一种内模挤压成型烟道机的制作方法
[0001]
本实用新型涉及烟道生产技术领域,特别是一种内模挤压成型烟道机。
背景技术:
[0002]
随着人们对住宅楼质量要求的不断提高,排烟气道的质量越来越受到重视,目前建筑行业的烟道模具都是浇筑成型,由于普硅水泥自然成型速度慢,降低了烟道生产的效率。
[0003]
虽然cn201220503240.x公开了一种烟道挤压成型机,包括挤压推进机身,所述挤压推进机身后端设置动力装置并且连接联轴器与轴承,挤压推进机身设置进料口,挤压推进机身前端连接模头,挤压推进机身前端为螺旋头,设置在进料口的下端并且插入到模头内。
[0004]
当上述技术方案无法生产防火、密实性高、强度高的烟道,且成型速度慢。
技术实现要素:
[0005]
针对现有技术中存在的问题,本实用新型提供了一种可以生产防火、密实性高、强度高的烟道,且成型速度快的内模挤压成型烟道机。
[0006]
本实用新型的目的通过以下技术方案实现。
[0007]
一种内模挤压成型烟道机,包括机架,所述机架上固定有外模和内模,所述的内模与外模位于同一轴心,所述内模与外模配合后形成一个顶端开口的“回”字型半封闭腔体,所述机架底部或顶部固定有纵向马达,所述纵向马达与内模连接,所述内模通过纵向马达沿轴心方向在外模内产生位移,所述内模为设有挤压装置的内模,所述外模为中空腔体结构,所述外模内表面布满若干透水孔,所述外模底部固定有出水口。
[0008]
所述设有挤压装置的内模包括上下墙板、左右墙板和中心支架,所述上下墙板和左右墙板构成矩形框体,所述上下墙板、左右墙板内侧两端分别固定有l型卡扣,所述l型卡扣在与上下墙板两端和左右墙板两端之间插有扣板,所述的扣板上固定有若干导柱,所述的中心支架上固定有若干导套,所述的导柱在导套内作活塞运动,所述的中心支架上固定有若干油顶及复位弹簧,所述油顶与插在左右墙板上的扣板连接,所述复位弹簧与插在上下墙板上的扣板连接,所述左右墙板的内侧宽度大于外侧宽度,所述左右墙板和上下墙板的边缘紧密配合,所述的油顶通过扣板实现带动左右墙板收张,所述的复位弹簧通过扣板实现带动上下墙板收缩复位。
[0009]
所述机架侧面固定有横向马达,所述横向马达与外模连接,所述外模为拼装的可挤压开合的矩形框体,所述外模通过横向马达实现挤压开合。
[0010]
所述机架底部或顶部固定有纵向导柱和纵向导套,所述纵向导套在纵向马达的带动下实现其与纵向导柱的滑动配合。
[0011]
所述机架左右两侧分别固定有横向导柱和横向导套,所述横向导套在横向马达的带动下实现其与横向导柱的滑动配合。
[0012]
所述一个顶端开口的“回”字型半封闭腔体内设置有钢丝网或网格布。
[0013]
所述透水孔的宽度小于等于300微米。
[0014]
所述出水口连接有真空吸水泵。
[0015]
所述机架顶部固定有纵向马达时,所述内模或机架上设置有振动装置。
[0016]
所述外模内壁合围一层滤布。
[0017]
相比于现有技术,本实用新型的优点在于:本实用新型在油顶的作用力下,左右墙板上的扣板将左右墙板向外顶出,此时左右墙板将作用力传递给上下墙板,从而实现左右墙板、上下墙板同步张模,对外部混合料进行挤压,增加混合料成型的密实度,提高产品强度,待产品完全成型后,收缩油顶带动左右墙板收缩,此时上下墙板在复位弹簧的作用下,带动上下墙板同步收缩,从而实现缩模。
[0018]
也可以开动横向马达带动外模对混合料进行挤压,增加了产品的密实性,提高了产品强度;本实用新型外模内侧布满若干透水孔,在挤压成型过程中,混合料中的水分经过透水孔渗出或通过外部连接真空泵吸出,从而实现快速成型;本实用新型内模成型后可实现收缩,从而能轻易从成品中拉出。
附图说明
[0019]
图1为本实用新型内模结构爆炸图;
[0020]
图2为本实用新型内模剖面示意图;
[0021]
图3为本实用新型中心支架主体示意图;
[0022]
图4为本实用新型上下墙板与扣板配合示意图;
[0023]
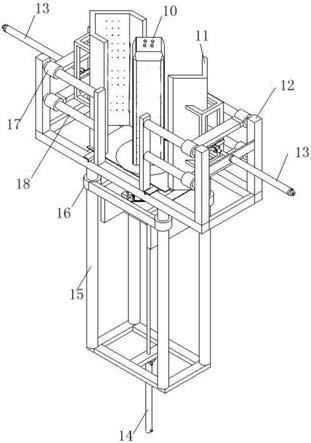
图5为本实用新型外模同时挤压结构示意图。
[0024]
图中:1、上下墙板,2、左右墙板,3、l型卡扣,4、导柱,5、扣板,6、复位弹簧,7、导套,8、中心支架,9、油顶,10、内模,11、外模,12、机架,13、横向马达,14、纵向马达,15、纵向导柱,16、纵向导套,17、横向导套,18、横向导柱。
