一种隔热保温PVC墙板的制作方法
一种隔热保温pvc墙板
技术领域
[0001]
本实用新型属于墙板技术领域,具体地说是涉及一种隔热保温pvc墙板。
背景技术:
[0002]
pvc板是由氯乙烯单体经自由基聚合而成的聚合物,由于其具有具有优良的耐腐蚀性、绝缘性,并有一定的机械强度且价格低廉,其应用得到了广泛推广。但是普通的pvc墙板保温性差,用其建成的建筑物都是冬天冷,夏天热,需要使用大量的能源用于取暖和制冷,不利于环保节能。因此,需要开发出新的具有较好的保温隔热性能的pvc墙板。
[0003]
另一方面,墙板作为墙体装饰的一部分,其还需要尽可能的去模仿传统的砖墙或者瓷砖墙面,此外由于墙板作为外墙装饰,那么对于其表面的耐久性也有较高的要求。
技术实现要素:
[0004]
本实用新型的目的是提供一种隔热保温pvc墙板,其意在解决背景技术中存在的技术问题。
[0005]
为解决上述技术问题,本实用新型的目的是这样实现的:
[0006]
一种隔热保温pvc墙板,包括第一基板和第二基板,所述第一基板和第二基板之间设有保温层,所述第一基板和第二基板贴合并固连于所述保温层的两面;
[0007]
所述第一基板的上表面设有印刷层,所述印刷层上表面设有发泡层,所述发泡层的上表面设有保护层,所述保护层的上表面设有玻璃钢漆层。
[0008]
在上述方案的基础上并作为上述方案的优选方案:所述第一基板上表面设有规律排布的装饰线条,所述装饰线条由所述第一基板的上表面线性凹陷形成。
[0009]
在上述方案的基础上并作为上述方案的优选方案:所述保温层为岩棉保温板。
[0010]
在上述方案的基础上并作为上述方案的优选方案:所述保温层为蜂窝板。
[0011]
在上述方案的基础上并作为上述方案的优选方案:所述玻璃钢漆层的材料为不饱和树脂漆。
[0012]
在上述方案的基础上并作为上述方案的优选方案:所述保护层的材料为uv 胶。
[0013]
在上述方案的基础上并作为上述方案的优选方案:所述第二基板的外表面设有绒毛层,所述绒毛层与所述第二基板的外表面之间具有粘胶层。
[0014]
本实用新型相比现有技术突出且有益的技术效果是:1.在第一基板和第二基板之间增加隔热层可以起到保温隔热的作用。
[0015]
2、第一基板作为墙板的最外层,其表面进行优化处理,使得其能够具备长久的耐久性,使其具有更长的寿命。
[0016]
3、在第二基板外表面设置绒毛层,绒毛层内具有较多的空隙,一方面可以起到阻断热量由室内向第二基板传导或有外部通过第二基板向室内传导;另一方面可以起到一定的隔音降噪的效果。
附图说明
[0017]
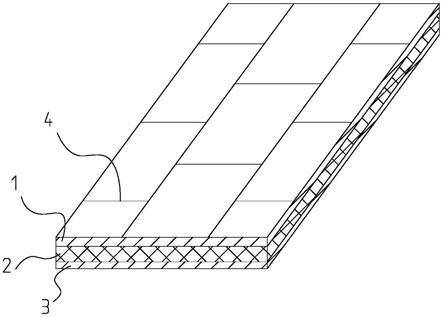
图1是实施例一的整体结构示意图;
[0018]
图2是实施例一的第一基板表面结构示意图;
[0019]
图3是实施例二结构示意图;
[0020]
图4是实施例三结构示意图。
具体实施方式
[0021]
为使本申请的目的、技术方案和优点更加清楚,下面将结合实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请一部分实施例,而不是全部实施例。基于已给出的实施例,本领域普通技术人员在未做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
[0022]
在本申请的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
