粉体库清理方法、粉体清理装置及粉料仓库与流程
1.本发明涉及建筑技术领域,尤其涉及一种粉体库清理方法、粉体清理装置及粉料仓库。
背景技术:
2.水泥及混凝土等多行业的生料库、水泥库、矿粉库中储存的物料全是粉状物。在粉体库内储存过程中,由于库内存在水分,粉状物很容易粘在库壁上形成库壁挂料,且随着时间的增长,库壁挂料会越来越厚,尤其是水泥物料,将导致粉体库的容积变小,使粉体库的使用效率变低。而且挂壁料还会自行脱落、掺杂在水泥物料中,轻者堵死下料器,无法正常排灰下料,重者在库内漏斗上结拱起蓬,把物料架空无法泄出,造成断料停产,因此需要对库壁挂料进行清理。
3.由于库内环境恶劣,人工进库清理的话,清库效率低下,具有安全隐患,严重影响工人的身体健康。现有技术中还会采用库内炸药爆轰冲击、音频发生器共振和机械清理等方法,但上述所有方法,都属于在库内形成库壁挂料之后再进行清理。清理下来的结皮仍然会堵塞粉体库底部的出料口,且库内水分无法根除,导致后续还会形成库壁挂料,需要定期对粉体库进行清理。
4.因此,如何解决现有技术中的粉体库内不断产生库壁挂料,需定期进行清理的问题,成为本领域技术人员所要解决的重要技术问题。
技术实现要素:
5.针对现有技术存在的问题,本发明实施例提供一种粉体库清理方法、粉体清理装置及粉料仓库。
6.本发明提供一种粉体库清理方法,包括以下步骤:
7.在储料前利用弹性材料在粉体库的内壁形成包层;
8.向所述包层施力,使所述包层循环进行弹性形变。
9.根据本发明提供的粉体库清理方法,所述包层与所述粉体库的内壁之间形成有密闭空腔,或,所述包层内部具有密闭空腔,所述向所述包层施力包括向所述密闭空腔内部循环充放气体。
10.本发明还提供一种粉体清理装置,包括:
11.包层,用于设置在粉体库的内壁,所述包层具有弹性;
12.驱动元件,所述驱动元件配置为驱使所述包层循环进行弹性形变。
13.根据本发明提供的粉体清理装置,所述包层的边缘与所述粉体库的内壁之间密封连接、以形成密闭空腔,或,所述包层内部具有密闭空腔,所述驱动元件包括充气管路,所述充气管路连通气源与所述密闭空腔。
14.根据本发明提供的粉体清理装置,所述包层包括至少一个气囊,所述气囊的长度方向沿所述粉体库的周向延伸,和/或,所述气囊的长度方向沿所述粉体库的高度方向延
伸。
15.根据本发明提供的粉体清理装置,所述气囊设置有多个,多个所述气囊呈阵列分布,每列所述气囊串联设置,或,每行所述气囊串联设置。
16.根据本发明提供的粉体清理装置,每列所述气囊串联设置,相邻两列所述气囊包括第一列气囊和第二列气囊,所述充气管路包括主管、第一支管和第二支管,所述第一支管连通所述主管和第一列气囊,所述第二支管连通所述第一支管和所述第二列气囊;
17.所述第二支管通过换向阀与所述第一支管连通,所述换向阀可在第一状态和第二状态之间切换,在所述第一状态下,所述第一支管的气体可输送至所述第一列气囊内,在所述第二状态下,所述第一列气囊内的气体可排出至所述第二支管,所述第二列气囊设置有排气开关。
18.根据本发明提供的粉体清理装置,还包括控制系统,所述换向阀为电磁换向阀,所述换向阀与所述控制系统电连接。
19.根据本发明提供的粉体清理装置,所述气源为压缩空气。
20.本发明还提供一种粉料仓库,包括仓库本体和清理装置,所述清理装置为上述的粉体清理装置,所述粉体清理装置的包层设置在所述仓库本体的内侧壁上。
21.本发明提供的粉体库清理方法,在储料前通过在粉体库的内壁设置具有弹性的包层,包层代替粉体库的内壁与库内粉体接触,可避免粉体与粉体库内壁的直接接触。在储料过程中,通过向包层循环施力,使包层循环进行弹性形变。与包层接触的粉体在开始结皮时,受包层的弹性形变的扰动而粉碎、脱落,使结皮无法在包层表面生长,从机理上根除结皮产生的源头,预防粉体库内结皮的产生,从而避免了对结皮的定期清理。
附图说明
22.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1是本发明提供的粉体库清理方法的流程示意图;
24.图2是本发明提供的粉体清理装置的结构示意图一;
25.图3是本发明提供的粉体清理装置的结构示意图二;
26.图4是本发明提供的粉体清理装置的结构示意图三;
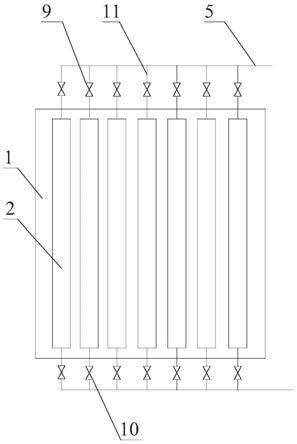
27.图5是本发明提供的粉体清理装置的结构示意图四;
28.图6是本发明提供的粉体清理装置的结构示意图五;
29.图7是本发明提供的粉体清理装置的结构示意图六;
