快速换模具的砌块成型机的制作方法
1.本实用新型涉及砌块成型设备技术领域,特别是涉及一种快速换模具的砌块成型机。
背景技术:
2.现有的砌块成型机模具的安装很多都采用螺栓固定,拆装模具的时候需要拆装大量的螺栓,费时费力,需要投入不少的人工人力,也很影响生产效率。并且在模具的搬运,人工安装过程中会存在一定的安全隐患。
技术实现要素:
3.为克服现有技术存在的技术缺陷,本实用新型提供一种快速换模具的砌块成型机,能实现快速换模。
4.本实用新型采用的技术解决方案是:快速换模具的砌块成型机,包括模具推送装置、成型模具和依次布置的面料布料机、成型主机和骨料布料机,所述成型主机包括主机架、压头固定装置和模框固定装置,所述面料布料机可远离成型主机进而与成型主机之间形成换模入口,所述模具推送装置安装在换模入口处且模具推送装置的推送方向由换模入口指向成型主机,所述成型模具包括上压头和模框,所述压头固定装置沿模框固定装置上下滑动且压头固定装置具有若干压头夹紧机构,所述模具推送装置将上压头推送进成型主机时压头夹紧机构勾住上压头,所述模框固定装置沿主机架上下滑动且在模具推送装置将模框推入成型主机时夹住模框。
5.作为本实用新型的进一步改进,所述压头固定装置还包括压头升降缸、压头升降架和压头固定板,所述压头固定板固装在压头升降架上,所述压头升降缸安装在主机架上且传动连接压头升降架,所述压头升降架沿模框固定装置上下滑动,所述上压头顶部设有若干快拆固定通道,各所述压头快拆固定通道的顶部均设有快拆滑动开口,各所述压头夹紧机构安装在压头固定板上且沿压头固定板上下滑动,所述压头夹紧机构穿过快拆滑动开口而伸入快拆固定通道进而勾住上压头,所述压头夹紧机构沿压头固定板向上滑动时固定住上压头。
6.作为本实用新型的进一步改进,各所述压头夹紧机构包括压头压紧拉杆、压紧抬升板、压头压紧气囊和压头拉块,所述压紧抬升板通过压头压紧气囊安装在压头固定板上,所述压头压紧拉杆固装在压紧抬升板上,所述压头压紧拉杆沿压头固定板上下滑动并通过快拆滑动开口伸入快拆固定通道,所述压头拉块固装在压头压紧拉杆上且压头拉块位于快拆固定通道内时卡住上压头。
7.作为本实用新型的进一步改进,所述压头夹紧机构还包括限位块,所述限位块固装在压紧抬升板上,所述限位块顶住压头固定板上侧。
8.作为本实用新型的进一步改进,所述压头升降架上设有若干导向座,各所述导向座内设有沿模框固定装置上下滑动的滑动轴承。
9.作为本实用新型的进一步改进,所述模框固定装置包括同步架、模具升降缸、同步机构和两个模框夹持机构,所述同步架包括同步横梁和垂直固装在同步横梁两端上的若干升降立柱,所述模具升降缸安装在主机架上且传动连接同步横梁,各所述升降立柱均沿主机架上下滑动,各所述模框夹持机构卡接在对应升降立柱上用以夹持模框,所述同步机构可转动的安装在主机架上且同步传动同步横梁两端。
10.作为本实用新型的进一步改进,所述同步机构包括同步摆架和若干连杆,所述同步摆架可转动的安装在主机架上且同步摆架上设有若干沿同步横梁走向布置的若干同步摆杆,各所述连杆铰接在同步横梁上且连杆铰接在对应同步摆杆上。
11.作为本实用新型的进一步改进,各所述模框夹持机构包括模框夹持固定板、模框夹持气囊、模框压板、模框夹持定位销、模框固定块和固定卡簧,所述模框夹持气囊安装在模框夹持固定板上,所述升降立柱上均开设有固定槽,所述固定卡簧卡接在固定槽内,所述模框固定块套设在升降立柱上且模框固定块固装在模框夹持固定板上,所述模框固定块压在固定卡簧上,所述模框压板可转动的安装在模框夹持固定板上,所述模框压板一端安装在模框夹持气囊上而模框压板另一端固装有压紧块,所述模框夹持固定板上固装有模框夹持定位销,所述模框夹持定位销位于压紧块下侧。