具体实施方式
[0025]
下面结合说明书附图和具体的实施例,对本实用新型作详细描述。
[0026]
实施例1
[0027]
一种内模挤压成型烟道机,包括机架12,所述机架12上固定有外模11和内模10,所述的内模10与外模11位于同一轴心,所述内模10与外模11配合后形成一个顶端开口的“回”字型半封闭腔体,所述机架12底部或顶部固定有纵向马达14,所述纵向马达14与内模10连接,所述内模10通过纵向马达14沿轴心方向在外模11内产生位移,所述内模10为设有挤压装置的内模10,所述外模11为中空腔体结构,所述外模11内表面布满若干透水孔,所述外模11底部固定有出水口。所述透水孔的宽度小于等于300微米。
[0028]
如图1-4所示,所述设有挤压装置的内模10包括上下墙板1、左右墙板2和中心支架8,所述上下墙板1和左右墙板2构成矩形框体,所述上下墙板1、左右墙板2内侧两端分别固定有l型卡扣3,所述l型卡扣3在与上下墙板1两端和左右墙板2两端之间插有扣板5,扣板5从l型卡扣3插入后能够快速实现与上下墙板1、左右墙板2的装配定位,便于更换和清理。所述的扣板5上固定有若干导柱4,所述的中心支架8上固定有若干导套7,所述的导柱4在导套
7内作活塞运动,起到了导向作用。所述的中心支架8上固定有若干油顶9及复位弹簧6,所述油顶9与插在左右墙板2上的扣板5连接,所述复位弹簧6与插在上下墙板1上的扣板5连接,所述左右墙板2的内侧宽度大于外侧宽度,所述左右墙板2和上下墙板1的边缘紧密配合,所述的油顶9通过扣板5实现带动左右墙板2收张,所述的复位弹簧6通过扣板5实现带动上下墙板1收缩复位,当油顶9将作用力传递给左右墙板2上的扣板5时,能够带动左右墙板2收张,当油顶9顶出时,左右墙板2同步向外张模,上下墙板1在左右墙板2的推力下同步向外张模,从而对内模10四周的混合料实施挤压,增加了产品的密实度,提高了产品强度;当油顶9收缩时,左右墙板2同步收缩,上下墙板1在所述的复位弹簧6的作用下收缩复位。
[0029]
该内模10工作时,将油顶9顶出,在油顶9的作用力下,左右墙板2上的扣板5将左右墙板2向外顶出,此时左右墙板2将作用力传递给上下墙板1,从而实现左右墙板2、上下墙板1同步张模,对外部混合料进行挤压,增加混合料成型的密实度,提高产品强度,待产品完全成型后,收缩油顶9带动左右墙板2收缩,此时上下墙板1在复位弹簧6的作用下,带动上下墙板1同步收缩,从而实现缩模。
[0030]
所述机架12底部或顶部固定有纵向导柱15和纵向导套16,所述纵向导套16在纵向马达14的带动下实现其与纵向导柱15的滑动配合。
[0031]
所述一个顶端开口的“回”字型半封闭腔体内设置有钢丝网或网格布。
[0032]
工作过程:本实用新型使用时,内模10处于收模状态,开动纵向马达14将内模10顶起,在内模10四周合围一层钢丝网或网格布,合上外模11,当两外模11板接触时固定,开始向内模10、外模11之前的“回”字形腔体内注入混合料直至注满,开启内模10张模对“回”字形腔体内的混合料进行挤压,此时混合料内的水分经由外模11中的透水孔渗出经出水口流出,从而实现混合料的快速凝固成型;收缩内模10后,开启纵向马达14将内模10从外模11中向下拉出,从而实现脱模,张开外模11,将制品运转至晾晒区,重复以上操作,继续下一制品生产。
[0033]
实施例2
[0034]
在实施例1的基础上,如图5所示,所述机架12左右两侧分别固定有横向导柱18和横向导套17,所述横向导套17在横向马达13的带动下实现其与横向导柱18的滑动配合。
[0035]
所述机架12侧面固定有横向马达13,所述横向马达13与外模11连接,所述外模11为拼装的可挤压开合的矩形框体,所述外模11通过横向马达13实现挤压开合。
[0036]
实施例3
[0037]
在实施例1或2的基础上,所述出水口连接有真空吸水泵。在外模11配合真空吸水泵吸水的技术方案中,所述外模11内壁合围有一层滤布。
[0038]
上述实施例中,机架12底部固定有纵向马达14,纵向马达14将内模10向上顶起挤压;同理,机架12顶部固定有纵向马达14,纵向马达14使得内模10向下运行挤压,此时,内模10或机架12上设置有振动装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1