一种用于生产预应力空心楼板的循环生产线的制作方法
1.本发明涉及一种用于生产预应力空心楼板的循环生产线,属于预应力空心楼板技术领域。
背景技术:
2.空心楼板比实心楼板轻40%,并且在生产过程中更节省所需要的混凝土。空心楼板在工地施工时不需布置支撑,可以立即完全承受荷载。基于这些原因,空心楼板已在全世界范围内广泛应用。
3.预应力空心楼板是指内部设有预应力钢筋、具备预应力的空心楼板;在浇筑之前对预应力钢筋进行拉伸、预应力钢筋在凝固过程中收缩而使其具备预应力。
4.预应力空心楼板目前主要生产方式为长线模台上排布模具,并通长的预应力钢筋或钢绞线,然后浇筑或滑模挤压成型,养护至一定强度后按需求的长度切割定尺,使用龙门吊将构件吊运离开长线模台的连续浇筑工艺生产方式。此长线模台一般在80
‑
120米;预应力空心楼板中需要的横向钢筋、横向连接件、横向预埋件、起吊锚具、预应力钢绞线搭接或者混凝土开洞根本无法实现;预应力空心楼板,宽度也受生产方式的影响非常有限。另外,采用长线模台生产预应力空心楼板,因很难植入起吊锚具,吊装过程只能使用特殊的吊装设备(抓斗),存在坠落的风险,造成了相当大的事故隐患。
技术实现要素:
5.为了解决预应力空心楼板现有生产线无法预埋横向预埋件的技术问题,本技术提供了一种用于生产预应力空心楼板的循环生产线。本技术的循环生产线不仅能实现预埋横向钢筋、横向连接件、预应力钢绞线搭接、起吊锚具等横向预埋件,还能实现了采用普通吊装设备(例如吊板机)即可吊装、安全无坠落风险。另外,采用本技术的循环生产线生产的预应力空心楼板比采用长线模台生产预应力空心楼板的强度更高。
6.技术方案一种用于生产预应力空心楼板的循环生产线,包括:尺寸与预应力空心楼板的尺寸相匹配的预应力模台、两条运行轨道和两辆以上摆渡车;所述运行轨道包括沿地面安装的若干驱动轮和若干支撑轮;所述摆渡车位于两运行轨道之间;所述预应力模台位于驱动轮和支撑轮之上,驱动轮驱动预应力模台沿运行轨道运动;所述摆渡车承载着预应力模台在两运行轨道之间运动,使预应力模台的运动轨迹呈闭合状态。
7.现有技术采用长线模台生产预应力空心楼板,在生产过程中,长线模板固定不动,成型设备沿长线模板运行完成成型工序,所以不能在长线模台中植入横向预埋件。而本申
请采用上述技术方案,预应力模台的尺寸与所要生产的预应力空心楼板的尺寸相匹配,远远小于现有技术中的长线模台。预应力模台能沿预先设计好的运行轨道运行,通过摆渡车的往返运动实现预应力模台在运行轨道之间运行,从而使预应力模台的运动轨迹呈闭合状态,实现了预应力模台在生产线中的循环流转。本技术上述技术方案中,预应力模台是运动的,可以以植入横向钢筋 、横向连接件、预埋件、起吊锚具、预应力钢绞线搭接等;还可以在生产预应力空心楼板局部的开洞,可支持生产成型。采用本技术的上述技术方案,预应力空心楼板在循环系统中进行生产,每块预应力空心楼板可以无损耗的根据所要求的构件几何形状和尺寸进行生产,都是精确生产,无需再通过切割制成所需的部件几何形状和尺寸;实现各类尺寸及形状的预应力空心楼板高效、无损耗的生产。且几何形状、尺寸、数量可以非常灵活的调节,这在采用长线模台连续浇筑中是不可能的。另外,意外的,相对于采用长线模台生产的预应力空心楼板,采用本技术上述技术方案生产的预应力空心楼板的强度有明显提高。可能的原因是:可以对每一预应力空心楼板内的预应力钢筋拉伸,预应力钢筋两受力点的之间距离大大缩短,使得预应力钢筋各处的预应力更加均匀,进而使得预应力空心楼板的变形程度更加一致,从而提高了预应力空心楼板的支撑强度。