12.作为本实用新型的进一步改进,所述模具推送装置包括换模机架、两个推送油缸、两个推模滑块和若干定位架,所述换模机架安装在换模入口处且延伸进成型主机,各所述推模滑块沿换模机架滑动且推模滑块上均设有若干滑块定位孔,各所述定位架的两端分别嵌入两个推模滑块上对应的滑块定位孔内,所述模框上设有若干转运孔,各所述定位架嵌入对应转运孔,各所述推送油缸安装在换模机架上且与对应推模滑块传动连接。
13.作为本实用新型的进一步改进,所述定位架包括定位固定杆和两个模框转运定位销,两个所述模框转运定位销一体设置在定位固定杆两端,所述模框转运定位销下端嵌入滑块定位孔,所述模框转运定位销上端设有嵌入对应转运孔的模框转运定位凸起。
14.本实用新型的有益效果是:
15.面料布料机可远离成型主机进而与成型主机之间形成换模入口,模具推送装置安装在换模入口处且模具推送装置的推送方向由换模入口指向成型主机,成型模具包括上压头和模框,安装模具时,将上压头和模框吊装至模具推送装置上,模具推送装置将模框和上压头一起推送进成型主机处,压头固定装置沿模框固定装置上下滑动且压头固定装置具有若干压头夹紧机构,模具推送装置将上压头推送进成型主机时压头夹紧机构勾住上压头,随后压头夹紧机构动作固定住上压头,模框固定装置沿主机架上下滑动且在模具推送装置将模框推入成型主机时夹住模框,模框固定装置用以夹住模框,成型时,压头固定装置下压带动上压头压入模框进行成型,脱模时模框固定装置抬升模框,实现脱模;更换模具时,面料布料机远离成型主机,压头固定装置下降并松开模框,将模框放在模具推送装置上,压头固定装置沿模框固定装置下滑,将压头夹紧机构松开上压头,压头固定装置回退,将模框和上压头取出,实现快速换模。
附图说明
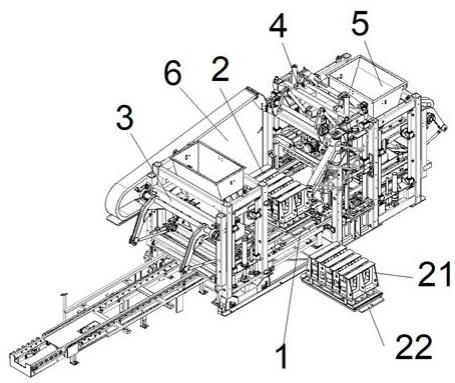
16.图1为本实用新型整机结构示意图。
17.图2为本实用新型模具安装前示意图示意图。
18.图3为本实用新型模具安装后示意图。
19.图4为本实用新型成型主机处剖视示意图。
20.图5为图4中a处放大示意图。
21.图6为压头固定装置结构示意图。
22.图7为压头装置俯视示意图。
23.图8为图7中b
‑
b处剖视示意图。
24.图9为压头夹紧机构结构示意图。
25.图10为模框固定装置结构示意图。
26.图11为图10中c处放大示意图。
27.图12为模框固定装置侧视示意图。
28.图13为图12中d
‑
d向剖视示意图。
29.图14为图13中f处放大示意图。
30.图15为图12中e
‑
e剖视示意图。
31.图16为图15中g处放大示意图。
32.图17为模框固定装置安装位置示意图。
33.图18为模具推送装置结构示意图。
34.图19为图18中h处放大示意图。
35.图20为推模轨与推模滑块位置关系示意图。
36.图21为定位架结构示意图。
37.附图标记说明:
38.1、模具推送装置;11、换模机架;12、推送油缸;13、推模滑块;131、滑块定位孔;14、定位架;141、定位固定杆;142、模框转运定位销;1421、模框转运定位凸起;15、推送缸固定座;151、油缸固定块;152、固定勾板;1521、圆弧段;1522、安装段;16、推模轨;17、紧钉螺钉;
39.2、成型模具;21、上压头;211、快拆固定通道;212、快拆滑动开口;22、模框;221、夹紧定位孔;
40.3、面料布料机;
41.4、成型主机;41、主机架;411、模框升降导套;
42.42、压头固定装置;421、压头夹紧机构;4211、压头压紧拉杆;4212、压紧抬升板;4213、压头压紧气囊;4214、压头拉块;4215、限位块;422、压头升降架;4221、导向座;4222、橡胶连接块;4223、压头缸连接轴;423、压头固定板;424、振动器;
