一种自动多片瓦片切割装置的制作方法
1.本技术涉及瓦片制备的领域,尤其是涉及一种自动多片瓦片切割装置。
背景技术:
2.在仿古瓦制备过程中,将物料充分搅拌后进行挤压成型,挤压成型后的仿古瓦具有一定的硬度,此时需要根据规定的尺寸进行仿古瓦的切割,通常是工作人员使用切割绳弓进行逐个切割。
3.针对上述中的相关技术,发明人认为人工切割瓦片非常麻烦,切割瓦片效率低。
技术实现要素:
4.为了提高切割瓦片的效率,本技术提供一种自动多片瓦片切割装置。
5.本技术提供的一种自动多片瓦片切割装置采用如下的技术方案:
6.一种自动多片瓦片切割装置,包括机架、检测机构和多瓦切割机构,所述机架上转动连接有多个相互平行的传送辊,所述传送辊上连接有动力源,所述多瓦切割机构设置在机架上,所述检测机构固定设置在机架上且靠近传送辊传送末端,检测机构与多瓦切割机构电连接用于驱动多瓦切割机构同时切割多片瓦片,检测机构还与动力源电连接用于控制传送辊。
7.通过采用上述技术方案,动力源驱动传送辊转动,传送辊带动瓦片运动,当瓦片被传送到靠近传送辊末端的位置时,通过检测机构检测到瓦片,检测机构控制动力源使传送辊停止转动,检测机构同时控制多瓦切割机构将瓦片同时切割成多片,提高了瓦片的切割效率。
8.可选的,所述多瓦切割机构包括切割组件和驱动组件,所述多瓦切割机构设置在机架与传送辊传送方向平行的一侧,所述驱动组件设置在机架的另一侧,驱动组件和多瓦切割机构可接触,所述检测机构与驱动组件电连接用于控制驱动组件。
9.通过采用上述技术方案,检测机构检测到瓦片后,控制驱动组件驱动切割组件,使切割组件开始切割瓦片,将瓦片同时切割成多片瓦片。
10.可选的,所述切割组件包括支撑架和切割绳,所述支撑架固定设置在机架与传送辊传送方向平行的一侧的上方,所述切割绳设置有多条且均相互平行,切割绳可拆卸连接在机架与支撑架之间,切割绳与传送辊的传送方向垂直设置,切割绳与驱动组件可接触。
11.通过采用上述技术方案,根据需要制备的瓦片规格将切割绳固定到机架和支撑架支架,当检测机构检测到瓦片时,驱动驱动机构将瓦片推向机架上设置有切割绳的一端,通过切割绳将较长的瓦片切割成多片瓦片。
12.可选的,所述驱动组件包括电机、驱动架和滑动块,所述驱动架与电机的主动轴和滑动块均连接,驱动架与电机的主动轴固定连接,驱动架与滑动块转动连接,检测机构与电机电连接用于控制电机的启停,滑动块与传送辊可沿与传送辊传送方向垂直的方向滑移,滑动块与所述切割绳均可接触。
13.通过采用上述技术方案,检测机构检测到瓦片后,驱动电机转动,使电机带动驱动架运动,使驱动架推动滑动块,滑动块推动瓦朝着切割绳方向移动片,使瓦片被切割绳切割成多片,滑动块与切割绳接触时,完成一次瓦片的切割。
14.可选的,所述驱动架包括第一驱动杆和第二驱动杆,所述第一驱动杆的一端与电机的主动轴固定连接,另一端与所述第二驱动杆的一端转动连接,第二驱动杆的另一端与滑动块转动连接。
15.通过采用上述技术方案,当检测机构检测到瓦片并驱动电机转动时,电机的主动轴带动第一驱动杆与第二驱动杆的连接处向滑动块方向转动,使第二驱动杆推动滑动块带动瓦片切割绳方向滑动,当第一驱动杆与第二驱动杆在同一直线上且相互不重叠时,滑动块与切割绳接触,然后第一驱动杆与第二驱动杆的连接处向远离滑动块方向转动,当第一驱动杆与第二驱动杆在同一直线上且相互重叠时,滑动块回到原来的位置,电机停止转动。
16.可选的,所述滑动块上设置有滑动组件,所述滑动组件包括第一滑动杆、第二滑动杆和连接杆,第一滑动杆和第二滑动杆均与机架滑动连接,滑动块远离切割绳一侧的两端分别固定连接第一滑动杆和第二滑动杆,连接杆与滑动块平行且连接杆的两端分别固定连接第一滑动杆和第二滑动杆。
