一种加气块制作装置的夹紧机构的制作方法
1.本实用新型涉及建筑施工技术领域,尤其涉及一种加气块制作装置的夹紧机构。
背景技术:
2.加气砖,是通过高温蒸压设备工艺生产的加气混凝土砌块。加气混凝土砌块一般重量为500
‑
700kg/m3,只相当于粘土砖1/4
‑
1/5,普通混凝土的1/5,是混凝土中的较轻的一种。比普通砖混凝土结构建筑的自重降低40%以上。加气块具有保温隔热性能好、抗震能力强、加工性能好、耐高温性、隔音性能好等优点,在现代建筑中得到广泛的应用。目前常见的加气砖成型装置包括模底板和中空的模框,在加气砖制作完成需要将模框拆除才能方便取出加气砖,因而费时力费力。
技术实现要素:
3.为解决上述技术问题,本实用新型目的在于提供一种加气块制作装置的夹紧机构,以克服现有技术的不足。
4.为达到上述目的,本实用新型的技术方案如下:
5.本实用新型公开了一种加气块制作装置的夹紧机构,包括螺杆、螺母套筒和夹紧件,所述螺杆从模具本体的型腔下方经过,所述螺杆的一端连接与之配合的所述螺母套筒,所述螺杆的另一端与所述夹紧件铰接,所述夹紧件随同所述螺杆前移或后移直至夹紧或松开该模具本体的型腔外侧。
6.作为本实用新型的优选方案之一,所述夹紧件包括连接板、夹紧板和导向杆,所述连接板竖直设置,所述连接板的顶端部与所述夹紧板铰接,所述连接板的底端部垂直连接所述导向杆,所述导向杆位于该模具本体的型腔下方。
7.优选的,该模具的型腔下方设有一导向方管,所述导向杆设置于所述导向方管内,所述导向方管内上下均设置有导向轴,所述导向杆的上下端面分别与对应的所述导向轴相切。
8.作为本实用新型的优选方案之一,所述螺母套筒的两端套设有轴承,所述螺母套筒和轴承同设置于一安装套内,所述螺母套筒在外力的作用下在所述安装套内旋转。
9.优选的,该模具本体的型腔还包括包围并支撑所述型腔的支撑骨架,所述螺母套筒固设于所述支撑骨架中,所述螺杆从所述支撑骨架中穿过。
10.优选的,所述螺母套筒的一端部从所述支撑骨架中露出,且所述螺母套筒的一端部嵌设有一字块,所述一字块用于与施加外力的摇柄通过凹凸配合方式结合。
11.与现有技术相比,本实用新型的优点至少在于:
12.本实用新型提供的加气块制作装置的夹紧机构通过螺母套筒转动从而带动螺杆移动,进而带动夹紧件靠近并夹紧模具本体的型腔外侧,当夹紧件离开时,从而方便于将加气块从型腔中移除。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例描述中或现有技术中所需要使用的附图作简单地介绍。
14.图1为本实用新型实施例所公开的一种加气块制作装置的结构示意图一;
15.图2为本实用新型实施例所公开的一种加气块制作装置的结构示意图二;
16.图3为本实用新型实施例所公开的支撑骨架的结构示意图;
17.图4为本实用新型实施例所公开的支撑骨架的局部结构示意图;
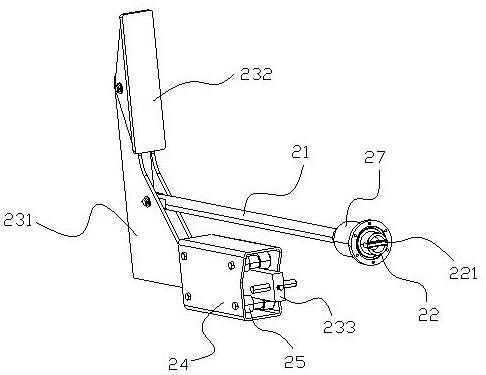
18.图5为本实用新型实施例所公开的一种加气块制作装置的夹紧机构的结构示意图;
19.图6为本实用新型实施例所公开的一种加气块制作装置的夹紧机构的部分剖视图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
21.参见图1
‑
6所示,本实用新型实施例公开了一种加气块制作装置和属于该加气块制作装置一部分的夹紧机构2,该加气块制作装置包括模具本体1和夹紧机构2,模具本体1包括三面封闭一面开放的半包围型腔11以及一侧板(图中未显示),夹紧机构2用于带动侧板靠近并贴合半包围型腔11以围合成用于制作加气块的全包围型腔。其中,半包围型腔11的拐角处设置有圆角r。在半包围型腔11的拐角处设置有圆角,能够使得加气块容易从型腔中脱出,避免了直角拐角所导致的加气块的直角断裂在型腔内的问题。
