一种加气混凝土砌块成型机的制作方法
1.本发明属于加气混凝土砌块技术领域,特别涉及一种加气混凝土砌块成型机。
背景技术:
2.加气混凝土砌块是一种轻质多孔、保温隔热、防火性能良好、可钉、可锯、可刨和具有一定抗震能力的新型建筑材料。早在三十年代初期,中国就开始生产这种产品,并广泛使用于高层框架结构建筑中。是一种优良的新型建筑材料,并且具有环保等优点。
3.在自动化生产的现代社会,传统的制备装备难以重任现阶段的需求,故需要一种自动高效的生产装备,如申请号cn202110444453.3的专利公布了一种加气混凝土砌块制备系统及制备工艺,该装置可以实现多排切割,但因其结构过于简单,无法实现自动化高效生产。因此本发明通过设置自动联动生产原坯过程,采用联动功能实现加热干燥一体化,且实现自动下料装料,来提高生产效率。
技术实现要素:
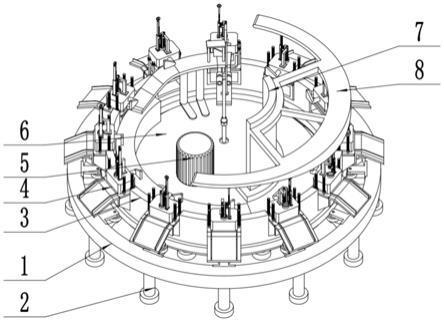
4.针对上述技术问题,本发明提供一种加气混凝土砌块成型机,包括圆环架、脚撑、转动架、砌块机构、转动电机、转动机构、推送机构、抬板、喷火壳、抬板支架,所述的脚撑的上端安装在圆环架圆周的下端,脚撑支撑圆环架;所述的转动电机前端面安装在转动机构上,转动电机的输出轴驱动转动机构的转动组件转动,所述的转动机构的下端均匀的设置有脚撑,转动机构与圆环架同轴心安装,所述的转动架的下端安装在转动机构的上,转动机构驱动转动架转动;所述的砌块机构均匀的设置在转动架上,砌块机构随转动架转动,砌块机构用于对混凝土进行砌块;所述的喷火壳固定安装在转动机构的第一半圆上,喷火壳的外围面靠近转动架的内侧面,喷火壳对砌块机构内的混凝土进行加热;所述的抬板支架的下端固定安装在转动机构上,抬板支架的上端与抬板固定连接,抬板支架和抬板位于喷火壳的第二端位置;所述的推送机构的第一端设置在转动机构上,推送机构的第二端设置在抬板上;砌块机构经过抬板到达推送机构处,推送机构推动砌块机构内的混凝土砌块向外移动。
5.进一步的,还包括垂直板、半圆导轨,所述的垂直板的下端固定安装在转动机构的第二半圆上,半圆导轨上设置中的水平杆与垂直板的上端垂直固定安装,半圆导轨的半圆环中间位置设置有向下凸起,半圆导轨凸起的斜面构成下降和上升的轨道。
6.进一步的,所述的转动机构包括圆盘、转动组件、支撑座、支撑轮,所述的圆盘固定安装在脚撑的上端,脚撑支撑圆盘向上,所述的转动组件包括驱动小齿轮、驱动大齿轮、转动齿环,所述的驱动小齿轮安装在转动电机的输出轴上,驱动大齿轮通过中间转动安装在圆盘的下端面上,驱动小齿轮与驱动大齿轮啮合,驱动小齿轮使驱动大齿轮转动;所述的转动齿环的内侧与驱动大齿轮啮合安装,转动齿环的上侧与转动架的下端固定安装,转动齿环驱动转动架转动;所述的支撑座均匀的设置在圆环架的内侧圆周上,所述的支撑轮转动安装在支撑座上,支撑轮与转动齿环的外侧接触,支撑轮支撑转动齿环与转动齿环啮合,转
动齿环的外侧与支撑轮相对滑动运动。
7.进一步的,所述的砌块机构包括下托模、出气孔、下料板、导向轴、支撑弹簧、支撑柱、压缩弹簧、导向柱、模具齿条、转动齿轮、升降齿条、升降安装架、转动轮、塞块、上壳模、注料口、实体块、抬升板,所述的下托模均匀的设置在转动架上,下托模的下端固定安装在转动架上,下托模上设置有出气孔,出气孔将转动架的内外壁连通;所述的下料板的上端与下托模的上端外侧固定连接,所述的导向轴的下端固定安装下托模上端的两侧,导向轴上套装有支撑弹簧;所述的上壳模下端的两侧设置有滑动块,上壳模通过滑动块上下滑动安装在导向轴上,支撑弹簧在弹力的作用下向下支撑上壳模的滑动块;所述的支撑柱的下端固定安装在上壳模的上端,所述的导向柱滑动安装在支撑柱上端横杆上,所述的模具齿条的上端与导向柱的上端固定连接,模具齿条和导向柱的下端同时与塞块固定连接,所述的压缩弹簧套装在导向柱上,压缩弹簧位于支撑柱上端横杆和塞块之间;所述的转动齿轮转动安装在支撑柱上端设置的转动轴上,转动齿轮与模具齿条啮合;所述的升降安装架的下端固定安装在上壳模上,升降安装架上设置有滑动槽,塞块上下滑动安装在升降安装架的滑动槽内,升降齿条与转动齿轮啮合,所述的转动轮转动安装在升降齿条的上端;所述的注料口设置在上壳模的上端,注料口与上壳模内部空间连通,注料口位于塞块的正下方,注料口的直径和塞块的直径大小相同;上壳模的内部空间安装有四个实体块,实体块将上壳模的内部空间隔开成田字形;所述的抬升板与上壳模的侧面固定连接,抬升板上设置有一个45
