模块化免拆墙体模板自动化生产系统的制作方法
1.本实用新型涉及建材生产设备技术领域,具体涉及一种模块化免拆墙体模板自动化生产系统。
背景技术:
2.在混凝土墙体浇筑施工时,需要使用具有一定结构强度的木模、钢模或铝模,以承载浇筑的混凝土。木模、钢模或铝模成本较高,建筑完工后,需要进行拆除。为了省略后期拆除模板工序、节省模具成本,人们制作了可代替现浇墙体两侧模板的模块化免拆墙体模板。参考图11
‑
13所示,模块化免拆墙体模板包括由外侧至内侧依次分布的免拆外模板101、保温板材102、连接桁架103和免拆内模板104,保温板材与免拆内模板之间的空腔用于现浇混凝土。多块这样的模块化免拆墙体模板堆叠在一起,在中间浇筑完混凝土后形成墙体,免拆外模板和免拆内模板作为墙体的外面和内面免于拆除。在预制这种模块化免拆墙体模板时,多采用人工浇筑,免拆外模板和免拆内模板需要分两次浇筑,费工费时,工作效率低,而且在第二次浇筑时很容易损坏第一次浇筑的免拆模板,无法保证浇筑质量。因此,有必要提供一种专门用于制作上述模块化免拆墙体模板的自动化生产系统来解决上述技术问题。
技术实现要素:
3.本实用新型提供了一种模块化免拆墙体模板自动化生产系统。本实用新型实现了模块化免拆墙体模板的自动化生产,节省了人工,提高了工作效率。本实用新型采用免拆外模板和免拆内模板同时浇筑一次成型工艺,无二次损坏问题,提高了产品质量。
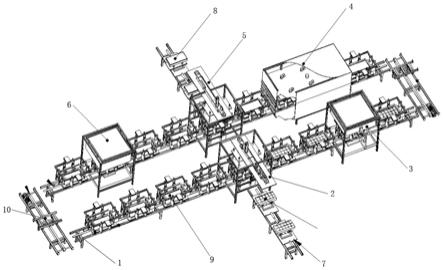
4.为解决上述技术问题,本实用新型采用如下技术方案:一种模块化免拆墙体模板自动化生产系统,其特征在于:包括闭环模具输送线、第一开合模机构、注浆振动机构、微波蒸汽养护机构、第二开合模机构、模具清洗机构、原料输送线、产品输出线,原料输送线和产品输出线位于闭环模具输送线两侧,所述闭环模具输送线依次穿过第一开合模机构、注浆振动机构、微波蒸汽养护机构、第二开合模机构、模具清洗机构;闭环模具输送线上设置有利用移动小车带动的若干组自动开合模具;所述第一开合模机构与原料输送线正对,所述第二开合模机构与产品输出线正对;
5.所述自动开合模具包括模具底板、四个模具边框和同步开合模架,所述模具底板呈四方形并且每个边的上方设有两个并排的边框固定板,边框固定板上均设有滑轴孔,模具边框外侧设有与滑轴孔对应的导向滑轴,导向滑轴穿过滑轴孔将模具边框安装在边框固定板内侧,模具底板的每条边上分别安装一个模具边框,导向滑轴穿过滑轴孔的外端设有顶拉轴,顶拉轴上安装有滚珠轴承;所述同步开合模架包括套在边框固定板外部的四方框形升降架,升降架四边下方设有开合模滑板,开合模滑板上设有倾斜滑槽,开合模滑板与顶拉轴一一对应,顶拉轴的滚珠轴承嵌入倾斜滑槽,所述边框固定板外侧设有滑板导向槽,开合模滑板嵌入滑板导向槽内,升降架带动开合模滑板升降,滚珠轴承在开合模滑板上的倾斜滑槽作用下内外移动,滚珠轴承再通过顶拉轴带动导向滑轴内外移动,进而带动模具边
框内外移动,四个模具边框向内移动组合在一起时形成用于制作模块化免拆墙体模板的模具,四个模具边框向外移动分开时取出浇筑成型的产品或放入钢筋骨架及保温板;所述升降架外侧设有起升板;
6.所述第一开合模机构和第二开合模机构相同,均包括开合模框架、顶升气缸、抓取机械手、顶部横移导轨,所述顶升气缸位于开合模框架两侧,自动开合模具进入开合模框架内后,顶升气缸顶在起升板下面;所述顶部横移导轨位于开合模框架顶部并且伸至开合模框架外部,所述抓取机械手安装在顶部横移导轨上;
7.所述模具边框包括上下间隔分布的上模框和下模框,上模框和下模框之间利用模框直立支架连接,模框直立支架中部设有保温板托板;四个模具边框向内移动组合在一起时,保温板托板用于将放入的保温板材托起,四个下模框紧贴模具底板上表面四边并与模具底板围合成底部浇筑槽、四个上模框紧贴放入的保温板材上表面四边并与保温板材围合成顶部浇筑槽。