17.通过采用上述技术方案,第一滑动杆和第二滑动杆主要是用来平衡滑动块的两端,连接杆用来平衡第一滑动杆和第二滑动杆,使滑动块不易在被第二驱动杆驱动时发生其他方向的运动,使瓦片的切割效果好。
18.可选的,所述支撑架上设置有调节机构,切割绳与用于调节切割绳位置的调节机构可拆卸连接。
19.通过采用上述技术方案,通过调节机构进行切割绳位置的调节,使整个装置可以制备多种规格的瓦片。
20.可选的,所述调节机构包括螺纹杆、螺母和定位件,所述支撑架上沿切割绳设置方向开设有条形孔,螺纹杆一端穿过条形孔与切割绳可拆卸连接,螺纹杆的另一端穿过定位件与螺母螺纹连接。
21.通过采用上述技术方案,找到切割绳合适的位置,然后将螺纹杆穿过条形孔与切割绳固定连接,切割绳的另一端连接到机架上,然后将定位件穿过螺纹杆与支撑架接触,然后通过螺母与螺纹杆螺纹连接,使切割绳绷紧,同时定位件固定到支撑架上,方便了进行切割绳的绷紧、拆卸和位置调节。
22.可选的,与所述滑动块可滑移连接的传送辊之间的距离小于不与滑动块接触的传送辊之间的距离。
23.通过采用上述技术方案,滑动块在不与滑动块接触的传送辊上被传送到与滑动块接触的传送辊上,与滑动块接触的传送辊由于较为密集,会使传送速度较快,快速将瓦片传送到指定位置,与后面的瓦片拉开距离,使切割时不影响后面的瓦片持续输送。
24.可选的,所述检测机构包括红外传感器,所述红外传感器固定连接在机架上且位于传送辊上方,红外传感器在滑动块位于传送辊将瓦片传送出的一端,红外传感器与动力源和电机均电连接。
25.通过采用上述技术方案,通过红外传感器进行瓦片的检测,检测到瓦片时,红外传感器控制动力源停止驱动使传送辊停止转动,控制电机开始驱动使瓦片进行切割。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.通过检测机构和多瓦切割机构的设置,使瓦片被传送到指定位置后通过检测机构被检测到,然后检测机构控制动力源使传送辊停止转动,检测机构驱动电机转动,电机带动第一驱动杆和第二驱动杆运动,使滑动块滑移推动瓦片进行切割,将瓦片切割成多片,然后滑动块滑移回到初始位置,方便了同时进行多片瓦片的切割,提高了切割效率;
28.2.通过调节机构的设置,使切割绳可以很方便的进行拆卸和调节,使切割装置可以适用于制备不同规格的瓦片。
附图说明
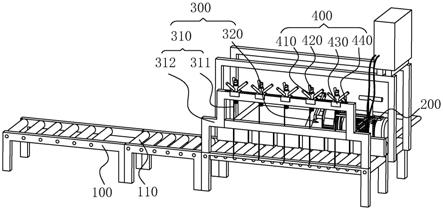
29.图1是本技术实施例中自动多片瓦片切割装置的主视图。
30.图2是本技术实施例中驱动组件运动时的部分结构视图。
31.附图标记说明:100、机架;110、传送辊;120、固定块;200、检测机构;300、多瓦切割机构;310、切割组件;311、切割绳;312、支撑架;320、驱动组件;321、电机;322、滑动块;323、第一驱动杆;324、第二驱动杆;400、调节机构;410、螺母;420、螺纹杆;430、定位件;440、条形孔;500、滑动组件;510、第一滑动杆;520、第二滑动杆;530、连接杆。
具体实施方式
32.以下结合附图1
‑
2对本技术作进一步详细说明。
33.本技术实施例公开一种自动多片瓦片切割装置。参照图1,自动多片瓦片切割装置包括机架100、检测机构200和多瓦切割机构300,机架100上转动连接有多个相互平行的传送辊110,传送辊110上连接有动力源用于驱动所有传送辊110同步转动,动力源包括驱动电机,驱动电机固定设置在机架100上且与传送辊110连接。
34.多瓦切割机构300包括切割组件310和驱动组件320,切割组件310包括支撑架312和切割绳311,支撑架312设置在机架100与传送辊110传送方向平行的一侧,驱动组件320设置在机架100的另一侧,切割绳311设置有多条且相互平行,所有切割绳311均可拆卸连接在支撑架312上,切割绳在本技术实施例中采用钢丝。