43.43、模框固定装置;431、同步架;4311、同步横梁;4312、升降立柱;432、模具升降缸;433、同步机构;4331、同步摆架;43311、同步摆杆;4332、连杆;4333、轴承座;434、模框夹持机构;4341、模框夹持固定板;4342、模框夹持气囊;4343、模框压板;43431、压紧块;4344、模框夹持定位销;4345、模框固定块;4346、固定卡簧;4347、模框导向块;43471、导向斜面;
44.5、骨料布料机;
45.6、换模入口;
46.7、吊臂装置。
具体实施方式
47.下面结合附图对本实用新型作进一步说明:
48.如图1
‑
21所示,本实施例提供一种快速换模具的砌块成型机,包括模具推送装置1、成型模具2和依次布置的面料布料机3、成型主机4和骨料布料机5,成型主机4包括主机架41、压头固定装置42和模框固定装置43,面料布料机3下部铺设有供面料布料机3滑动的面料布料滑轨,面料布料机3可沿面料布料滑轨滑动进而远离成型主机4进而与成型主机4之间形成换模入口6,模具推送装置1安装在换模入口6处且模具推送装置1的推送方向由换模入口6指向成型主机4,成型模具2包括上压头21和模框22,安装模具时,将上压头21和模框22吊装至模具推送装置1上,模具推送装置1将模框22和上压头21一起推送进成型主机4处,压头固定装置42沿模框固定装置43上下滑动且压头固定装置42具有若干压头夹紧机构421,模具推送装置1将上压头21推送进成型主机4时压头夹紧机构421勾住上压头21,随后压头夹紧机构421动作固定住上压头21,模框固定装置43沿主机架41上下滑动且在模具推送装置1将模框22推入成型主机4时夹住模框22,模框固定装置43用以夹住模框22,成型时,压头固定装置42下压带动上压头21压入模框22进行成型,脱模时模框固定装置43抬升模框22,而压头固定装置42不动,使上压头21静止以实现脱模;更换模具时,面料布料机3远离成型主机4,模框固定装置43下降并松开模框22,将模框22放在模具推送装置1上,压头固定装置42沿模框固定装置43下滑,将压头夹紧机构421松开上压头21,压头固定装置42回退,将模框22和上压头21取出,实现快速换模。
49.在本实施例中,上压头21顶部设有若干快拆固定通道211,各快拆固定通道211的顶部均设有快拆滑动开口212,压头固定装置42还包括压头升降缸、压头升降架422和压头固定板423,压头固定板423固装在压头升降架422上,压头升降缸安装在主机架41上且传动连接压头升降架422,压头升降架422沿模框固定装置43上下滑动,压头升降缸用以控制压头升降架422上下运动,安装上压头21时模具推送装置1推动上压头21,使得快拆滑动开口212向压头夹紧机构421方向运动,直至压头夹紧机构421穿过快拆滑动开口212而伸入快拆固定通道211进而勾住上压头21,随后压头夹紧机构421沿压头固定板423向上滑动时固定住上压头21;
50.具体的说,各压头夹紧机构421包括压头压紧拉杆4211、压紧抬升板4212、压头压紧气囊4213、压头拉块4214和限位块4215,压紧抬升板4212通过压头压紧气囊4213安装在压头固定板423上,压头压紧拉杆4211固装在压紧抬升板4212上,压头压紧拉杆4211沿压头固定板423上下滑动并通过快拆滑动开口212伸入快拆固定通道211,压头拉块4214固装在压头压紧拉杆4211上且压头拉块4214位于快拆固定通道211内时卡住上压头21,安装上压头21时模具推送装置1推动上压头21,使得快拆滑动开口212向压头压紧拉杆4211方向运动,直至压头拉块4214进入快拆固定通道211内,压头拉块4214卡住快拆固定通道211,随后压头压紧气囊4213动作抬升压紧抬升板4212,压头压紧拉杆4211拉动压头拉块4214上升压紧快拆固定通道211进而固定住上压头21;