8.上述用于生产预应力空心楼板的循环生产线,优选的,所述预应力模台包括模台面板、成型模具和锚架;成型模具设置在模台面板上;锚架设置在模台面板上、位于成型模具的两端。另外,每一预应力模台的两端均设置锚架,从而可以使用附加的吊耳,从而可以轻松吊起预应力空心板;采用普通吊装设备即可实现对预应力模台的吊装。与挤压成型的预应力空心板相比,缩短了吊车的起吊时间和施工现场的铺设时间。
9.上述用于生产预应力空心楼板的循环生产线,优选的,成型模具内安装有预应力钢筋和横向预埋件;所述预应力钢筋的两端位于锚架。模台的一端将各个预应力钢筋使用锚具固定在模台的锚架上,另一端套上锚具并穿入预应力张拉机内,张拉机抱住钢筋,按设计要求将钢筋进行拉伸,以施加预应力。
10.上述用于生产预应力空心楼板的循环生产线,优选的,所述横向预埋件为横向钢筋 、横向连接件和预应力钢绞线搭接件中的一种或两种以上。横向钢筋和预应力钢筋形成钢筋网架;使用钢筋网架和连接钢筋在施工现场进行摩擦锁紧的抗震组装。所形成的钢筋网架四面的拉力吸收可显著提高承载能力。在长侧上,很容易实现张力钢丝的悬垂,而在短侧上, 可以提高额外的钢筋,以实现各个构件的摩擦锁紧连接。
11.上述用于生产预应力空心楼板的循环生产线,所述两条运行轨道平行。
12.上述用于生产预应力空心楼板的循环生产线,优选的,所述摆渡车为升降摆渡车。摆渡车升起举升台使预应力模台脱离支撑轮和驱动轮,摆渡车降下举升台使预应力模台放置在支撑轮和驱动轮;通过升降摆渡车其自身的升降功能实现对预应力模台的自动搬运。
13.上述用于生产预应力空心楼板的循环生产线,优选的,还包括:设置在运行轨道周围的依次分布的预应力张拉机、布料机、孔腔成型机、养护窑、码垛机和吊板机。通过上述装置对预应力模台进行操作,实现了类尺寸及形状的预应力空心楼板高效、无损耗的生产。孔腔成型机可以是单根或多根同时操作。布置的位置也可以根据混凝土的特性,调整位置。放置在浇筑工位,在浇筑前插入芯管,浇筑后拔出芯管。也可在后续进入养护窑前的布置一个拔管工位,该工位也安装一套孔腔成型机。浇筑工位上把芯管插入后,芯管与孔腔成型机脱开,模台到达拔管工位上后,把芯管拔出。
14.上述用于生产预应力空心楼板的循环生产线,还包括振动台;所述振动台布置在预应力张拉机和孔腔成型机之间。布料完成之后,振动台震动预应力模台,以振实成型模具内的混凝土,减少预应力空心楼板中的气泡,提高预应力空心楼板的强度。
15.上述用于生产预应力空心楼板的循环生产线,还包搅拌站,所述搅拌站布置在预应力张拉机和孔腔成型机之间。搅拌站把搅拌好的混凝土投放到布料机里。
16.上述用于生产预应力空心楼板的循环生产线,还包清扫机,所述清扫机布置在吊板机和预应力张拉机之间。清扫机用来清扫模台上面的残余废料和灰尘。
17.有益效果使用模台循环流转的方式生产各种几何形状及内置有纵横向钢筋、预埋件等部件的预应力空心楼板。预应力空心楼板在循环系统的预应力模台中进行生产。每块预应力空心楼板可以无损耗的根据所要求的构件几何形状和尺寸进行生产,都是精确生产,无需再通过切割制成所需的部件几何形状和尺寸;免除了锯切的人工成本以及处理锯切过程中废料和噪音的工作及费用。且所生产的预应力空心楼板的几何形状、尺寸、数量可以非常灵活的调节,这在连续浇筑中是不可能的。
18.预应力钢筋和加强钢筋、横向连接件、接头组件、预埋件和开洞口定位模具可以直接安装在预应力模台中,也可以安装电气、水、通风井或特殊的内置组件。
19.使用钢筋网架和连接钢筋在施工现场对预应力空心楼板进行摩擦锁紧的抗震组装。四面的拉力吸收可显著提高承载能力。在长侧上,很容易实现张力钢丝的悬垂,而在短侧上, 可以提高额外的钢筋,以实现各个板材构件的摩擦锁紧连接。与挤压成型的预应力空心板相比,缩短了吊车的起吊时间和施工现场的铺设时间。也可以使用附加的吊耳,从而可以轻松吊起预应力空心板。
