球头铣刀的制作方法
1.本实用新型涉及一种刀具,尤其涉及一种球头铣刀。
背景技术:
2.金刚石等硬质材料制成的刀具通常用于加工一些硬度较高、脆性较大的材料,例如:陶瓷、玻璃、碳纤维及硬质合金等。然而,现有的金刚石刀具仍然采用传统刀具的结构设计,其刀齿数量一般小于或等于四片,这种结构限制了金刚石刀具的性能,并且这类刀具的寿命较短,用其加工所得工件的表面粗糙度较高,加工效率也较低。
技术实现要素:
3.有鉴于此,有必要提供一种球头铣刀,以解决上述问题。
4.本实用新型提供一种球头铣刀,包括刀杆及设于所述刀杆一端的刀头,所述刀头包括:
5.本体,所述本体的一端与所述刀杆固定连接,所述本体包括相连接的端面和圆弧面,所述端面连接于所述刀杆,所述圆弧面的顶点位于所述刀杆的中轴线上;
6.多个刀齿,设于所述本体的圆弧面上,每个所述刀齿自所述圆弧面的顶点延伸至所述端面;及
7.多个刀槽,每个所述刀槽设置于相邻的两个所述刀齿之间,且多个所述刀槽均具有相同的槽深。
8.进一步地,所述刀齿的数量为所述球头铣刀的刃径的2~15倍,所述刃径的单位为毫米。
9.进一步地,多个所述刀齿在所述圆弧面的顶点相交并形成刀具端部,每个所述刀槽的槽宽自所述刀具端部至所述端面逐渐增大。
10.进一步地,多个所述刀槽在所述端面处的槽宽相等。
11.进一步地,所述刀槽的槽深为0.001mm~0.5mm,所述刀槽的槽宽为0.01mm~2mm。
12.进一步地,所述球头铣刀满足以下关系式:
[0013][0014]
其中,a为常量,a的取值范围为0.297~0.35;x为所述刀具端部与所述刀齿上任一点在所述球头铣刀的轴向上的距离;在所述球头铣刀的横截面上,所述刀槽与其两侧的两个所述刀齿分别具有一交点,y为两个所述交点的切向距离。
[0015]
进一步地,每个所述刀齿包括依次连接的前刀面、刃带及第一后刀面,所述前刀面与所述第一后刀面分别与所述本体相连接,所述刃带位于所述刀齿背离所述本体的一侧。
[0016]
进一步地,所述刃带的宽度为0mm~0.1mm。
[0017]
进一步地,每个所述刀齿包括依次连接的前刀面、第一后刀面及第二后刀面,所述前刀面与所述第二后刀面分别与所述本体相连接,所述第一后刀面位于所述刀齿背离所述本体的一侧。
[0018]
进一步地,所述刀齿的齿宽为0.001mm~1mm,所述球头铣刀的前角为
‑
40
°
至20
°
。
[0019]
上述球头铣刀具有多个刀齿,能够满足精细加工的需求,尤其适用于加工石墨、陶瓷、玻璃、硬质合金等硬脆材料。由于多个刀槽均具有相同的槽深,即刀槽沿着刃口轮廓保持深度一致,从而刀槽的底部轮廓与刃口轮廓平行,能够提升刀具的切削力,改善被加工表面的粗糙度。上述球头铣刀能够实现超硬材料的中、精加工,可获得高精度、高质量的产品表面,能够实现高速进给、加工效率较高。此外,球头铣刀还具有使用寿命长的优点。
附图说明
[0020]
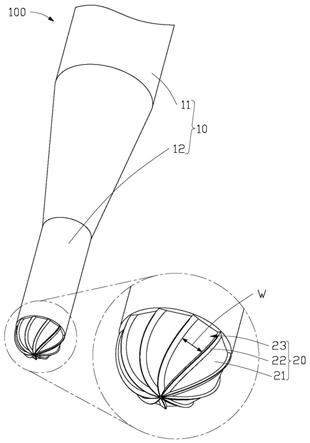
图1是本实用新型第一实施例提供的球头铣刀的立体示意图。
[0021]
图2是图1所示的球头铣刀的侧视图。
[0022]
图3是图2所示的球头铣刀沿iii
‑
iii的剖视图。
[0023]
图4是图1所示的球头铣刀的刀齿的侧视图。
[0024]
图5是本实用新型第二实施例提供的球头铣刀的刀齿的侧视图。
[0025]
主要元件符号说明
[0026]
球头铣刀
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100、400
[0027]
刀杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
[0028]
杆部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
[0029]
颈部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
[0030]
刀头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
[0031]
本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、421
[0032]
端面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
211
[0033]
圆弧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212