[0023]
在本申请的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
[0024]
实施例一
[0025]
一种隔热保温pvc墙板,其特征在于:包括第一基板1和第二基板3,所述第一基板1和第二基板3之间设有保温层2,所述第一基板1和第二基板3贴合并固连于所述保温层2的两面,在第一基板和第二基板之间增加隔热层可以起到保温隔热的作用;所述第一基板1的上表面设有印刷层5,所述印刷层5上表面设有发泡层6,所述发泡层6的上表面设有保护层7,所述保护层7的上表面设有玻璃钢漆层8,第一基板作为墙板的最外层,其表面进行优化处理,使得其能够具备长久的耐久性,使其具有更长的寿命。
[0026]
进一步优选,所述第一基板1上表面设有规律排布的装饰线条4,所述装饰线条4由所述第一基板1的上表面线性凹陷形成。
[0027]
优选,所述玻璃钢漆层8的材料为不饱和树脂漆,所述保护层7 的材料为uv胶。
[0028]
本实施方式优选所述保温层2为岩棉保温板,通过岩棉保温板一方面可以起到良好的保温效果;另一方面还能够具有一定的耐火阻燃性能。
[0029]
实施例二
[0030]
与实施例一的区别在于所述保温层2为蜂窝板,采用蜂窝板后墙板在具有良好的保温隔热性能的基础上,墙板的强度也大大增强,使其具有更优异的抗弯折性能。
[0031]
实施例三
[0032]
本实施方式与实施例一和实施例二的区别在于所述第二基板3的外表面设有绒毛层9,所述绒毛层9与所述第二基板3的外表面之间具有粘胶层31。绒毛层内具有较多的空隙,一方面可以起到阻断热量由室内向第二基板传导或有外部通过第二基板向室内传导;另一方面可以起到一定的隔音降噪的效果。
[0033]
实施例四
[0034]
一种隔热保温pvc墙板的生产工艺,第一基板和第二基板加工:配料,按重量份计
由、无机纤维4份、pvc100、乙烯丙烯酸酯90份、膨润土12、过氧化甲酰4份、二氧化钛2、氧化钙7份、醇酸树脂3、碳酸镁15份、三聚氰胺4、负离子粉3、石蜡5、硬脂酸钡2.3、硬脂酸钙1.1,脱模剂3份、着色剂2.1份;所述第一基板和第二基板加工的配料步骤还包括先将pvc的粉料、二氧化钛、氧化钙、醇酸树脂、碳酸镁、三聚氰胺、负离子粉、石蜡、硬脂酸钡、硬脂酸钙投入到搅拌机中进行搅拌,控制搅拌的速度为720r/min,搅拌时长为30min,加入剩余原料,再以450r/min速度搅拌11min,温度控制在110-120℃,制得混合料,然后将混合料进行热处理;真空热处理:在0.9pa真空度的真空介质中进行,热处理温度为200℃,热处理时间为30min,然后自然冷却;成型:将热处理并冷却后的混合料放入模具内,将模具放入 50-60℃保温箱中,采用压力机加压4-5mpa并保温3h,脱模后获得基板,将第一基板和第二基板通风晾晒,晾晒的温度控制在30-40℃,晾晒时间为45h;优选所述第一基板和第二基板加工成型步骤中,所述模具的内表面设有凸棱,所述凸棱与设定的装饰线条走向一致;所述凸棱截面为半圆柱,这样在第一基板和第二基板成型的过程中便可以通过凸棱在第一基板和第二基板的表面压出线性凹陷,从而形成装饰线条的样式。
[0035]
印刷层加工:将加工后的基板采用水性油墨进行印刷;印刷后将基板通过烘干机进行烘干至油墨固化硬度达到50-60%后取出;
[0036]