35.支撑架312上设置有调节机构400,调节机构400包括螺纹杆420、螺母410和定位件430,螺母410包括蝶形螺母,支撑架312上开设有条形孔440,螺纹杆420穿过条形孔440与钢丝可拆卸连接,螺纹杆可以通过条形孔440在支撑架312上滑移,螺纹杆420远离钢丝一端与定位件430可拆卸连接,定位件430上开设有通孔,螺纹杆420穿过通孔与蝶形螺母螺纹连接,钢丝的另一端可拆卸连接在机架100上,钢丝设置有多条且相互平行,所有钢丝之间的距离相同且都与传送辊110的传送方向垂直设置。
36.检测机构200包括红外传感器,红外传感器设置在传送辊110将瓦片传送出的一端上方,红外传感器与驱动电机和驱动机构均电连接用于控制驱动电机和驱动机构。
37.参照图1和图2,驱动组件320包括电机321、驱动架和滑动块322,驱动架包括第一驱动杆323和第二驱动杆324,红外传感器与电机321电连接用于控制电机321,电机321固定设置在机架100的远离支撑架312一端,电机321的主动轴方向与传送辊110的传送方向平行。第一驱动杆323的一端与电机321的主动轴固定连接,第一驱动杆323与第二驱动杆324转动连接,第二驱动杆324的另一端与滑动块322转动连接,滑动块322与传送辊110滑动连
接,滑动块322可与钢丝接触。静止状态下滑动块322位于机架100上远离钢丝的一端,第一驱动杆323与第二驱动杆324位于同一条直线上且相互重叠。滑动块322与钢丝接触时,第一驱动杆323与第二驱动杆324位于同一条直线上且相互不重叠。
38.与滑动块322滑移连接的传送辊110之间的距离小于不与滑动块322接触的传送辊110,机架100与排列紧密的传送辊110传送进入和传送出的位置均设置有固定块120,固定块120上开设有通孔,滑动块322上设置有滑动组件500,滑动组件500包括第一滑动杆510、第二滑动杆520和连接杆530,第一滑动杆510和第二滑动杆520穿过通孔与滑动块322固定连接,第一滑动杆510和第二滑动杆520均可在固定块120内滑移。连接杆530的两端分别连接第一滑动杆510与第二滑动杆520远离滑动块322的一端,连接杆530与滑动块322平行设置。
39.本技术实施例一种自动多片瓦片切割装置的实施原理为:将长条状的瓦片坯料通过传送辊110进行传送,红外传感器检测到瓦片坯料时,控制驱动电机使传送辊110停止转动,然后驱动电机321,使电机321的主动轴带动第一驱动杆323转动,此时第一驱动杆323和第二驱动杆324的连接处向靠近钢丝的一端转动,此时第二驱动杆324推动滑动块322向靠近钢丝的方向滑移,滑动块322带动第一滑动杆510与第二滑动杆520在固定块120上滑移,使滑动块322的滑移方向固定。
40.当第一驱动杆323与第二驱动杆324位于同一直线上且相互不重叠时,滑动块322与钢丝接触,瓦片坯料被钢丝切割成多片瓦片。然后电机321继续转动,此时第一驱动杆323和第二驱动杆324的连接处向远离钢丝的方向运动,第二驱动杆324带动滑动块322回到原来的位置,第一滑动杆510与第二滑动杆520也滑移回到原来的位置。
41.当需要进行不同规格的多瓦片制备时,拧松蝶形螺母,使螺纹杆420向下运动,此时钢丝变松,驱动定位件430在支撑架312上滑移,使螺纹杆420在条形孔440内滑移,找到合适的位置,然后将钢丝在机架100上找到合适的位置,反向拧动蝶形螺母,使蝶形螺母与定位件430紧密接触,使定位件430固定在支撑架312上,使钢丝回到紧绷的状态,再次进行工作。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1