一种新型马赛克铺贴板及其生产方法与流程
1.本发明涉及建筑物装修工程技术领域,特别涉及一种新型马赛克铺贴板及其生产方法。
背景技术:
2.马赛克,建筑专业名词为锦砖,分为陶瓷锦砖和玻璃锦砖两种,是一种装饰艺术,通常使用许多小石块或有色玻璃碎片拼成图案,在教堂中的玻璃艺品,又称为花窗玻璃,在拜占庭帝国时代,马赛克随着基督教兴起而发展为教堂及宫殿中的壁画形式,现今马赛克泛指这种类型五彩斑斓的视觉效果,马赛克按照材质、工艺可以分为若干不同的种类,玻璃材质的马赛克按照其工艺可以分为机器单面切割、机器双面切割以及手工切割等,非玻璃材质的马赛克按照其材质可以分为陶瓷马赛克、石材马赛克、金属马赛克等等,现有的釉面立体金属马赛克,采用粘合剂进行安装,这样虽然能安装固定,但是在更换马赛克时,需要毁坏墙面,然后进行更换,这样更换步骤太多,效率太慢,不便于使用,以及更换后,安装的高度不易周围的高度一致,影响美观,不能满足市上的需求。
3.在建筑物装修工程技术领域中,为了美化建筑物的内外墙面,通常需要用板材对墙面进行装饰,而对墙面装饰是将多个板材铺贴在墙的外表面上以追求墙身装饰的整体美观性。目前在装饰领域中,板材铺贴工艺大多数采用的是传统的湿贴工艺,即,在板材背面和/或建筑物的墙面上均匀涂抹一层粘贴剂,例如通常传统的水泥砂浆灌浆粘贴剂,然后再将板材逐块铺贴在墙面上,最后找平即可,或者是采用干挂件对板材进行干挂,以使板材挂在所需要装饰的墙面上。
技术实现要素:
4.本发明要解决的技术问题是提供一种结构紧密、密封耐用、铺贴高效和边框生产便捷的的新型马赛克铺贴板及其生产方法。
5.为了解决上述技术问题,本发明的技术方案为:
6.一种新型马赛克铺贴板,包括:
7.边框,所述横框条、竖框条和卡座,所述横框条和竖框条横竖相连且形成若干道马赛克放置框,所述卡座分别设于横框条和竖框条横竖连接的拐角处,所述卡座的高度均小于横框条和竖框条的高度;
8.马赛克板,分别设于马赛克放置框内,包括分别设于底端的凹座,且所述马赛克板四周和底端分别涂有粘合剂;
9.网布,粘接于边框和马赛克板底端。
10.进一步,所述凹座与卡座互补,截面均呈现l字形。
11.进一步,所述横框条和竖框条材质为胶材或金属。
12.进一步,所述马赛克板的外高度、外长度和外宽度分别与马赛克放置框的内高度、内长度和内宽度相等。
13.进一步,所述横框条、竖框条和卡座一体成形。
14.一种生产马赛克板的方法,包括:
15.①
配料:将含量为氧树脂6
‑
8%、聚氯乙烯树脂7
‑
8%、增塑剂1.5
‑
3.4%和余量为酚醛树脂配比好,然后在速率350
‑
500r/min的转速下混料10
‑
15min;
16.②
碎料注塑:将混合好的比原料进行球磨粉碎,然后将球磨粉碎后的原料加入到注塑机里;
17.③
冷却脱模:利用10
‑
15℃和流速为流速为2m/s的冷却水对模具进行冷却,待磨具模具冷却至室温后,将注塑成型的塑料框从模具中脱离;
18.④
裁切:对塑料板根据需要进行裁切。
19.一种生产边框的方法,包括:
20.①
选材:将金属板进行各3
‑
5min正面和反面的灰屑和水液吹除;
21.②
裁剪:然后利用压力剪对需求长、宽和高的边框板材进行初步裁切。
22.本发明的有益效果:
23.本发明通过所述横框条、竖框条和卡座一体成形、通过所述马赛克板的外高度、外长度和外宽度分别与马赛克放置框的内高度、内长度和内宽度相等和通过所述横框条和竖框条材质为胶材或金属等,为用户提供了一种结构紧密、密封耐用、铺贴高效和边框生产便捷的的新型马赛克铺贴板及其生产方法。
附图说明
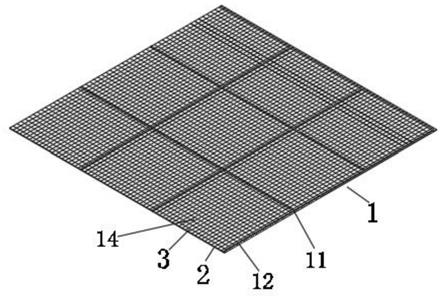
24.图1为发明的立体图之一;