30.图8是本发明提供的气囊在粉体库内壁的分布示意图一;
31.图9是本发明提供的气囊在粉体库内壁的分布示意图二;
32.附图标记:
33.1:粉体库;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2:气囊;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3:第一列气囊;
34.4:第二列气囊;
ꢀꢀꢀꢀꢀꢀ
5:主管;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6:第一支管;
35.7:第二支管;
ꢀꢀꢀꢀꢀꢀꢀꢀ
8:换向阀;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9:两通阀;
36.10:排气开关;
ꢀꢀꢀꢀꢀꢀꢀ
11:支管。
具体实施方式
37.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.下面结合图1描述本发明实施例的粉体库清理方法。
39.如图1所示,本发明实施例提供一种粉体库清理方法,包括以下步骤:
40.s1,在储料前利用弹性材料在粉体库1的内壁形成包层;
41.s2,向所述包层施力,使所述包层循环进行弹性形变。
42.在储料前通过在粉体库1的内壁设置具有弹性的包层,包层代替粉体库1的内壁与库内粉体接触,可避免粉体与粉体库1内壁的直接接触。
43.在储料过程中,通过向包层循环施力,使包层循环进行弹性形变。使得与包层接触的粉体在开始结皮时,受包层的弹性形变的扰动而粉碎、脱落,使结皮无法在包层表面生长,从机理上根除结皮产生的源头,预防粉体库1内结皮的产生,从而避免了对结皮的定期清理。
44.在本发明实施例中的粉体库清理方法中,上述包层与粉体库1的内壁之间形成有密闭空腔,或者包层自身内部具有密闭空腔,此时,上述向包层施力的步骤可以为向上述密闭空腔内部循环充放气体。密闭空腔内的气压随气体量的增加而增大,从而促使包层发生弹性形变而被拉伸。密闭空腔内的气压随气体量的减少而减小,从而可使包层恢复形变。
45.需要说明的是,上述密闭空腔至少设置一个,当密闭空腔设置有多个时,可同时对所有的密闭空腔充放气,也可将多个密闭空腔分组,轮流对各组密闭空腔充放气。
46.另一方面,本发明还提供一种粉体清理装置,下面结合图2
‑
图9,对本发明提供的粉体清理装置进行描述,下文描述的粉体清理装置与上文描述的粉体库清理方法可相互对应参照。
47.如图2
‑
图7所示,本发明实施例提供一种粉体清理装置,包括包层和驱动元件,具体来说,包层用于设置在粉体库1的内壁,以代替粉体库1的内壁与库内粉体接触,可避免粉体与粉体库1内壁的直接接触。包层具有弹性,在受力时,会发生弹性形变。上述驱动元件配置为驱使包层循环进行弹性形变。
48.在储料过程中,通过驱动元件驱使包层循环进行弹性形变,与包层接触的粉体在开始结皮时,受包层的弹性形变的扰动而粉碎、脱落,使结皮无法在包层表面生长,从机理上根除结皮产生的源头,预防粉体库1内结皮的产生,从而避免了对结皮的定期清理。
49.本发明实施例中,可以使包层的边缘与粉体库1的内壁密封连接,以在包层与粉体库1内壁之间形成密闭空腔,也可以在包层自身内部设置密闭空腔。上述驱动元件包括充气管路,充气管路连通气源与密闭空腔,利用充气管路可将气源输送至密闭空腔,从而使包层发生弹性形变。
50.需要说明的是,上述包层的材质可以为橡胶、塑料、金属片或帆布等,也可为橡胶与金属丝的复合材料。在利用金属片作为包层时,可以采用整张的钢板,钢板在加压后也会
微膨胀变形。
51.本发明实施例中,上述气源选用压缩空气源。一般在工厂的施工现场具有压缩空气管网,可将充气管路直接连接在压缩空气管网上,有利于降低成本。
52.本发明实施例中,上述包层包括气囊2,气囊2至少设置有一个。可使气囊2的长度方向沿粉体库1的周向延伸,参照图9,也可使气囊2的长度方向沿粉体库1的高度方向延伸,参照图7,还可使其中一部分气囊2的长度方向沿粉体库1的周向延伸,另一部分气囊2的长度方向沿粉体库1的高度方向延伸,参照图8,具体可根据具体情况确定。
53.粉体库1的库容不同,其高度与直径也不同。粉体库1的高度较大时,使气囊2的长度方向沿粉体库1的高度方向延伸,可并列设置多列气囊2,每列气囊2可设置多个气囊2。粉体库1的直径较大时,使气囊2的长度方向沿粉体库1的周向延伸,可并列设置多行气囊2,每行气囊2可设置多个气囊2。