[0034]
刀齿
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22、422
[0035]
前刀面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221、4221
[0036]
刃带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222
[0037]
第一后刀面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
223、4223
[0038]
第二后刀面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4224
[0039]
刀槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
[0040]
轴向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
a
[0041]
槽宽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
w
[0042]
齿高
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
h
[0043]
齿宽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
d
[0044]
前角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
γ
[0045]
第一后角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
α
[0046]
第二后角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
β
[0047]
螺旋角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
θ
[0048]
如下具体实施方式将结合上述附图进一步说明本实用新型。
具体实施方式
[0049]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0050]
需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中设置的元件。当一个元件被认为是“设置在”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中设置的元件。
[0051]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0052]
请参阅图1和图2,本实用新型第一实施例提供一种球头铣刀100,包括刀杆10及设于刀杆10一端的刀头20。
[0053]
刀杆10用于外接于一加工装置(图未示),以驱动球头铣刀100移动及转动。刀杆10大致为圆柱体,刀杆10的直径大于等于2mm。
[0054]
在本实施例中,刀杆10包括相连接的杆部11和颈部12,杆部11为圆弧状。在其他实施例中,颈部12可以省略,刀杆10为直柄状。刀杆10的材质可以为硬质合金或高速钢等。
[0055]
刀头20包括本体21、多个刀齿22和多个刀槽23。
[0056]
本体21的一端与刀杆10固定连接,在本实施例中,本体21的一端与颈部12固定连接。本体21呈半球状结构,本体21包括相连接的端面211和圆弧面212,端面211连接于刀杆10,圆弧面212的顶点位于刀杆10的中轴线上。
[0057]
多个刀齿22设于圆弧面212上,每个刀齿22自圆弧面212的顶点延伸至端面211,且多个刀齿22在圆弧面212的顶点相交并形成刀具端部。
[0058]
多个刀齿22设于本体21上,分别从本体21的顶点向刀杆10延伸,即多个刀齿22以本体21的顶点为中心呈辐射状分布。
[0059]
每个刀槽23设置于相邻的两个刀齿22之间,且多个刀槽23均具有相同的槽深。在本实施例中,所述“槽深”是指刀齿22的最高点到刀槽23的槽底之间的距离。在本实施例中,刀槽23的底面为曲面。可以理解,刀槽23的底面也可以为平面。
[0060]
每个刀槽23的槽宽自刀具端部至端面212逐渐增大,且多个刀槽23在刀具端部处的槽宽相等。
[0061]
