,实时ti/xi=(起始t—实时t)*(龙门大车“当前位置x”—“x起“),龙门大车在自动布料过程中控制器实时判断标准“ti/xi”与”实时ti/xi“的对比值,通过pid闭环控制大车行走速度,实现均匀布料;布料重量”实时ti/xi”<”标准ti/xi”控制器会自动降低龙门大车行走频率;布料超重时”实时ti/xi”>”标准ti/xi”控制器会自动提高龙门大车行走频率;
18.(13)当前模具下料总重量超过“设定重量ti”+“超重范围”时,下料超重报警,布料暂停;
19.(14)“xi”是当前模具的长,作为当前龙门大车二次布料的返回值,龙门大车一次布料完成后,后退“xi”距离,同时小车前进“yi”距离,两车都到位后实施二次布料;根据y-2250宽度开相应布料门;大车前进到达本模具终止位后关闭所有布料门,二次布料完成;
20.(15)二次布料完成后,小车后退至本条生产线侧边金属感应点位;大车继续前行,根据龙门大车“当前位置x”判断下一布料区域,继续实施自动布料;
21.(16)根据龙门大车“当前位置x”判断下一布料区域模具参数,将“模具重量”和布料机“余料重量”做对比,布料机“余料重量”小于下一个模具的设定重量+清零重量时,输出“余料不足”信号;
22.(17)控制器输出“余料不足”信号,龙门大车停止行走,小车自动后退至接料位接料,接料完成运料车发送”完成信号“给布料机;小车自动前进至原布料生产线,继续自动布
料,最后一个模具完成布料,龙门大车继续前进2m,自动停止。
23.与现有技术相比,本发明具有的有益效果为:本发明可在布料过程进行全自动控制。启动后:自动寻找所要布料的生产线,自动识别模具尺寸进行自动布料;布料过程中通过pid闭环对比下料重量和理论标准值,自动控制行走速度,达到均匀布料的目的,料浆不足时,自动返回接料点接料,接料完成后自动返回原生产线继续布料,布料完成后自动停止。
附图说明
24.下面结合附图对本发明作进一步的说明:
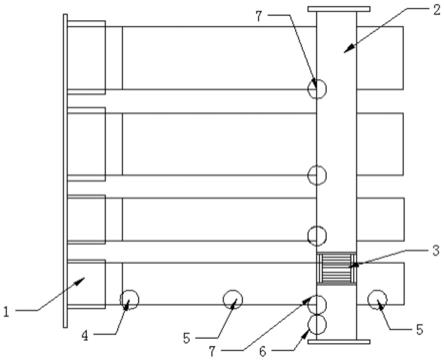
25.图1为本发明的结构示意图;
26.图中:1生产线;2龙门大车;3小车;4大车原点;5大车位置;6接料位;7小车位置。
具体实施方式
27.为了本发明的技术方案和有益效果更加清楚明白,下面结合具体实施例对本发明进行进一步的详细说明。
28.本发明是从实际出发,应用于预应力长线台预制件全自动布料的一种设备;应用生产现场共四条生产线1#、2#、3#、4#,每条生产线长度120米;料浆接料位置1个;龙门大车跨度22米;小车宽度2.5米,10个布料门并排,单门布料宽度225毫米,单次最大布料宽度2250毫米;龙门大车行走x轴,小车行走y轴;大车增量型编码器1个,定位电磁感应开关一个,大车原点、大车位置1、大车位置2、......大车位置12,总计13个金属感应点;小车增量型编码器1个,定位电磁感应开关一个,接料位、小车位置1、小车位置2、小车位置3、小车位置4总计五个金属感应点;龙门大车在支撑龙门的固定钢结构横梁上行走,小车在龙门大车的横梁上行走;大车定位电磁感应开关安装在龙门大车框架上,金属感应点安装在支撑龙门的固定钢结构横梁上;小车定位电磁感应开关安装在小车上,金属感应点安装在龙门大车横梁上。
29.自动布料功能如下:
30.龙门大车将生产线左端作为”位置x”零点,启动前和布料完成后龙门大车需要前往零点复位”位置x”,确保行走准确;从零点向右每隔10米设置一个金属感应点,每个金属感应点分别设定固定位置为10000毫米、20000毫米......120000毫米,龙门大车行走过程电磁感应开关感应到当前感应点,(大车编码器“当前位置值x”—“固定位置x”)绝对值小于200毫米,将“固定位置x”通过plc重新赋值给编码器”位置x”,使误差归零;
31.小车接料位作为”位置y”零点,每条产线侧边设置一个金属感应点,设定“固定位置y1”,“固定位置y2”,“固定位置y3”,“固定位置y4”,作为小车”位置y”赋值点;小车在接料位归零,前进到1#位,小车上电磁感应开关感应到1#位金属点,(小车编码器“当前位置值y”减去固定位置y1”)绝对值小于200毫米,将“固定位置y1”通过plc重新赋值给编码器”位置y”,使误差归零;
32.红色框代表模具,红色框内的矩形框代表窗户,门等禁止布料区域;
33.模具下边距长线台侧边距离统一为h,模台间距统一为l,每个模具的长、宽、重量对应xi、yi、ti;模具内禁止布料区域尺寸ai、bi,li、hi单位统一为毫米;
34.在触摸屏上将模具的相关参数xi、yi、ti;模具内禁止布料区域尺寸ai、bi,li、hi以配方的形式进行存储,可存储多个配方;
35.配方选择和下发:根据编号或名称加载配方,将当前配方值写入plc,对比plc内部被写入的值和当前配方设定值无误后可启动自动布料
36.遥控器选择“一线”,小车自动行走去1#线感应到1#线金属感应点停止;
37.长按“自动布料”3秒,开始自动布料;