20.构件不再使用挤压或滑动成型工艺制造,而是使用模台循环的方式。使用养护窑集中自动化养护,生产效率高,养护质量高。各个工位的工作固定稳定,便于人员的经验积累和生产管理。
附图说明
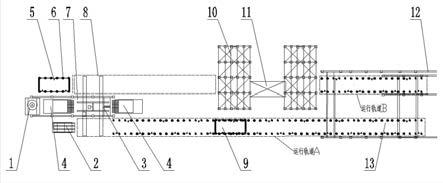
21.图1为本技术实施例公开的循环生产线的工位布置图;图2为申请实施例公开的循环生产线的主要设备布置图;图3为申请实施例公开的循环生产线的预应力模台的结构示意图;图4为申请实施例公开的循环生产线的运行轨道的结构示意图;图中,1搅拌站、2预应力张拉机、3布料机、4孔腔成型机、5驱动轮、6支撑轮、7振动台、8摆渡车、9预应力模台、10养护窑、11码垛机、12吊板机、13清扫机、14模台框架、15模台面板、16预应力锚架、17混凝土成型模具、18预应力钢筋、19钢筋网架 ;g1张拉工位、g2浇筑工位、g3赶平工位、g4收面抹平工位、g5拆模工位、g6起板工位、g7清扫工位、g8涂油工位、g9安装边模工位、g10装钢筋预埋件工位、g11表面处理区域、g12静停工位。
具体实施方式
22.为使本技术的目的、技术方案和优点更加清楚,下面结合附图对本技术的实施例
作进一步地详细描述。显然,所描述的实施例仅仅是本技术的一部分实施例,而不是本技术的全部实施例;应理解,本技术不受这里描述的实施例的限制。
23.本技术实施例公开了一种用于生产预应力空心楼板的循环生产线,请参考图1、2和4,包括:尺寸与预应力空心楼板的尺寸相匹配的预应力模台9、两条运行轨道和两辆以上摆渡车8;所述运行轨道包括沿地面安装的若干驱动轮5和若干支撑轮6;所述摆渡车8位于两运行轨道之间;所述预应力模台9位于驱动轮5和支撑轮6之上,驱动轮5驱动预应力模台9沿运行轨道运动;所述摆渡车8承载着预应力模台9在两运行轨道之间运动,使预应力模台9的运动轨迹呈闭合状态。所述尺寸与预应力空心楼板的尺寸相匹配的预应力模台9;具体的,可以是指尺寸稍微大于预应力空心楼板,用于形成预应力空心楼板。所述两条运行轨道包括设沿地面安装的若干驱动轮5和若干支撑轮6;将驱动轮5和支撑轮6按照一定的排布规则沿两条直线设置,根据预应力模台9的尺寸确定两条直线之间的距离。例如,每两台驱动轮5之间安装一台支撑轮6;其中,支撑轮6与支撑轮6之间的距离,驱动轮5与驱动轮5之间的距离,支撑轮6和驱动轮5之间的距离,根据实际生产情况进行确定。该沿两条直线安装布置的驱动轮5和支撑轮6则形成了一条运行轨道。根据进一步生产需要,安装布置驱动轮5和支撑轮6形成另一条运行轨道。两条运行轨道的分布根据实际生产需要进行;具体的,可以是两条运行轨道平行,一条运行轨道的端点与另一运行轨道的端点齐平,两条运行轨道之间的距离至少能容纳一台预应力模台9。所述驱动轮5用于驱动放置在其上方的部件,具体到本实施例中是用于驱动预应力模台9;所述支撑轮6用于支撑放置其上方的部件,具体到本实施例中是支撑预应力模台9。所述摆渡车8位于两运行轨道之间;摆渡车8在两运行轨道之间做往返运动,将两条运行轨道之间建立联系,两条运行轨道和来回运动的摆渡车8形成了一闭合运行区域。所述预应力模台9位于驱动轮5和支撑轮6之上,驱动轮5驱动预应力模台9沿运行轨道运动;具体的,驱动轮5与控制器连接,控制器通过信号传输以控制驱动轮5的转动,驱动轮5转动使得其上方的预应力模台9沿驱动轮5转动方向的切线方向向前运动。所述摆渡车8承载着预应力模台9在两运行轨道之间运动,使预应力模台9的运动轨迹呈闭合状态。当预应力模台9在驱动轮5的驱动下运行到运行轨道的某一特定位置,摆渡车8支撑起预应力模台9开始运动、实现预应力模台9的转移。例如,当预应力模台9从运行轨道a的一端运行至另一端,摆渡车8运行至预应力模台9下方、支撑起预应力模台9开始运动;当摆渡车8运行至运行轨道b处,将预应力模台9放置在运行轨道b一端的上方,从而实现将预应力模台9从运行轨道a转移至运行轨道b;同理,当预应力模台9沿运行轨道b运行至另一端时,摆渡车8将预应力模台9从运行轨道b转移至运行轨道a;从而使预应力模台9的运动轨迹呈闭合状态。