8.进一步的,所述抓取机械手包括四方形机械手顶板,所述机械手顶板四个角下方安装有四个机械手升降导柱,机械手升降导柱利用滑套与机械手顶板连接,机械手升降导柱底端安装有四方形机械手底板;机械手顶板上设有带动机械手底板上下移动的升降气缸,机械手底板的底面四角设有利用开合滑块安装的四个抓手,四个抓手利用抓手气缸带动可沿机械手底板的对角线方向移动;机械手顶板与顶部横移导轨通过横移滑块连接,顶部横移导轨上设有带动机械手顶板移动的同步带和机械手横移驱动电机。
9.进一步的,所述注浆振动机构包括注浆机构框架、位于注浆机构框架顶部的浆料箱、位于注浆机构框架底部的注浆升降台,所述注浆升降台上方设有振动器,所述浆料箱侧方设有为底部浇筑槽和顶部浇筑槽输送浆料的注浆管。
10.进一步的,所述微波蒸汽养护机构包括微波机构箱体,微波机构箱体前后两端设有输送口,输送口上设有微波屏蔽软帘,微波机构箱体顶部和两侧侧壁上设有微波发生器和微波控制器。
11.进一步的,所述模具清洗机构包括清洗机构框架、位于清洗机构框架顶部的喷淋管路、位于清洗机构框架底部的蓄水池和清洗升降台,所述清洗升降台上方设有旋转平台。
12.本实用新型的自动开合模具放入保温板材后自动合模形成底部浇筑槽和顶部浇筑槽,底部浇筑槽用于浇筑免拆内模板,顶部浇筑槽用于浇筑免拆外模板,内、外免拆模板同步浇筑成型,浇筑完成后自动取件,无二次浇注损坏。本实用新型实现了模块化免拆墙体模板生产过程中的钢筋网保温板入模、合模、浇筑、蒸汽养护、开模取件、洗模工序自动化作业,大大减少了人工使用数量,提高了生产效率高,保证了浇注质量。
附图说明
13.图1为本实用新型所述模块化免拆墙体模板自动化生产系统的结构示意图;
14.图2为本实用新型的自动开合模具在开模状态下的结构示意图;
15.图3为本实用新型的自动开合模具分解结构示意图;
16.图4为本实用新型的自动开合模具在合模状态下的结构示意图;
17.图5为本实用新型的单个模具边框结构示意图;
18.图6为本实用新型的第一、第二开合模机构的结构示意图;
19.图7为本实用新型的抓取机械手仰视角度的结构示意图;
20.图8为本实用新型的注浆振动机构的结构示意图;
21.图9为本实用新型的微波蒸汽养护机构的结构示意图;
22.图10为本实用新型的模具清洗机构的结构示意图;
23.图11为本实用新型所生产的产品结构示意图;
24.图12为本实用新型所生产的产品使用时的结构示意图;
25.图13为本实用新型在生产过程中放入的保温板材、连接桁架及钢丝网片组件。
26.图中标号为:1闭环模具输送线;2第一开合模机构;3注浆振动机构;4微波蒸汽养护机构;5第二开合模机构;6模具清洗机构;7原料输送线;8产品输出线;9自动开合模具;10移动小车;11模具底板;12模具边框;13同步开合模架;14边框固定板;15滑轴孔;16导向滑轴;17顶拉轴;18滚珠轴承;21开合模框架;22顶升气缸;23抓取机械手;24顶部横移导轨;25机械手横移驱动电机;26同步带;27横移滑块;31注浆机构框架;32浆料箱;33注浆升降台;34振动器;35注浆管;41微波机构箱体;42微波屏蔽软帘;43微波发生器;44微波控制器;45温湿度传感器;61清洗机构框架;62喷淋管路;63蓄水池;64清洗升降台;65旋转平台;12
‑
1上模框;12
‑
2下模框;12
‑
3模框直立支架;12
‑
4保温板托板;13
‑
1升降架;13
‑
2开合模滑板;13
‑
3倾斜滑槽;13
‑
4起升板;14
‑
1滑板导向槽; 231机械手顶板;232机械手升降导柱;233滑套;234机械手底板;235升降气缸;236抓手;237开合滑块;238抓手气缸; 101免拆外模板;102保温板材;103连接桁架;104免拆内模板。
具体实施方式
27.为了对本实用新型的技术特征、目的和效果有更加清楚的理解,以下结合附图及较佳实施例,对本实用新型的具体实施方式、结构、特征详细说明如后。
28.请参阅图1
‑