38.以1#线为例:xi代表模具长度,yi代表模具宽度(i取值范围1
‑‑‑‑‑
100)
39.配方输入单位毫米,最多可输入100个模具参数;
40.x1、x2
‑‑‑‑‑‑
x100代表模具长度;
41.提前关门量(模具终止坐标xi提前关门距离);
42.l代表模具间隔(等间隔);
43.y1
‑
y2
‑‑‑‑‑‑‑
y100代表模具宽度;
44.t1
‑‑‑‑
t100模具布料重量,单位kg;
45.ai禁止布料区域长度毫米;
46.bi禁止布料区域宽度毫米;
47.li禁止布料区域至模具左边距离毫米;
48.hi禁止布料区域距模具底边距离毫米;
49.根据输入的配方模具长度xi,判断出最后一个模具的终止坐标,龙门大车实时位置超过最后一个模具+2000毫米停机;
50.上位输入每个模具的长宽xi、yi,plc计算每个模具在生产线的绝对坐标x、y;
51.龙门大车前进布料,根据编码器测算的“当前位置x”判断当前模具参数,xi、yi、ti;ai、bi,li、hi;并判断当前模具起始边绝对坐标“x起“,终止边坐标”x终“;
52.大车进入模具范围(“x起“和”x终“)区间内输出“小车允许开门”信号;布料机开几号门根据yi、ai、bi、li、hi判断;
53.小车布料宽度:由当前模具yi决定;
54.龙门大车“当前位置x”判断当前模具的长度xi和宽度yi;
55.根据宽度yi和布料机门宽度对比,判断1到10号门开几个门,以1号为基准,单门布料宽度225毫米;模具宽度超过2300毫米,启动二次布料,二次布料宽度“yi—2250毫米”;
56.布料过程中根据龙门大车当前x坐标判断ai、bi、li、hi(禁止布料区域),以1号为基准,单门布料宽度225毫米测算1到10门的绝对坐标“y门”在坐标(bi终和bi起)区域的布料门自动关闭;通过此区域进入允许布料区域,布料门打开;
57.大车行走到当前模具终点坐标”x终“,“允许打开布料门”关闭,所有布料门全关闭;
58.布料过程通过plc的闭环pid控制达到均匀布料;
59.根据最大布料宽度2250毫米:
60.当前模具宽度yi<2250毫米:单位长度内标准布料重量(以下简称“ti/xi”),“ti/xi”=ti/xi(大车所在位置模具的重量和长度比值);
61.当前模具宽度yi>=2250毫米:
62.一次布料区域:yi<2250毫米的区域“ti/xi”=(2250/yi)*(ti/xi)
63.yi>2250毫米的区域“ti/xi“=(yi
‑
2250)/yi*(ti/xi)
64.实时下料速度对比(以下简称”实时ti/xi“),
[0065]”实时ti/xi“=(起始t—实时t)*(龙门大车“当前位置x”—“x起“)
[0066]
起始t:当前模具起始配料时布料机重量;
[0067]
实时t:布料机实时重量;
[0068]
x起:当前模具起始布料的侧边x轴坐标;
[0069]
龙门大车在自动布料过程中plc实时判断标准“ti/xi”与”实时ti/xi“的对比值,通过pid闭环控制大车行走速度,实现均匀布料。
[0070]
布料重量”实时ti/xi”<”标准ti/xi”plc会自动降低龙门大车行走频率;布料超重时”实时ti/xi”>”标准ti/xi”plc会自动提高龙门大车行走频率;
[0071]
当前模具下料总重量超过(“设定重量ti”+“超重范围”),下料超重报警,布料暂停;
[0072]“xi”是当前模具的长,作为当前龙门大车二次布料的返回值,龙门大车一次布料完成后,后退“xi”距离,同时小车前进“yi”距离,两车都到位后实施二次布料;根据y-2250宽度开相应布料门;大车前进到达本模具终止位后关闭所有布料门,二次布料完成;
[0073]
二次布料完成后,小车后退至本条生产线侧边金属感应点位;大车继续前行,根据龙门大车“当前位置x”判断下一布料区域,继续实施自动布料;
[0074]
根据龙门大车“当前位置x”判断下一布料区域模具参数,将“模具重量”和布料机“余料重量”做对比,布料机“余料重量”小于下一个模具(设定重量+清零重量),输出“余料不足”信号;
[0075]
plc输出“余料不足”信号,龙门大车停止行走,小车自动后退至接料位接料,接料完成运料车发送”完成信号“给布料机;小车自动前进至原布料生产线,继续自动布料。
[0076]
最后一个模具完成布料,龙门大车继续前进2m,自动停止;
[0077]
布料过程中短按一下“自动布料”按钮,停止自动布料;
[0078]
运行过程中,按下“急停按钮”可停止所有动作,并退出自动布料程序;
[0079]
大小车都具有前后极限位保护,可避免大小车超出轨道行程;
[0080]
自动布料是根据龙门大车“当前位置x”和“x轴”坐标判断当前模具的参数和坐标,可在任意位置启动和停止。
[0081]
应当理解,此处所描述的具体实施方式仅用于理解本发明,并不用于限定本发明,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1