发泡层加工:采用发泡油墨在印刷层上进行印刷,发泡油墨包括按照质量份数计的油墨80-120份,溶剂30-70份,发泡剂1-20份;
[0037]
保护层加工:在发泡层上表面涂布uv胶;
[0038]
玻璃钢漆层:在保护层上表面涂布不饱和树脂漆后移入烘箱,并在烘箱内设置紫外光,在烘箱的加热作用以及紫外光的照射下印刷层进一步固化,发泡层完成发泡,不饱和树脂漆完成固化,uv胶完成固化;需要说明的是,在最终固化的过程中,由于印刷层未完全固化、发泡层未完全发泡、保护层和玻璃钢漆层均为固化,此时经过烘箱和紫外光的作用时分别开始固化以及发泡,一方面可以使各个层与层之间具有很强的结合力,提高基板表层的耐候性和耐老化性;另一方面可以使发泡层在发泡的过程中保护层和玻璃钢漆层未完全固化,这样就可以使得发泡层能够具备足够的变形空间,固化后可以在玻璃钢漆层外表形成明显的凹凸手感;再一方面,相对比现有技术中每层涂布结束后都需要进行烘干固化而言,更加节能和节省加工时间。
[0039]
墙板成型:在保温层两面涂覆粘接剂,将第一基板和第二基板分别贴合在保温层的两面后加压10-12小时,加压过程恒温50-70℃。
[0040]
实施例五
[0041]
一种隔热保温pvc墙板的生产工艺,第一基板和第二基板加工:配料,按重量份计由、无机纤维5份、pvc100、乙烯丙烯酸酯925份、膨润土14、过氧化甲酰5份、二氧化钛3、氧化钙8份、醇酸树脂5、碳酸镁20份、三聚氰胺 4.5、负离子粉4、石蜡6、硬脂酸钡3、硬脂酸钙1.5,脱模剂4份、着色剂2.2 份;所述第一基板和第二基板加工的配料步骤还包括先将pvc的粉料、二氧化钛、氧化钙、醇酸树脂、碳酸镁、三聚氰胺、负离子粉、石蜡、硬脂酸钡、硬脂酸钙投入到搅拌机中进行搅拌,控制搅拌的速度为720r/min,搅拌时长为30min,加入剩余原料,再以450r/min速度搅拌11min,温度控制在110-120℃,制得混合料,然后将混合料进行热处理;真空热处理:在0.9pa真空度的真空介质中进行,热处理温度为200℃,热处理时间为30min,然后自然冷却;成型:将热处理并冷却后的混合料放入模具内,将模具放入50-60
℃保温箱中,采用压力机加压4-5mpa并保温3h,脱模后获得基板,将第一基板和第二基板通风晾晒,晾晒的温度控制在30-40℃,晾晒时间为45h;优选所述第一基板和第二基板加工成型步骤中,所述模具的内表面设有凸棱,所述凸棱与设定的装饰线条走向一致;所述凸棱截面为半圆柱,这样在第一基板和第二基板成型的过程中便可以通过凸棱在第一基板和第二基板的表面压出线性凹陷,从而形成装饰线条的样式。
[0042]
印刷层加工:将加工后的基板采用水性油墨进行印刷;印刷后将基板通过烘干机进行烘干至油墨固化硬度达到50-60%后取出;
[0043]
发泡层加工:采用发泡油墨在印刷层上进行印刷,发泡油墨包括按照质量份数计的油墨80-120份,溶剂30-70份,发泡剂1-20份;
[0044]
保护层加工:在发泡层上表面涂布uv胶;
[0045]
玻璃钢漆层:在保护层上表面涂布不饱和树脂漆后移入烘箱,并在烘箱内设置紫外光,在烘箱的加热作用以及紫外光的照射下印刷层进一步固化,发泡层完成发泡,不饱和树脂漆完成固化,uv胶完成固化;需要说明的是,在最终固化的过程中,由于印刷层未完全固化、发泡层未完全发泡、保护层和玻璃钢漆层均为固化,此时经过烘箱和紫外光的作用时分别开始固化以及发泡,一方面可以使各个层与层之间具有很强的结合力,提高基板表层的耐候性和耐老化性;另一方面可以使发泡层在发泡的过程中保护层和玻璃钢漆层未完全固化,这样就可以使得发泡层能够具备足够的变形空间,固化后可以在玻璃钢漆层外表形成明显的凹凸手感;再一方面,相对比现有技术中每层涂布结束后都需要进行烘干固化而言,更加节能和节省加工时间。