51.限位块4215固装在压紧抬升板4212上,拆卸上压头21时压头压紧气囊4213回缩,限位块4215顶住压头固定板423上侧,限制住压紧抬升板4212的最低位置,避免压头压紧气囊4213损坏,压头压紧气囊4213回缩使压头压紧拉杆4211下降进而解除压头拉块4214对快拆固定通道211的压力,进而卸下上压头21。
52.在本实施例中,压头升降架422上设有压头缸连接轴4223,压头升降缸安装在主机架41上且压头升降缸输出端铰接在压头缸连接轴4223上,压头升降架422上设有若干导向座4221,各导向座4221内设有沿模框固定装置43上下滑动的滑动轴承,压头升降缸推动压头升降架422上下运动进而控制上压头21的位置,以实现砌砖挤压成型,压头升降架422和压头固定板423之间设有若干橡胶连接块4222,压头固定板423上安装有振动器424,砌块成型时开启振动器424,振动器424开启时压头固定板423振动,压头夹紧机构421跟随振动,橡胶连接块4222降低了压头固定板423的振动向压头升降架422的传导,加大了压头固定板423的振幅。
53.在本实施例中,模框固定装置43包括同步架431、模具升降缸432、同步机构433和两个模框夹持机构434,同步架431包括同步横梁4311和垂直固装在同步横梁4311两端上的若干升降立柱4312,压头升降架422上设有若干导向座4221,各导向座4221内设有沿升降立柱4312上下滑动的滑动轴承,模具升降缸432安装在主机架41上且传动连接同步横梁4311,各升降立柱4312均沿主机架41上下滑动,主机架41上设有若干模框升降导套411,各升降立柱4312沿模框升降导套411上下滑动,各模框夹持机构434卡接在对应升降立柱4312上用以夹持模框22,模具升降缸432推动同步横梁4311上下运动,进而牵引各升降立柱4312沿主机架41上下运动,模框夹持机构434由于卡接在对应升降立柱4312上而带动模框22上下运动,实现脱模,具体的说,脱模时压头升降缸静止,使上压头21不动,模框22在模具升降缸432的带动下向上运动实现脱模,同步机构433可转动的安装在主机架41上且同步传动同步横梁4311两端。
54.在本实施例中,同步机构433包括同步摆架4331、若干连杆4332和轴承座4333,同步摆架4331通过轴承座4333可转动的安装在主机架41上且同步摆架4331上设有若干沿同步横梁4311走向布置的若干同步摆杆43311,各连杆4332铰接在同步横梁4311上且连杆4332铰接在对应同步摆杆43311上,模具升降缸432伸缩运动时同步横梁4311上下运动,带动各同步摆杆43311转动,又由于各同步摆杆43311为一个整体,各同步摆杆43311同步转动,这样就实现了同步横梁4311两端的同步抬升。
55.各模框夹持机构434包括模框夹持固定板4341、模框夹持气囊4342、模框压板4343、模框夹持定位销4344、模框固定块4345和固定卡簧4346,模框夹持气囊4342安装在模框夹持固定板4341上,升降立柱4312上均开设有固定槽,固定卡簧4346卡接在固定槽内,模框固定块4345套设在升降立柱4312上且模框固定块4345固装在模框夹持固定板4341上,模框固定块4345压在固定卡簧4346上,模框压板4343可转动的安装在模框夹持固定板4341上,模框压板4343一端安装在模框夹持气囊4342上而模框压板4343另一端固装有压紧块43431,模框夹持固定板4341上固装有模框夹持定位销4344,模