°
角的斜面。
8.进一步的,所述的推送机构包括滑动杆、固定座、推动连杆、抬升连杆、推进杆、固定板、升降滑动杆、抬升块,所述的滑动杆上下滑动安装在圆盘上设置的圆孔内,所述的固定座与滑动杆的上端固定安装,推动连杆的第一端与固定座铰接;所述的固定板的下端固定安装在圆盘的边缘位置,固定板位于抬板的下方,所述的推进杆滑动安装在固定板的上端,两个推进杆的第一端之间通过连接杆连接,推进杆的第二端上固定安装有推动板,推动连杆的第二端与推进杆的连接杆铰接;所述的升降滑动杆的上端与抬升块固定连接,升降滑动杆的下端上下滑动安装在抬板上,抬升块上设置有45
°
角的斜面,抬升块的斜面可以与抬升板的斜面接触配合;所述的抬升连杆的第一端与推动连杆上设置的固定轴铰接,抬升连杆的第二端与抬升块侧端设置固定轴铰接;当抬升块向上移动,抬升块驱动抬升连杆的下端拉动推动连杆移动,推动连杆使推进杆向圆周外推动。
9.本发明与现有技术相比的有益效果是:(1)本发明通过设置采用机械联动结构对加气混凝土实现自动上下料,节约能源,容易维修和更换;(2)本发明通过设置砌块机构和喷火壳相结合,能够对使砌块机构内的加气混凝土材料快速成型,提高砖块的生产效率;(3)通过设置的推送机构,在完成加气混凝土砌块成型后可以自动从下料板中推下,实现生产的快速出料,提高生产效率。
附图说明
10.图1为本发明整体结构示意图。
11.图2为本发明另一角度的整体结构示意图。
12.图3为本发明另一角度的整体机构示意图。
13.图4为本发明砌块机构的结构示意图。
14.图5为本发明上壳模的结构示意图。
15.图6为本发明转动机构的结构示意图。
16.图7为本发明推送机构的结构示意图。
17.附图标号:1
‑
圆环架;2
‑
脚撑;3
‑
转动架;4
‑
砌块机构;5
‑
转动电机;6
‑
转动机构;7
‑
垂直板;8
‑
半圆导轨;9
‑
推送机构;10
‑
抬板;11
‑
喷火壳;12
‑
抬板支架;401
‑
下托模;402
‑
出气孔;403
‑
下料板;404
‑
导向轴;405
‑
支撑弹簧;406
‑
支撑柱;407
‑
压缩弹簧;408
‑
导向柱;409
‑
模具齿条;410
‑
转动齿轮;411
‑
升降齿条;412
‑
升降安装架;413
‑
转动轮;414
‑
塞块;415
‑
上壳模;416
‑
注料口;417
‑
实体块;418
‑
抬升板;601
‑
圆盘;602
‑
驱动小齿轮;603
‑
驱动大齿轮;604
‑
转动齿环;605
‑
支撑座;606
‑
支撑轮;901
‑
滑动杆;902
‑
固定座;903
‑
推动连杆;904
‑
抬升连杆;905
‑
推进杆;906
‑
固定板;907
‑
升降滑动杆;908
‑
抬升块。
具体实施方式
18.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
19.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
20.实施例:如图1、图2、图3、图4、图5、图6、图7所示的一种加气混凝土砌块成型机,圆环架1的下端圆周上安装有脚撑2,脚撑2用于将圆环架1支撑起来,使圆环架1脱离地面。圆环架1的内侧圆周上均匀的设置有支撑座605,每个支撑座605上转动安装有支撑轮606。圆盘601为不锈钢板,圆盘601通过焊接与脚撑2的上端固定连接,圆盘601与圆环架1的圆心在同一条直线上,转动电机5安装在圆盘601的上端面上,转动电机5的输出轴上安装有驱动小齿轮602,驱动小齿轮602与驱动大齿轮603啮合安装,转动齿环604的内侧与驱动大齿轮603啮合,驱动小齿轮602使驱动大齿轮603转动,驱动大齿轮603转动驱动转动齿环604转动,而支撑轮606与转动齿环604的外侧接触,支撑轮606使转动齿环604保持在圆盘601上做圆周运动不脱落。转动齿环604的上侧与转动架3的下侧固定安装,转动齿环604在圆盘601上转动时,驱动转动架3做圆周运动。这部分部件设置的目的是通过转动电机5提供动力,通过中间传送齿轮的传送作用,实现转动架3的转动,提供了旋转的流水作业。