25.图2为发明的立体图之二;
26.图3为发明中边框的结构示意图;
27.图4为发明中图3a处的放大结构示意图;
28.图5为发明中边框和马赛克板的结构示意图之一;
29.图6为发明中图5b处的放大结构示意图;
30.图7位发明中马赛克板的立体图;
31.图8为发明中边框和马赛克板的结构示意图之二;
32.图9为本发明中马赛克板的生产流程图;
33.图10为本发明中边框的生产流程图。
具体实施方式
34.下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
35.根据图1
‑
图8所示:
36.一种新型马赛克铺贴板,包括:
37.边框1,所述横框条11、竖框条12和卡座13,所述横框条11和竖框条12横竖相连且形成若干道马赛克放置框14,所述卡座13分别设于横框条11和竖框条12横竖连接的拐角处,所述卡座13的高度均小于横框条11和竖框条12的高度;
38.马赛克板2,分别设于马赛克放置框14内,包括分别设于底端的凹座21,且所述马赛克板2四周和底端分别涂有粘合剂22;
39.网布3,粘接于边框1和马赛克板2底端。
40.因为所述凹座21与卡座13互补,截面均呈现l字形,并且所述马赛克板2的外高度、外长度和外宽度分别与马赛克放置框14的内高度、内长度和内宽度相等,所以当用户使用本发明时,通过凹座21和卡座13的互补,能使得马赛克板2分开牢固卡托于马赛克放置框14 内,然后通过马赛克板2四周和底端分别涂有粘合剂22,进一步使得马赛克板2与横框条11、竖框条12进一步粘接在一起。
41.因为所述横框条11和竖框条12材质为胶材或金属,且所述横框条11、竖框条12和卡座13一体成形,所以当用户使用本发明时,在以往铺贴于墙体时,因为马赛克板2和马赛克板2件会存在缝隙,容易收纳水液或赃物,长久以来会影响产品质量,所以通过一体成形的边框1,能避免像以往的马赛克板1铺贴因为缝隙造成产品质量问题,而且能防止使用填充物对缝隙进行填充,非常浪费劳动力。
42.工作原理:先在马赛克放置框14铺设好马赛克板2,然后将网布3覆盖在边框1底部上,此时,在所述马赛克板2与马赛克放置框14托接的接触面和所述马赛克板2与网布3的接触面都涂有粘合剂2,从而使得其三者间紧密粘接在一起,,当用户需要本发明对墙面进行补贴时,直接将网布3连带马赛克瓷块铺设在建筑表面上,即可,这样就能快速和高效的进行马赛克装饰墙体的铺贴,其马赛克板2间的缝隙也不需要再浪费人员去抹缝。
43.用户在使用本发明时,通过横框条11、竖框条12和卡座13一体成形,能保证了本发明边框1的稳固性,能防止其实契合成形,承托强度不足和结构松散,在铺贴上墙使用时,出现马赛克板2脱落的现象。
44.根据图9所示:
45.一种生产马赛克板的方法,包括:
46.①
配料:将含量为氧树脂6
‑
8%、聚氯乙烯树脂7
‑
8%、增塑剂1.5
‑
3.4%和余量为酚醛树脂配比好,然后在速率350
‑
500r/min的转速下混料10
‑
15min;
47.②
碎料注塑:将混合好的比原料进行球磨粉碎,然后将球磨粉碎后的原料加入到注塑机里;
48.③
冷却脱模:利用10
‑
15℃和流速为流速为2m/s的冷却水对模具进行冷却,待磨具模具冷却至室温后,将注塑成型的塑料框从模具中脱离;
49.④
裁切:对塑料板根据需要进行裁切。
50.根据就图10所示:
51.一种生产边框的方法,包括:
52.①
选材:将金属板进行各3
‑
5min正面和反面的灰屑和水液吹除;
53.②
裁剪:然后利用压力剪对需求长、宽和高的边框板材进行初步裁切。
54.以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1