一种橡塑柔性静音地材的制作方法
[0001]
本实用新型涉及铺地材料技术领域,具体涉及一种橡塑柔性静音地材。
背景技术:
[0002]
聚氯乙烯是价廉、好加工的泛用塑料,相关制品普遍见于日常生活中,惟其作为塑料也有些本质上的缺点,如低温易脆、弹性差、耐冲击差、易存在永久变形,故现实中可能透过其他物料来改善性质,如各种塑料、橡胶及添加剂。其中以橡胶对聚氯乙烯改性,除能降低增塑剂迁移析出的趋势,还能改善制品的压延、挤出工艺性能,提升制品的柔软性、弹性、耐磨性和压变性,并有助于制品的尺寸稳定性和挤出制品挺性。透过橡胶改性还能提高耐油、抗老化、低温性,增加制品对紫外线照射的稳定性,进而延长产品使用寿命,并保有原 pvc产品的优点,如耐化学性、耐热性、阻燃性和绝缘性。
[0003]
石塑地砖属于弹性地材类别,是一种结合高质量仿真印刷、高科技材料复合之新型地面装饰材料,印刷饰面上有高分子耐磨层保护,印刷饰面层以下为决定整体厚度及性能表现关键之石塑基材,各种层料经多道工序加工结合成为美观仿真且经济耐用之产品。
[0004]
传统非均质聚氯乙烯地砖可再区分为可挠曲的软板(如lvt)及不可挠曲之硬板(如wpc及spc),主要塑料都是聚氯乙烯,其通常机油增塑剂控制软硬程度,增塑剂含量愈高则整体基材愈软,但韧性变差,所伴随的缺点是尺寸安定性及残余凹陷度性能下降,甚至因为增塑剂迁移析出造成其他问题,不使用增塑剂的硬板虽具有尺寸安定性及残余凹陷表现佳,但因伏贴性不够而对地面水平要求高,如不平整则无法安装或会因有间隙而踩踏时有声响。
[0005]
石塑基材中之矿石粉填料,主要是取其价廉且稳定安全的特性来填充大量体积,以获得需要的基材厚度,而聚氯乙烯塑料主要系黏结矿石粉,以赋予柔软性质而利于加工成所需要的形状,石、塑两大部分系以万马力机或挤出机混炼结合,配合以滚轮压延成需要的厚度片材,类似一种均质可挠曲变形的「软石」结构,关于非均质聚氯乙烯地砖所谓的“非均质”,其实是指地砖以多层不同成分的层料结合,有别于整体“均质”的同质透心地砖。
[0006]
地板材料可能因人们穿硬跟鞋在上面走动或有其他冲击声音,而对该空间或穿透楼板而对下层楼产生噪音,影响室内安宁并降低生活质量,故现实中对建材经常有静音或隔音的需求,一般是透过高比重材质阻隔声音,或是以高阻尼材料及多孔材料使声音经多次反弹而衰减,其中多孔材料以开孔结构效果较好。目前市场上硬板地材较易因敲击发出声响,隔音地材多以闭孔发泡垫黏贴在底面,但有工序较复杂、隔音效果不佳、材料可能不兼容而无法回收的问题。
技术实现要素:
[0007]
为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种橡塑柔性静音地材,其结构及制程简化,具有柔韧、静音、低收缩特性功能,装卸便利,可重复使用,且未来可全部回收再制,减少对环境的负担。
[0008]
本实用新型的目的通过下述技术方案实现:
[0009]
一种橡塑柔性静音地材,包括由下而上依次复合的底部填充层、印刷饰面层以及保护层,所述底部填充层包括由下而上依次复合的底部止滑层、结构稳定层和静音减振层,所述静音减振层为阻尼填料共混改性的聚氯乙烯材料层,所述阻尼填料为中空漂珠、重晶石粉和氧化铁粉中的一种。
[0010]
其中,所述底部止滑层设置有经热压形成的压纹。
[0011]
其中,所述印刷饰面层为表面印刷有油墨图案的聚氯乙烯层。
[0012]
其中,所述保护层包括透明耐磨层和复合在透明耐磨层上表面的耐刮涂层。
[0013]
其中,所述透明耐磨层为透明聚氯乙烯耐磨层。
[0014]
其中,所述耐刮涂层为由丙烯酸酯单体经紫外线引发聚合而成的高分子丙烯酸酯聚合物层。
[0015]
其中,所述底部止滑层的厚度为0.8mm,所述结构稳定层的厚度为2.8mm,所述静音减振层的厚度为0.8mm,所述印刷饰面层的厚度为0.07mm,所述透明耐磨层的厚度为0.55mm及所述耐刮涂层的厚度为0.008mm。
[0016]
其中,所述底部止滑层和结构稳定层之间、结构稳定层和静音减振层之间均设置有玻纤层。
[0017]
其中,所述底部止滑层的厚度为1.0mm,所述结构稳定层的厚度为3.5mm,所述静音减振层的厚度为2.0mm,所述印刷饰面层的厚度为0.07mm,所述玻纤层均为0.25mm。
[0018]
具体地,本实用新型的制备方法可以为如下步骤:
[0019]
将底部止滑层、结构稳定层、静音减振层、印刷饰面层、透明耐磨层依序铺迭,上下再置搭配的压纹板,放入热压机中进行热压贴合,热压时,加热温度为130-150℃/25分钟,热压过程采分段式加压,第一段压力60-70kgf/cm
2
,时间23-25分钟;第二段压力80-90kgf/cm