21.转动架3的圆周上设置有砌块机构4,砌块机构4均匀的分布安装在转动架3上,砌块机构4的作用是用来对加气混凝土进行成型砌块,下托模401的下端固定安装在转动架3,下托模401的下端设置有出气孔402,出气孔402将转动架3的内外壁连通,下料板403的上端固定安装在下托模401上,导向轴404的下端固定安装在下托模401上端的两侧,每个导向轴404上都套装有支撑弹簧405,上壳模415下端的两侧设置有滑动块,上壳模415通过滑动块上下滑动安装在导向轴404上。支撑柱406的下端固定安装在上壳模415的上端,导向柱408滑动安装在支撑柱406上端设置的横杆上,支撑柱406的横杆侧面设置有转动轴,转动齿轮410转动安装在转动轴上,模具齿条409的上端与导向柱408的上端固定连接,模具齿条409和导向柱408的下端同时与塞块414固定连接,转动齿轮410与模具齿条409啮合;升降安装架412的下端固定安装在上壳模415的上端,升降齿条411上下滑动安装在升降安装架412的滑动槽内,转动轮413转动安装在升降齿条411的上端。注料口416设置在上壳模415的上端,
注料口416与上壳模415的内部空间连通,上壳模415的内部空间设置有四个实体块417。
22.圆环架1和转动机构6设置为圆形,因此圆环架1和转动机构6被分为两个半圆区,第一半圆区为下料区,第二半圆区为上料区,垂直板7的下端固定安装在转动机构6的第二半圆上,半圆导轨8上设置有水平杆,水平杆与垂直板7的上端垂直固定连接,半圆导轨8的半圆换中间位置设置有向下的凸起,半圆导轨8凸起的斜面构成下降和上升的轨道,当转动架3带动砌块机构4转动,运动到半圆导轨8的中间位置时,原料机开始对砌块机构4内进行灌装加气混凝土原料,为了使原料机加料时控制更加精准,在半圆导轨8的边缘位置和砌块机构4的中间位置设置有光点对管的接收器和发射器,当光电对管检测到砌块机构4运动到半圆导轨8的中间位置时,将开关信号传递给原料机,原料机工作,将加气混凝土原料加入到砌块机构4中。
23.砌块机构4上设置有转动轮413,转动轮413经过半圆导轨8时,会与半圆导轨8上设置的上升和下降轨道始终接触,半圆导轨8驱动升降齿条411向下移动,升降齿条411移动的过程中驱动转动齿轮410转动,转动齿轮410驱动模具齿条409向上移动,模具齿条409带动塞块414向上移动,使原来被塞块414堵住的注料口416打开,此时加气混凝土原料从注料口416进入上壳模415内,上壳模415内设置的实体块417将上壳模415内的空间分隔成田字形,这样可以在保持砖块大小不变的情况下,使砖块的质量减小,并且保持良好的透气性。然后当转动轮413与半圆导轨8脱离接触时,由于压缩弹簧407的回复力作用,模具齿条409向下驱动塞块414重新与上壳模415配合,塞块414将上壳模415堵住。砌块机构4继续随转动架3转动,当装好加气混凝土原料的砌块机构4转动到转动机构6的第一半圆区时,此时喷火壳11在工作产生高温,砌块机构4在喷火壳11工作的高温区移动时,高温气体穿过出气孔402,对上壳模415内的加气混凝土原料进行加热反应蒸发,使上壳模415内的砖块成型。
24.抬板支架12的下端固定安装在圆盘601的第二半圆区,抬板10设置在抬板支架12的上端,抬板10的第一端为上升的斜面,斜面的起点高度与砌块机构4的初始高度相同,当砌块机构4运动到抬板10的起点时,推送机构9安装在抬板10的第二端上。抬升板418的下端面与抬板10接触时,抬升板418驱动上壳模415向上移动,当上壳模415移动到与内部成型的砖块脱离时,抬升板418移动到抬板10的第二端,抬升板418上设置的斜面与抬升块908上设置的斜面接触,抬升板418驱动抬升块908向上移动,抬升块908向上拉动抬升连杆904的上端,抬升连杆904的下端向圆心外侧拉动推动连杆903,滑动杆901上下滑动安装在圆盘601上,滑动杆901的作用是限制推进杆905的移动行程。推动连杆903的上端使推进杆905向圆周外推动,推进杆905上安装的推动板与下托模401上的成型砖块接触,推进杆905推动成型砖块从下料板403上滑下,然后运动到下料的传送带上,完成加气混凝土砌块成型工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1