22.半包围型腔11包括内底板以及三块内侧板,半包围型腔11由一块钢板经弯折而一体成型;模具本体1还包括支撑骨架12,支撑骨架12包括了底层骨架121以及三个侧骨架122,内底板覆盖在底层骨架121上,的三块内侧板分别覆设于的三个侧骨架122内。本实用新型实施例中的型腔由支撑骨架12支撑,增加了其强度。
23.底层骨架121包括钢框架以及垂直于钢框架内侧的加强钢管,侧骨架122包括钢框架、垂直于钢框架内侧的加强钢管以及倾斜于钢框架内侧的的加强钢管。
24.侧骨架122的外侧还设置有侧封板13,底层骨架121的下方设置有下封板14。
25.夹紧机构2包括螺杆21、螺母套筒22和夹紧件23,螺杆21从半包围型腔11的下方经过,螺杆21的一端连接与之配合的螺母套筒22,螺杆21的另一端与夹紧件23铰接,夹紧件23随同螺杆21前移或后移直至夹紧或松开侧板。
26.其中,夹紧件23包括连接板231、夹紧板232和导向杆233,连接板231竖直设置,连接板231的顶端部与夹紧板232铰接,连接板231的底端部垂直连接导向杆233,半包围型腔11的下方设有一导向方管24,导向杆233设置于导向方管24内,导向方管24内上下均设置有导向轴25,导向杆233的上下端面分别与对应的导向轴25相切。
27.螺母套筒22的两端套设有轴承26,螺母套筒22和轴承26同设置于一安装套27内,安装套27固设于半包围型腔11的下方,螺母套筒22在外力的作用下在安装套27内旋转。具体的,螺母套筒22的一端部侧封板13中露出,且螺母套筒22的一端部嵌设有一字块221,一字块221用于与施加外力的自动化摇柄通过凹凸配合方式结合,也就是说施加外力的自动
化摇柄上有与一字块221配合的一字槽。
28.夹紧机构2的工作原理是:摇柄插入至螺母套筒22上,摇柄转动带动螺母套筒22转动,与螺母套筒22配合的螺杆21向前移动,从而带动夹紧件23前进,而夹紧前进的过程中,夹紧件23的导向杆233在导向方管24内移动,导向轴25与导向杆233配合,起到导向的作用,从而使得从而使得夹紧件23平稳的前进。当夹紧件23的夹紧板232夹紧侧板后,停止转动摇柄。
29.底层骨架121的下方还设有加强横梁15,加强横梁15通过多根连接柱16与底层骨架121梁固定连接。
30.该加气块制作装置还包括悬吊机构3,悬吊机构3包括分别焊接相对的两侧骨架122上的两个套筒31、设置于每个套筒31内的悬吊轴32,侧骨架122用于焊接套筒31的加强钢管倾斜设置,并且在该些加强钢管上设置有有套筒31的外周相匹配的凹槽a,套筒31的部分外周面嵌于凹槽a内并且进行焊接。悬吊轴32穿过侧封板13,悬吊轴32与侧封板13接触处还套设有一与侧封板13的外表面焊接的装饰垫圈33,装饰垫圈33一方面可以起到装饰的作用,遮挡住侧封板13上的毛刺,另一方面,装饰垫圈33还可以起到增加侧封板13强度的作用。
31.本实用新型中的悬吊机构3焊接于钢骨架上,因此悬吊的拉力分散在钢骨架上,增加了悬吊机构3的强度,避免了现有技术中悬吊机构3直接焊接在面板上而容易的断裂的风险。
32.下封板14的下方还固设有行走轮19。设置行走轮19可以使得整个装置在轨道内行走。
33.相对的两侧骨架122的端面上分别固设有用于定位侧板的卡块17,底层骨架121的侧面上也固设有用于定位侧板的卡块18。侧板相应的设置有与卡块相匹配的卡槽。
34.对所公开的实施例的上述说明,使本领域专业技术入员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术入员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1