较佳地,刀槽23的槽深为0.001mm~0.5mm,刀槽23的槽宽w为0.01mm~2mm。刀槽23的槽宽w由刀具半径及齿宽决定。
[0062]
刀头20的材质可以为金刚石、聚晶立方氮化硼(pcbn,polycrystalline cubic boron nitride)、陶瓷或硬质合金等超硬材料。其中金刚石可以为聚晶金刚石(pcd,polycrystalline diamond)、化学气相沉积金刚石(cvd,chemical vapour diamond)、单晶金刚石(mcd,microcrystalline diamond)等。
[0063]
上述球头铣刀100具有多个刀齿22,能够满足精细加工的需求,尤其适用于加工石墨、陶瓷、玻璃、硬质合金等硬脆材料。由于多个刀槽23均具有相同的槽深,即刀槽23沿着刃口轮廓保持深度一致,从而刀槽23的底部轮廓与刃口轮廓平行,能够提升刀具的切削力,改善加工表面的粗糙度。上述球头铣刀100能够实现超硬材料的中、精加工,可获得高精度、高质量的产品表面,加工效率较高。此外,球头铣刀100还具有高进给、使用寿命长的优点。
[0064]
在一实施方式中,刀齿22的数量为球头铣刀100的刃径的2~15倍,刃径的单位为毫米。例如,刃径为6mm,则刀齿22的最小数量为12,最大数量为90。如此,微齿刀具能够对石墨、陶瓷、玻璃、硬质合金等硬脆材料加工起到优异的加工效果,改善被加工表面的粗糙度。若刀齿22的数量小于刃径的2倍,则刀具损耗加速;若刀齿22的数量大于刃径的15倍,则切削力急剧升高,容易导致切削异常。
[0065]
请参照图3和图4,球头铣刀100满足以下关系式:
[0066][0067]
其中,a为常量且a的取值范围为0.297~0.35;x为刀具端部与刀齿22上任一点在球头铣刀100的轴向a上的距离,且0<x≤20mm;在球头铣刀100的横截面上,刀槽23与其两侧的两个刀齿22分别具有一交点,y为两个交点的切向距离。
[0068]
在上述关系式中,a由刀具轮廓外形决定,例如,a可为[0.297,0.35]之间的任意值,例如,a为0.298;x以刀具端部为零点位置,具体极限值依刀具轮廓外形变化而变化。
[0069]
满足上式,球头铣刀100具有较好的切削力,能提升加工表面的精度。
[0070]
请参照图4,在一实施方式中,每个刀齿22包括依次连接的前刀面221、刃带222及第一后刀面223,前刀面221与第一后刀面223面分别与本体21相连接,刃带222位于刀齿22背离本体21的一侧。
[0071]
请参照图1至图4,较佳地,刀齿22的齿宽d为0.001mm~1mm,齿高h为0.001mm~0.5mm,刃带222的宽度为0mm~0.1mm。
[0072]
前刀面221与基面的夹角,即前角γ为
‑
40
°
至20
°
。
[0073]
第一后刀面223与切削平面间的夹角,即第一后角α为0~90
°
。
[0074]
刀齿22螺旋设于本体21上。刀齿22可以为左旋、右旋或者部分左旋部分右旋相结合。刀齿22的螺旋角θ取值区间为0
°
~90
°
。
[0075]
刀齿22满足上述参数,实现了微齿的效果,从而刀头20上可以设置较多的刀齿22,同时,刀齿22可具有较好的切削力,从而对硬质材料的加工起到优异的加工效果,加工损耗小且不会导致切削异常。
[0076]
请参阅图5,本技术的第二实施例提供另一种球头铣刀400,其结构大致与第一实施例的球头铣刀100相同,不同之处在于:每个刀齿422包括依次连接的前刀面4221、第一后刀面4223及第二后刀面4224,前刀面4221与第二后刀面4224分别与本体21相连接,第一后刀面4223位于刀齿422背离本体21的一侧。
[0077]
第二后刀面4224与切削平面间的夹角,即第二后角β为0
°
~90
°
。
[0078]
上述球头铣刀具有多个刀齿,能够满足精细加工的需求,尤其适用于加工石墨、陶
瓷、玻璃、硬质合金等超硬材料。由于多个刀槽均具有相同的槽深,即刀槽沿着刃口轮廓保持深度一致,从而刀槽的底部轮廓与刃口轮廓平行,能够提升刀具的切削力和加工效率,改善被加工表面的粗糙度且获得高精度的被加工表面。例如,在石墨模具的加工制程中,面粗糙度可达2μm,在石硬质合金工件的加工制程中,面粗糙度可达0.2μm,加工后的模具无需抛光即可使用。此外,球头铣刀还具有使用寿命长的优点。
[0079]
可以理解地是,对于本领域的普通技术人员来说,可以根据本实用新型的技术构思做出其它各种相应的改变与变形,而所有这些改变与变形都应属于本实用新型权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1