一种复合保温板及其加工方法与流程
1.本发明属于保温板加工技术领域,尤其涉及一种复合保温板及其加工方法。
背景技术:
2.传统的保温隔热材料是以提高气相空隙率,降低导热系数和传导系数为主,纤维类保温材料在使用环境中要使对流传热和辐射传热升高,必须要有较厚的覆层;而型材类无机保温材料要进行拼装施工,存在接缝多、有损美观、防水性差、使用寿命短等缺陷,为此,人们一直在寻求与研究一种能大大提高保温材料隔热反射性能的新型材料;但是现有的复合保温板安装在墙体上后,抵抗砂石砸击的效果较差。
技术实现要素:
3.有鉴于此,本发明要解决的技术问题在于提供一种复合保温板及其加工方法,该技术能够提高复合保温板抵抗砂石砸击的效果。
4.本发明提供了一种复合保温板加工方法,包括以下步骤:
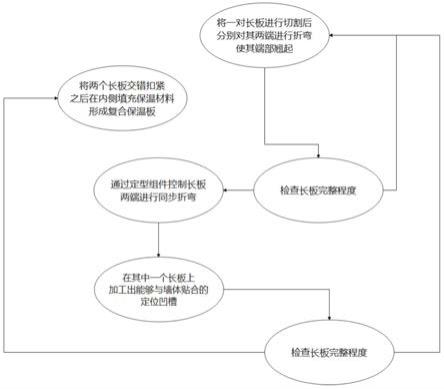
5.s1:将一对保温板进行切割后,分别对其两端进行折弯,使其端部翘起;
6.s2:通过定型组件控制保温板两端进行同步折弯;
7.s3:在其中一个保温板上加工出能够与墙体贴合的定位凹槽;
8.s4:将两个保温板交错扣起,之后在内侧填充保温材料,形成复合保温板。
9.所述定型组件包括托板、托臂、延长控制臂、边角掰弯架、压轮和定型轮架,托板上端的四角处均安装有托臂,同侧的两个托臂之间转动连接有边角掰弯架,边角掰弯架上安装有两个用于对保温板端部进行折弯的压轮,边角掰弯架的两端均安装有延长控制臂,同侧的两个托臂之间安装有用于对保温板进行定位压紧的定型轮架。
10.所述复合保温板包括保温板、拼装扣沿和定位凹槽,保温板的两端均设有拼装扣沿,所述保温板设置有两个,两个保温板能够通过拼装扣沿交错扣在一起,其中一个保温板上设有多个定位凹槽。
附图说明
11.下面结合附图和具体实施方法对本发明做进一步详细的说明。
12.图1为本发明提供的复合保温板加工方法的流程图;
13.图2为本发明提供的保温板的结构示意图;
14.图3为本发明提供的定位凹槽的结构示意图;
15.图4为本发明提供的托板的结构示意图;
16.图5为本发明提供的滑架的结构示意图;
17.图6为本发明提供的按压板的结构示意图;
18.图7为本发明提供的顶板的结构示意图;
19.图8为本发明提供的磨压圈架的结构示意图;
20.图9为本发明提供的传动带的结构示意图;
21.图10为本发明提供的输送辊的结构示意图;
22.图11为本发明提供的滑槽板的结构示意图;
23.图12为本发明提供的边角掰弯架的结构示意图;
24.图13为本发明提供的定型轮架的结构示意图;
25.图14为本发明提供的压轮的结构示意图;
26.图15为本发明提供的控制杆的结构示意图;
27.图16为本发明提供的定位滑座的结构示意图;
28.图17为本发明提供的空心输送辊的结构示意图;
29.图18为本发明提供的拦截臂的结构示意图;
30.图19为本发明提供的转架的结构示意图。
具体实施方式
31.结合本发明实施例中的附图,对本发明提供的一种复合保温板及其加工方法进行详细描述。
32.一种复合保温板加工方法,包括以下步骤:
33.s1:将一对保温板进行切割后,分别对其两端进行折弯,使其端部翘起;
34.s2:通过定型组件控制保温板两端进行同步折弯;
35.s3:在其中一个保温板上加工出能够与墙体贴合的定位凹槽;
36.s4:将两个保温板交错扣起,之后在内侧填充保温材料,形成复合保温板。
37.在两个保温板之间填充的材料可选用膨胀剂;
38.保温板能够抵抗砂石砸击;
39.保温材料能够实现保温性能。
40.对本发明的实施例进行说明,参见图3、9
‑
12:
41.所述定型组件包括托板2.1、托臂2.2、延长控制臂6.2、边角掰弯架6.4、压轮6.5和定型轮架6.6,托板2.1上侧面的四角处均固定连接有托臂2.2,边角掰弯架6.4转动连接在同侧的两个托臂2.2之间,边角掰弯架6.4上铰接连接有两个能够对保温板边缘处进行折弯的压轮6.5,边角掰弯架6.4的两端均安装有延长控制臂6.2,同侧的两个托臂2.2之间固定连接有能够对保温板进行定位压紧的定型轮架6.6。
42.通过两侧的定型轮架6.6对保温板进行托起,之后通过延长控制臂6.2,使边角掰弯架6.4以自身销轴的轴线为轴进行转动,从而将保温板的两端进行卷边加工;
43.控制边角掰弯架6.4以自身销轴的轴线为轴进行转动的过程中,可通过手动的方式控制压轮6.5以自身的轴线为轴进行转动,从而使压轮6.5对保温板的边缘进行摩擦,增加折弯处的温度,继而使保温板易于变形,同时能够增加变形处的表面效果;
44.加工后的保温板翘起中心与控制边角掰弯架6.4在托臂2.2上铰接的销轴轴线共线;
45.重复对两块保温板进行卷边加工后,能使两块保温板能够互相扣起,之后在内侧填充保温材料,形成复合保温板;
46.保温板能够抵抗砂石砸击;
47.通过延长控制臂6.2控制两个边角掰弯架6.4进行同步转动,能使保温板的两端同步折弯处理,从而提高装置对于保温板夹持托起的稳定性。
48.对本发明的实施例进行说明,参见图9
‑
12:
49.所述压轮6.5内设有加热柱,加热柱的两个接电端分别与电源的正负极连接。加热柱的设计,能够使装置对保温板的折弯便利效果提高;
50.进一步地,加热柱的设计,能够使装置对保温板进行折弯后,通过热处理后,降低折弯处由于变形产生的疲劳度。
51.对本发明的实施例进行说明,参见图12
‑
14:
52.所述定型轮架6.6上固定连接有平压架6.7,平压架6.7与保温板的两侧通过面接触,平压架6.7与压轮6.5的圆形侧面贴合配合。
53.压轮6.5将保温板的边缘进行折弯过程中,平压架6.7能够提高装置与保温板地面的贴合效果,从而使保温板上翘起部分和平直部分之间的分界处更加分明,从而便于在两块保温板中填充保温材料;
54.平压架6.7与压轮6.5侧部贴合配合的设计,能够增加对于保温板进行输送时的边缘压平效果。
55.对本发明的实施例进行说明,参见图11
‑
12、图14:
56.所述延长控制臂6.2与边角掰弯架6.4之间通过多边形销6.3可拆卸固定连接,托板2.1上固定连接有滑架2.3,滑槽板6.1滑动连接在滑架2.3上,滑槽板6.1的两端分别与两个边角掰弯架6.4上的延长控制臂6.2滑动连接,所述滑架2.3设置有两个。
57.通过控制滑槽板6.1在滑架2.3上进行滑动,从而带动两个延长控制臂6.2进行转动,实现对保温板的边缘进行卷边加工的效果;
58.延长控制臂6.2的设计,使边角掰弯架6.4对保温板边缘进行卷边加工时,起到省力的效果;
59.边角掰弯架6.4和延长控制臂6.2之间通过多边形销6.3可拆卸固定连接,此种设计,便于多次调整延长控制臂6.2的转动幅度;
60.控制滑槽板6.1在滑架2.3上进行往复滑动,能够使边角掰弯架6.4对保温板翘起处的定型效果提高。
61.对本发明的实施例进行说明,参见图9
‑
10:
62.所述定型组件还包括安装架4.1、传动轮架4.2、输送辊4.3、传动带4.4和拼接输送辊4.5,托板2.1上对称固定连接有两个安装架4.1,两个安装架4.1之间铰接连接有输送辊4.3,所述输送辊4.3设置有多个,两个安装架4.1上铰接连接有传动轮架4.2,所述传动轮架4.2设置有多个,输送辊4.3与传动轮架4.2之间通过传动带4.4传动连接,传动轮架4.2内滑动连接有拼接输送辊4.5。
63.安装架4.1上安装有控制输送辊4.3以自身的轴线为轴进行转动的减速电机ⅰ,之后通过传动带4.4带动传动轮架4.2与输送辊4.3进行同步转动,实现对保温板进行输送的效果;
64.位于上下两侧的传动轮架4.2与输送辊4.3分别通过两组减速电机ⅰ和传动带4.4进行控制;