图13所示,本实用新型提供了一种模块化免拆墙体模板自动化生产系统,包括闭环模具输送线1、第一开合模机构2、注浆振动机构3、微波蒸汽养护机构4、第二开合模机构5、模具清洗机构6、原料输送线7、产品输出线8,原料输送线7和产品输出线8位于闭环模具输送线1两侧,所述闭环模具输送线1依次穿过第一开合模机构2、注浆振动机构3、微波蒸汽养护机构4、第二开合模机构5、模具清洗机构6;闭环模具输送线1上设置有利用移动小车10带动的若干组自动开合模具9;所述第一开合模机构2与原料输送线7正对,所述第二开合模机构5与产品输出线8正对;
29.所述自动开合模具9包括模具底板11、四个模具边框12和同步开合模架13,所述模具底板呈四方形并且每个边的上方设有两个并排的边框固定板14,边框固定板上均设有滑轴孔15,模具边框外侧设有与滑轴孔对应的导向滑轴16,导向滑轴16穿过滑轴孔15将模具边框12安装在边框固定板14内侧,模具底板的每条边上分别安装一个模具边框,导向滑轴16穿过滑轴孔15的外端设有顶拉轴17,顶拉轴17上安装有滚珠轴承18;所述同步开合模架包括套在边框固定板外部的四方框形升降架13
‑
1,升降架四边下方设有开合模滑板13
‑
2,开合模滑板13
‑
2上设有倾斜滑槽13
‑
3,开合模滑板13
‑
2与顶拉轴17一一对应,顶拉轴17的滚珠轴承18嵌入倾斜滑槽13
‑
3,所述边框固定板14外侧设有滑板导向槽14
‑
1,开合模滑板13
‑
2嵌入滑板导向槽14
‑
1内,升降架13
‑
1带动开合模滑板13
‑
2升降,滚珠轴承18在开合模滑板上的倾斜滑槽13
‑
3作用下内外移动,滚珠轴承18再通过顶拉轴17带动导向滑轴16内外
移动,进而带动模具边框12内外移动,四个模具边框12向内移动组合在一起时形成用于制作模块化免拆墙体模板的模具,四个模具边框12向外移动分开时取出浇筑成型的产品或放入钢筋骨架及保温板;所述升降架13
‑
1外侧设有起升板13
‑
4;
30.所述模具边框12包括上下间隔分布的上模框12
‑
1和下模框12
‑
2,上模框和下模框之间利用模框直立支架12
‑
3连接,模框直立支架中部设有保温板托板12
‑
4;四个模具边框向内移动组合在一起时,保温板托板12
‑
4用于将放入的保温板材托起,四个下模框12
‑
2紧贴模具底板上表面四边并与模具底板11围合成底部浇筑槽、四个上模框12
‑
1紧贴放入的保温板材上表面四边并与保温板材围合成顶部浇筑槽。
31.所述第一开合模机构2和第二开合模机构5相同,均包括开合模框架21、顶升气缸22、抓取机械手23、顶部横移导轨24,所述顶升气缸位于开合模框架两侧,自动开合模具9进入开合模框架21内后,顶升气缸22顶在起升板13
‑
4下面;所述顶部横移导轨24位于开合模框架21顶部并且伸至开合模框架21外部,所述抓取机械手23安装在顶部横移导轨24上。
32.所述抓取机械手23包括四方形机械手顶板231,所述机械手顶板231四个角下方安装有四个机械手升降导柱232,机械手升降导柱232利用滑套233与机械手顶板231连接,机械手升降导柱232底端安装有四方形机械手底板234;机械手顶板231上设有带动机械手底板上下移动的升降气缸235,机械手底板234的底面四角设有四个抓手236,四个抓手利用开合滑块237安装在机械手底板234的底面,四个抓手利用抓手气缸238带动可沿机械手底板的对角线方向移动;机械手顶板与顶部横移导轨24通过横移滑块27连接,顶部横移导轨24上设有带动机械手顶板231移动的同步带26和机械手横移驱动电机25。
33.本实用新型的产品模块化免拆墙体模板包括免拆外模板101、保温板材102、连接桁架103和免拆内模板104,根据技术要求,免拆外模板101和免拆内模板104中需要安装钢筋网片,在制作本实用新型的产品之前,需要提前准备好其中的保温板材、桁架、钢筋网片组合体(以下简称保温板材组合体)。
34.本实用新型在具体实施时,首先,自动开合模具9进入第一开合模机构2内,顶升气缸22启动,带动起升板13
‑
4上升,进而带动升降架13
‑
1及开合模滑板13
‑
2上升,利用开合模滑板13
‑
2上的倾斜滑槽13
‑