24.作为一种实施方式,如图3所示,所述预应力模台9包括模台面板15、成型模具17和锚架;成型模具17设置在模台面板15上;锚架设置在模台面板15上、位于成型模具17的两端。具体的,所述模台面板15可以是平板结构,例如,矩形平板。所述成型模具17是指用于形成预应力空心楼板的模具,通常是一个由边框组成的与所要生产的预应力空心楼板的外部形状一致的框架。所述锚架是指用于安装锚具的结构。成型模具17位于模台面板15之上,大体上位于中间位置;锚架也位于模台面板15之上,数量为2,分布在成型模具17两侧,大体上位于模台面板15两端。成型模具17和锚具之间有一定的距离。
25.作为一种实施方式,如图3所示,成型模具17内安装有横向预埋件和预应力钢筋
18;所述预应力钢筋18的两端位于锚架。根据所要生产的预应力空心楼板安装预应力钢筋18,以预应力钢筋18的长度方向为纵向,以与预应力钢筋18长度方向垂直的方向为横向;在成型模具17的边框之内根据生产需要安装横向预埋件。模台的一端将各个预应力钢筋18使用锚具固定在模台的锚架上,另一端套上锚具并穿入预应力张拉机2内,张拉机抱住钢筋,按设计要求将钢筋进行拉伸,以施加预应力。可以对每一预应力空心楼板内的预应力钢筋18拉伸,预应力钢筋18两受力点的之间距离大大缩短,使得预应力钢筋18各处的预应力更加均匀,进而使得预应力空心楼板的变形程度更加一致,从而提高了预应力空心楼板的支撑强度。
26.具体的而言,所述横向预埋件为横向钢筋 、横向连接件和预应力钢绞线搭接件中的一种或两种以上。横向钢筋和预应力钢筋18形成钢筋网架20;使用钢筋网架20和连接钢筋在施工现场进行摩擦锁紧的抗震组装。钢筋网架四面的拉力吸收可显著提高承载能力。在长侧上,很容易实现张力钢丝的悬垂,而在短侧上, 可以提高额外的钢筋,以实现各个构件的摩擦锁紧连接。
27.作为一种实施方式,如图1
‑
2所示,所述两条运行轨道平行。
28.作为一种实施方式,如图2所示,所述摆渡车8为升降摆渡车8。所述摆渡车8的数量根据实际生产情况确定;可以是四辆,其中两辆位于运行轨道的一端,另外两辆位于运行轨道的另一端。所述升降摆渡车8设置有可以举升和降落的举升台。当预应力模台9需要脱离运行轨道时,摆渡车8运行到预应力模台9下方、举升台举升从而托举预应力模台9脱离支撑轮6和驱动轮5;当预应力模台9需要进入运行轨道时,摆渡车8运行到需要进入的运行轨道中,举升台降落从而使预应力模台9放置在支撑轮6和驱动轮5;通过升降摆渡车8其自身的升降功能实现对预应力模台9的自动搬运。
29.作为一种实施方式,如图2所示,还包括:设置在运行轨道周围的预应力张拉机2、布料机3、孔腔成型机4、养护窑10、码垛机11和吊板机12。所述预应力张拉机2、布料机3、孔腔成型机4、养护窑10、码垛机11和吊板机12沿着运行轨道设置,按照预应力空心楼板的生产工序、根据应力模台的运行方向依次排布。具体的,按照预应力模台9的运行方向,在预应力张拉机2之后依次布置布料机3、孔腔成型机4、养护窑10、码垛机11和吊板机12,其中,吊板机12之后是预应力张拉机2。
30.作为一种实施方式,如图2所示,还包括振动台7;所述振动台布置在预应力张拉机2和孔腔成型机4之间。具体的,振动台布置在布料机3附近、位于预应力模台9的下方,以震动预应力模台9。