[0046]
墙板成型:在保温层两面涂覆粘接剂,将第一基板和第二基板分别贴合在保温层的两面后加压10-12小时,加压过程恒温50-70℃。
[0047]
实施例六
[0048]
实施例四
[0049]
一种隔热保温pvc墙板的生产工艺,第一基板和第二基板加工:配料,按重量份计由、无机纤维6份、pvc100、乙烯丙烯酸酯95份、膨润土15、过氧化甲酰6份、二氧化钛4、氧化钙9份、醇酸树脂6、碳酸镁26份、三聚氰胺5、负离子粉6、石蜡7、硬脂酸钡4.2、硬脂酸钙1.8,脱模剂5份、着色剂2.4份;所述第一基板和第二基板加工的配料步骤还包括先将pvc的粉料、二氧化钛、氧化钙、醇酸树脂、碳酸镁、三聚氰胺、负离子粉、石蜡、硬脂酸钡、硬脂酸钙投入到搅拌机中进行搅拌,控制搅拌的速度为720r/min,搅拌时长为30min,加入剩余原料,再以450r/min速度搅拌11min,温度控制在110-120℃,制得混合料,然后将混合料进行热处理;真空热处理:在0.9pa真空度的真空介质中进行,热处理温度为200℃,热处理时间为30min,然后自然冷却;成型:将热处理并冷却后的混合料放入模具内,将模具放入 50-60℃保温箱中,采用压力机加压4-5mpa并保温3h,脱模后获得基板,将第一基板和第二基板通风晾晒,晾晒的温度控制在30-40℃,晾晒时间为45h;优选所述第一基板和第二基板加工成型步骤中,所述模具的内表面设有凸棱,所述凸棱与设定的装饰线条走向一致;所述凸棱截面为半圆柱,这样在第一基板和第二基板成型的过程中便可以通过凸棱在第一基板和第二基板的表面压出线性凹陷,从而形成装饰线条的样式。
[0050]
印刷层加工:将加工后的基板采用水性油墨进行印刷;印刷后将基板通过烘干机进行烘干至油墨固化硬度达到50-60%后取出;
[0051]
发泡层加工:采用发泡油墨在印刷层上进行印刷,发泡油墨包括按照质量份数计的油墨80-120份,溶剂30-70份,发泡剂1-20份;
[0052]
保护层加工:在发泡层上表面涂布uv胶;
[0053]
玻璃钢漆层:在保护层上表面涂布不饱和树脂漆后移入烘箱,并在烘箱内设置紫外光,在烘箱的加热作用以及紫外光的照射下印刷层进一步固化,发泡层完成发泡,不饱和树脂漆完成固化,uv胶完成固化;需要说明的是,在最终固化的过程中,由于印刷层未完全固化、发泡层未完全发泡、保护层和玻璃钢漆层均为固化,此时经过烘箱和紫外光的作用时分别开始固化以及发泡,一方面可以使各个层与层之间具有很强的结合力,提高基板表层的耐候性和耐老化性;另一方面可以使发泡层在发泡的过程中保护层和玻璃钢漆层未完全固化,这样就可以使得发泡层能够具备足够的变形空间,固化后可以在玻璃钢漆层外表形成明显的凹凸手感;再一方面,相对比现有技术中每层涂布结束后都需要进行烘干固化而言,更加节能和节省加工时间。
[0054]
墙板成型:在保温层两面涂覆粘接剂,将第一基板和第二基板分别贴合在保温层的两面后加压10-12小时,加压过程恒温50-70℃。
[0055]
上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1