2
,时间1-5分钟;第三段压力120-130 kgf/cm
2
,时间15-20分钟,经热压贴合之大张半成品,随后在表面涂布耐刮涂料,先经紫外光固化,再经热水回火释放应力,置于恒温室养生两天后,依所需尺寸裁切成型即为最终产品。
[0020]
也可以为如下步骤:
[0021]
将底部止滑层、静音减振层、印刷饰面层、透明耐磨层分别收卷,按顺序挂上挤出贴合机的供料轴,将结构稳定层的配方料喂入挤出机挤出,利用料温余热将各层料直接在在线热压贴合成一体,其中压延轮控制该层所需厚度,后续压纹轮及底纹轮在以150-175℃压贴层料同时赋予表面及底面纹路,再冷却降温、裁切收料。经热压贴合之大张半成品,随后在表面涂布耐刮涂料,先经紫外光固化,再经热水回火释放应力,置于恒温室养生两天后,依所需尺寸裁切成型即为最终产品
[0022]
本实用新型的有益效果在于:
[0023]
1、本实用新型将静音及止滑功能融入整体结构层料中,免除一般在地材底面黏贴其他异质发泡静音垫或止滑垫的做法,提高生产效率,所制产品具有柔韧、静音、减振、耐磨、耐刮、美观、伏贴、止滑、低收缩、装卸快速、可重复使用及可全部回收再制的特点;
[0024]
2、本实用新型将阻尼填料导入静音减振层,改善了冲击声隔音效果,在未导入前为9db,而使用中空漂珠填料者可提升至16db,使用重晶石填料者则提升至19db。
附图说明
[0025]
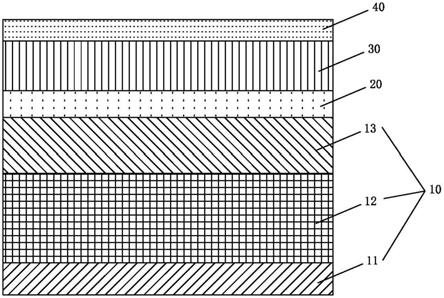
图1是实施例1的产品结构示意图;
[0026]
图2是实施例2的产品结构示意图;
[0027]
附图标记为:
[0028]
底部填充层10;
[0029]
底部止滑层11;
[0030]
结构稳定层12;
[0031]
静音减振层13;
[0032]
玻纤层14;
[0033]
印刷饰面层20;
[0034]
透明耐磨层30;
[0035]
表面耐刮涂层40。
具体实施方式
[0036]
为了便于本领域技术人员的理解,下面结合实施例及附图1对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
[0037]
实施例1
[0038]
请参照图1,其显示出本实用新型之完整产品较佳实施例1的具体结构,由下往上依次包含底部止滑层11、结构稳定层12、静音减振层13、印刷饰面层20、透明耐磨层30及表面耐刮涂层40。
[0039]
总厚度为5.0mm规格的产品各层厚度依次为底部止滑层11:0.8mm、结构稳定层12:2.8mm、静音减振层13:0.8mm、印刷饰面层20:0.07mm、透明耐磨层30:0.55mm及表面耐刮涂层40:0.008mm。
[0040]
其中,所述底部止滑层11设置有经热压形成的压纹。
[0041]
其中,所述印刷饰面层20为表面印刷有油墨图案的聚氯乙烯层。
[0042]
其中,所述保护层包括透明耐磨层30和复合在透明耐磨层30上表面的耐刮涂层40。耐刮涂层40的厚度较小,主要作用是一定程度上阻碍刮痕的产生,并且保持美观。
[0043]
其中,所述透明耐磨层30为透明聚氯乙烯耐磨层。
[0044]
其中,所述耐刮涂层40为由丙烯酸酯单体经紫外线引发聚合而成的高分子丙烯酸酯聚合物层。
[0045]
实施例2
[0046]
请参照图2,其显示出本实用新型之完整产品较佳实施例2的具体结构,由下往上依次包含底部止滑层11、玻纤层14、结构稳定层12、玻纤层14、静音减振层13、印刷饰面层20、透明耐磨层30及表面耐刮涂层40,其中导入玻纤层更有助于降低短期受热膨胀,以及长期的纵向收缩。
[0047]
总厚度8.0mm规格的产品各层厚度依次为底部止滑层11:1.0mm、玻纤层14:0.25mm、结构稳定层12:3.5mm、玻纤层14:0.25mm、静音减振层 13:2.0mm、印刷饰面层20:0.07mm、透明耐磨层30:1.0mm及表面耐刮涂层40:0.008mm。
[0048]
其中,所述底部止滑层11设置有经热压形成的压纹。
[0049]
其中,所述印刷饰面层20为表面印刷有油墨图案的聚氯乙烯层。
[0050]
其中,所述保护层包括透明耐磨层30和复合在透明耐磨层30上表面的耐刮涂层40。
[0051]
其中,所述透明耐磨层30为透明聚氯乙烯耐磨层。
[0052]
其中,所述耐刮涂层40为由丙烯酸酯单体经紫外线引发聚合而成的高分子丙烯酸酯聚合物层。
[0053]
上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本实用新型构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1