31.作为一种实施方式,如图2所示,还包搅拌站1,所述搅拌站1布置在预应力张拉机2和孔腔成型机4之间。具体的,搅拌站1位于布料机3附近,用于搅拌形成混凝土并将搅拌好的混凝土投放到布料机3里。
32.作为一种实施方式,如图2所示,还包清扫机13,所述清扫机13布置在吊板机12和预应力张拉机2之间。具体的,清扫机13布置在靠近吊板机12的位置,在吊板机12将成型模具17吊走之后,立即对预应力模台9进行清扫。
33.上述任意一具体实施例公开的用于生产预应力空心楼板的循环生产线,可以在运行轨道a和b上根据具体的生产需要划分出不同的工位,以在该工位上对预应力模台9进行相应操作。例如,在运行轨道a上从右至左依次划分出清扫工位g7、涂油工位g8、安装边模工
位g9、装钢筋预埋件工位g10和张拉工位g1;在运行轨道b上从左至右依次划分出拆模工位g5和起板工位g6;在运行轨道b的左端的左侧划分出表面处理区域g11;在表面处理区域g11内从左至右依次划分出赶平工位g13、收面抹平工位g4和静停工位g12;在表面处理区域g11和张拉工位g1之间划分出一浇筑工位g2。各个工位之间根据场地及生产速度可穿插划分出不同数量的静停工位g12。驱动轮5带动预应力模台9在各个工位及配套设备循环流转。以清扫工位g7作为循环生产的起点,介绍上述任意一具体实施例公开的循环生产线的流转过程:清扫工位g7安装有清扫机13,用来清扫预应力模台9上面的残余废料和灰尘。清理完的预应力模台9到达涂油工位g8经设备或人工在预应力模台9上涂隔离剂。处理完成的预应力模台9依次到达安装边模工位g9、装钢筋预埋件工位g10,将成型模具17、预应力钢筋18、横向钢筋、横向连接件和预应力钢绞线搭接件等物品安装在预应力模台9上。继续流转到达张拉工位g1,预应力模台9的一端将各个预应力钢筋18使用锚具固定在预应力模台9的锚架16上,另一端套上锚具并穿入预应力张拉机2内,张拉机2抱住钢筋,按设计要求将预应力钢筋18进行拉伸,以施加预应力。至此前序准备工作完成。摆渡车8动作将前序准备完成的预应力模台9转运到浇筑工位g2。孔腔成型机4启动,将芯管穿入预应力模台9的成型模具17中。孔腔成型机4可以根据孔腔需要的数量布置1台或再两侧各对称布置一台,以交叉穿入,形成更多的孔腔。搅拌站1用来将各类原材料按设计配比,配制成需要的混凝土。搅拌站1把搅拌好的混凝土投放到布料机3里。布料机3到浇筑工位g2把混凝土浇筑到已经穿入芯管的成型模具17内。此浇筑工位g2下面安装有振动台7,浇筑过程中,振动台7启动,以振实成型模具17内的混凝土。浇筑完成后,孔腔成型机4将芯管拔出。摆渡车8继续前行,把预应力模台9运送到表面处理区域g11,该处可布置有静停工位g12、赶平工位g3、收面抹平工位g4等处理上表面的工位,根据楼板表面的要求将上表面进行处理。处理好的预应力模台9,运行到码垛机11处,码垛机11将预应力模台9送至养护窑10的各个仓位。养护窑10内有加温、加湿装置和温湿度检测系统。经一定时间的养护,浇筑好的混凝土达到既定强度,码垛机11将预应力模台9在仓位取出。预应力模台9前行到达拆模工位g5,拆掉锚架16、成型模具17等物品。到达起板工位g6,吊板机12将预应力空心楼板吊离预应力模台9,并放置到暂存架或者运送车上。拆模完成的预应力模台9经流转到达清扫工位g7,至此完成了整个循环生产过程。整个循环工艺中的各个工位,根据产能的不同可布置一个或多个,以提高流转节拍,增加产能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1