框夹持定位销4344位于压紧块43431下侧,模框22上开设有夹紧定位孔221,模具推送装置1推动模框22,使夹紧定位孔221位于模框夹持定位销4344上端,模具升降缸432动作,抬升同步横梁4311和升降立柱4312,模框固定块4345和模框夹持固定板4341随之抬升,使模框夹持定位销4344嵌入夹紧定位孔221,随后模框夹持气囊4342动作,推动模框压板4343转动将压紧块43431压向模框22,这样模框22就夹持在压紧块43431与模框夹持固定板4341之间,又由于模框夹持定位销4344嵌入夹紧定位孔221,使模框22实现定位,模框22定位无需人工干预,可实现自动拆装模框22。
56.各模框夹持机构434还包括模框导向块4347,两块模框导向块4347相互平行,各模框导向块4347上均设有相对布置的导向斜面43471,模具推送装置1将模框22向模框夹持定位销4344方向推送时首先使模框22受到导向斜面43471导向,校正模框22在被模框夹持机构434输送时的朝向,使模框夹持定位销4344对准夹紧定位孔221。
57.模具推送装置1包括换模机架11、两个推送油缸12、两个推模滑块13和若干定位架14,换模机架11安装在换模入口6处且延伸进成型主机4,在本实施例中成型主机4上安装有吊臂装置7,该吊臂装置7上具有用以吊装模框22和上压头21的吊装电机,该吊臂装置7属于现有技术在此不再赘述,各推模滑块13沿换模机架11滑动且推模滑块13上均设有若干滑块定位孔131,各定位架14的两端分别嵌入两个推模滑块13上对应的滑块定位孔131内,可方便的拆装定位架14,安装定位架14时仅需将定位架14直接放置在滑块定位孔131上,拆下定位架14时仅需将定位架14从滑块定位孔131拔出,模框22上设有若干转运孔,各定位架14嵌入对应转运孔,各推送油缸12安装在换模机架11上且与对应推模滑块13传动连接,各推送油缸12用以推动推模滑块13运动,推送油缸12推动推模滑块13及推模滑块13上的定位架14运动,模框22经吊臂装置7吊装进定位架14上,从而使推送油缸12控制模框22位置,在安装模框22时将模框22推入模框固定装置43位置进行固定。
58.换模机架11上还安装有推送缸固定座15,推送缸固定座15包括油缸固定块151和固定勾板152,油缸固定块151固装在换模机架11上,固定勾板152设有安装段1522和适配推送油缸12外轮廓的圆弧段1521,安装段1522固装在油缸固定块151上且圆弧段1521贴合推送油缸12,由于换模时模框22运动行程长,使得推送油缸12的动作行程长,细长的推送油缸12易弯曲,圆弧段1521限制住推送油缸12使推送油缸12不弯曲。
59.在本实施例中,换模机架11上还固装有推模轨16,推模轨16为v型导轨,推模滑块13铰接在推送油缸12输出端,推模滑块13设有与v型导轨适配的v型槽,v型槽沿v型轨滑动,保证了推模滑块13的稳定性,防止推模滑块13脱轨。
60.在本实施例中,定位架14包括定位固定杆141和两个模框转运定位销142,两个模框转运定位销142一体设置在定位固定杆141两端,模框转运定位销142下端嵌入滑块定位孔131,定位架14损坏时仅需将模框转运定位销142从滑块定位孔131处抽走即可便捷更换定位架14,模框转运定位销142上端设有嵌入对应转运孔的模框转运定位凸起1421,推模滑块13上还固装有紧钉螺钉17,紧钉螺钉17伸入滑块定位孔131而顶住模框转运定位销142,进一步加固推模滑块13和定位架14的连接。
61.以上显示和描述了本发明创造的基本原理和主要特征及本实用新型的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1