54.当气囊2设置有多个时,可使多个气囊2呈阵列分布。相邻两列所述气囊2之间的间距和相邻两行所述气囊2之间的间距相等,使气囊2均匀分布。为简化充气管路,可使每行气囊2串联设置,或使每列气囊2串联设置。可同时对所有气囊2充放气,也可将多列气囊2或多行气囊2分组,轮流对各组气囊2充放气。
55.本发明实施例中的相邻两行气囊2或相邻两列气囊2可串联设置,如图7所示;相邻两行气囊2或相邻两列气囊2可并联设置,如图2
‑
图5所示。
56.以下以每列气囊2串联设置为例,对充气管路进行阐述。对于每行气囊2串联设置的情景,可类推。为便于阐述,现规定相邻两列气囊2中其中一列为第一列气囊3,另一列为第二列气囊4。
57.每列气囊2串联设置时,相邻两列气囊2并联设置。此时,充气管路包括主管5和支管11,每列气囊2均配置相应的支管11,即支管11的数量与气囊2的列数相同,支管11的两端分别连通主管5和每列气囊2,在每个支管11上均设置两通阀9,同时对每列气囊2设置具有排气开关10的排气通道,如图2
‑
图5所示。在需要向气囊2充入气体时,使排气开关10处于关闭状态,将相应支管11上的两通阀9调节至连通状态即可。当需要将气囊2中的气体排出时,将支管11上的两通阀9调节至截止状态,并将排气开关10调节至打开状态,以库内粉体对气囊2的压力为动力对气囊2进行挤压,可将气囊2内部的气体释放排出。
58.本发明实施例中也可将上述支管11分为第一支管6和第二支管7,即此时的充气管路包括主管5、第一支管6和第二支管7,第一支管6连通主管5和第一列气囊3,第二支管7连通第一支管6和第二列气囊4,从而形成另一种连接方式。如图6所示,第二支管7通过换向阀8与第一支管6连通,换向阀8可在第一状态和第二状态之间切换,在第一状态下,允许主管5的气体经第一支管6输送至第一列气囊3内,截止第一列气囊3中的气体的排出。在第二状态下,截止主管5的气体经第一支管6输送至第一列气囊3,允许第一列气囊3中的气体经第二支管7排出至第二列气囊4内。在需要向第一列气囊3中充气时,将换向阀8切换至第一状态。在需要将第一列气囊3中的气体排出、并向第二列气囊4中充气时,将换向阀8切换至第二状态,在库内粉体的挤压作用下,第一列气囊3的气体可直接输送至第二列气囊4内。第二列气囊4设置有排气开关10,在需要将第二列气囊4内的气体排出时,可打开第二列气囊4的排气开关10。第一列气囊3也设置排气开关10,以备不时之需。
59.每列气囊2串联设置时,相邻两列气囊2串联设置。此时,通过连接管道将第一列气
囊3的排气端与第二列气囊4的进气端连接,参照图7。在需要对第一列气囊3充气时,将第一列气囊3的排气开关10关闭,将两通阀9打开。在需要将第一列气囊3内的气体排出、且需要向第二列气囊4充气时,将两通阀9关闭,将第一列气囊3的排气开关10调节至打开状态,在库内粉体的挤压作用下,第一列气囊3的气体可直接输送至第二列气囊4内。在需要将第二列气囊4的气体排出时,将第二列气囊4的排气开关10打开,将第一列气囊3的排气开关10关闭,在库内粉体的挤压作用下,第二列气囊4的气体可自行排出。
60.需要说明的是,图2
‑
图7仅对气囊2与充气管路的连接情况做示意性举例,对气囊2的设置数量、气囊2的串并联数量以及阀门、主管5、支管11、第一支管6、第二支管7等的设置位置和其与气囊2的连接位置不做具体限定。任何实现对气囊2充放气的充气管路均在本发明的保护范围之内。
61.本发明实施例中,粉体清理装置还包括控制系统,上述换向阀8可选用电磁换向阀,两通阀9和排气开关10也均可选用电磁阀,以使换向阀8、两通阀9和排气开关10均可与控制系统电连接,通过控制系统对换向阀8、两通阀9和排气开关10传输电信号,以实现自动化控制。上述控制系统包括可编程逻辑控制器(又称plc控制器,简称plc)、时间继电器、程序控制器、集散控制系统或计算机等。
62.本发明实施例中的粉体清理装置占地面积小,运行费用低,方便安装使用,在停产时安装,无需更改现有的粉体生产系统,不影响后续正常生产,方便改造,方便企业使用。
63.又一方面,本发明还提供一种粉料仓库,包括仓库本体和清理装置,清理装置为上述粉体清理装置,粉体清理装置的包层设置在仓库本体的内侧壁上,粉体清理装置的设置可预防仓库本体内壁上产生结皮。本发明实施例中的粉料仓库的有益效果的推导过程与上述粉体清理装置的有益效果的推导过程大体类似,故此处不再赘述。
64.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1