3带动滚珠轴承18进而带动顶拉轴17,顶拉轴17带动导向滑轴16向外移动,进而带动模具边框12向外移动打开。然后,将上述保温板材组合体放置在原料输送线7上,输送至第一开合模机构2外侧的顶部横移导轨24下方,抓取机械手23在机械手横移驱动电机25的带动下整体移动至保温板材组合体上方,此时有四个抓手236处于最外侧,升降气缸235启动,推动机械手底板234下降,当抓手236到达保温板组合体侧方时,四个抓手236在抓手气缸238的带动下收缩至最内侧,此时四个抓手236勾住保温板材,升降气缸235启动带动机械手底板234上升,进而将整个保温板材组合体提升至高于自动开合模具9后,沿顶部横移导轨24内移至自动开合模具9上方,然后启动升降气缸235将保温板材组合体放入自动开合模具9内,保温板材被保温板托板12
‑
4托住,抓手气缸238带动四个抓手236移动至最外侧,升降气缸235启动带动机械手底板234上升至最高位,完成保温板材组合体入模过程。保温板材组合体入模后,顶升气缸22收回,升降架13
‑
1在自重的作用下下降,使导向滑轴16向内移动,进而带动模具边框12向内移动组合在一起,四个下模框12
‑
2与模具底板11围合成底部浇筑槽,四个上模框12
‑
1与保温板材围合成顶部浇筑槽,完成合模过程。此时,免拆外模板101的钢筋网片在顶部浇筑槽内,免拆内模板104的钢筋网片在底部浇筑
槽内。完成合模过程后,等待进入浇筑工序。
35.所述注浆振动机构3包括注浆机构框架31、位于注浆机构框架顶部的浆料箱32、位于注浆机构框架31底部的注浆升降台33,所述注浆升降台33上方设有振动器34,所述浆料箱32侧方设有为底部浇筑槽和顶部浇筑槽输送浆料的注浆管35。注浆管35采用可以伸缩和转向的管路。自动开合模具在第一开合模机构2内完成钢筋网保温板入模和合模工序后,进入注浆振动机构3,启动注浆升降台33,带动振动器34上升,振动器34抵住自动开合模具,注浆管35分为两路将浆料箱32内的浆料注入模具边框12内围合成的底部浇筑槽和顶部浇筑槽,在浆料注入的同时,振动器34开始振动,消除浇筑浆料中的缝隙和气泡,达到较好的浇筑质量。
36.所述微波蒸汽养护机构4包括微波机构箱体41,微波机构箱体41前后两端设有输送口,输送口上设有微波屏蔽软帘42,微波机构箱体顶部和两侧侧壁上设有微波发生器43、温湿度传感器45和微波控制器44。自动开合模具在注浆振动机构3内完成振动注浆工序后,由输送口进入微波机构箱体41,利用微波发生器43对自动开合模具内的浆料进行加热,温湿度传感器45对微波机构箱体41内的温湿度进行检测,微波控制器44根据温度和湿度数据启动或停止微波发生器43,使微波机构箱体41内的温度和湿度保持在养护所需范围内。
37.养护完成后,自动开合模具9连带成型的产品进入第二开合模机构5,第二开合模机构5中的模具边框12打开、抓取机械手23抓取工件升降移动原理与第一开合模机构2相同。自动开合模具9在第二开合模机构5内首先打开模具边框12,然后利用抓取机械手23抓取工件上升并移动至第二开合模机构5外部的产品输出线8上,制得模块化免拆墙体模板成品。
38.所述模具清洗机构6包括清洗机构框架61、位于清洗机构框架顶部的喷淋管路62、位于清洗机构框架底部的蓄水池63和清洗升降台64,所述清洗升降台上方设有旋转平台65(旋转平台65自带转盘和旋转驱动电机)。当自动开合模具在第二开合模机构5内完成取件工序后进入模具清洗机构6,清洗升降台64将旋转平台65向上顶起,旋转平台65将自动开合模具拖起并使其旋转,同时喷淋管路62利用清洗液对自动开合模具进行清洗以备下次使用。旋转可以避免自动开合模具清洗过程中出现清洗死角。
39.以上所述仅为本实用新型示意性的具体实施方式,并非用以限定本实用新型的范围。任何本领域的技术人员,在不脱离本实用新型的构思和原则的前提下所作的等同变化与修改,均应属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1