65.传动轮架4.2与拼接输送辊4.5卡接,能使传动轮架4.2带动拼接输送辊4.5一同进
行转动,并且传动轮架4.2和拼接输送辊4.5端部之间的距离能够进行改变,从而便于装置对保温板的中部进行加工。
66.对本发明的实施例进行说明,参见图15
‑
16、图18:
67.所述定型组件还包括控制架5.1和控制杆5.2,同一个安装架4.1上的多个拼接输送辊4.5均转动连接在控制架5.1上,控制架5.1上固定连接有控制杆5.2,控制杆5.2滑动连接在滑架2.3上。
68.使控制杆5.2在滑架2.3上进行滑动,能够使控制架5.1带动多个拼接输送辊4.5进行移动,从而将保温板的上侧漏出,继而便于装置对保温板的中部进行加工。
69.对本发明的实施例进行说明,参见图15
‑
18:
70.所述定型组件还包括定位滑座5.3、同步架7.1和刮条7.2,控制杆5.2上安装有多个定位滑座5.3,同步架7.1与多个定位滑座5.3滑动连接,同步架7.1上安装有多个刮条7.2,所述拼接输送辊4.5分为空心输送辊4.5.1和实心输送辊4.5.2,空心输送辊4.5.1位于上侧,刮条7.2贯穿空心输送辊4.5.1,定位滑座5.3与同步架7.1之间安装有定位伸出组件。
71.通过定位伸出组件使刮条7.2在控制杆5.2在滑架2.3上滑动的过程中,能够在空心输送辊4.5.1内自动下落,之后在控制杆5.2继续在滑架2.3上滑动后,将保温板内侧的中部加工出凹槽;
72.凹槽的设计,能够起到对保温材料的导向和限位的作用,从而使保温材料与保温板之间的贴合效果提高。
73.对本发明的实施例进行说明,参见图5、图18
‑
19:
74.所述定位伸出组件包括转架2.4和拦截臂2.5,同步架7.1与多个定位滑座5.3之间均安装有弹簧ⅰ,滑架2.3的两侧对称安装有转架2.4,转架2.4上转动连接有拦截臂2.5,转架2.4与拦截臂2.5之间安装有扭簧,拦截臂2.5与同步架7.1配合。
75.弹簧ⅰ、扭簧、转架2.4和拦截臂2.5的设计,能够实现对于同步架7.1的自动限位效果;
76.装置对保温板的边缘进行卷边加工和凹槽加工能够同步进行处理,此过程装置对保温板的装夹托起能够得到保持,从而使加工出的凹槽轨迹平滑。
77.对本发明的实施例进行说明,参见图2
‑
3:
78.所述复合保温板包括保温板1.1、拼装扣沿1.2和定位凹槽1.3,保温板1.1的两侧均设有拼装扣沿1.2,所述保温板1.1设置有两个,两个保温板1.1能够通过拼装扣沿1.2交错扣在一起,其中一个保温板1.1上设有多个定位凹槽1.3。
79.保温板1.1选用较硬质材料,两块保温板1.1之间通过拼装扣沿1.2扣在一起,此时两块保温板1.1中间留有空间用于填充保温材料;
80.定位凹槽1.3的设计,能够增加一侧的保温板1.1安装在墙体上的效果。
81.对本发明的实施例进行说明,参见图4
‑
6、图8
‑
9:
82.所述定位凹槽1.3通过压合组件进行加工,该压合组件包括升降座2.6、按压板2.7、按压台2.8、磨压圈架3.1、外齿圈3.2和顶板3.3,托板2.1上滑动连接有升降座2.6,升降座2.6上转动连接有多个磨压圈架3.1,磨压圈架3.1上滑动连接有顶板3.3,顶板3.3与磨压圈架3.1之间安装有弹簧ⅱ,磨压圈架3.1上安装有外齿圈3.2,托板2.1上滑动连接有按压板2.7,按压板2.7上安装有多个按压台2.8,按压台2.8与磨压圈架3.1和顶板3.3配合。
83.托板2.1和升降座2.6之间安装有伸缩杆,通过启动伸缩杆,使升降座2.6带动磨压圈架3.1与保温板1.1的下端贴合;
84.升降座2.6上安装有用于驱动外齿圈3.2以自身的轴线为轴进行转动的减速电机ⅱ,减速电机ⅱ的输出轴上安装有驱动齿轮,驱动齿轮与外齿圈3.2传动连接,启动减速电机ⅱ,能够对保温板1.1下侧的环形位置进行摩擦,之后在按压台2.8的压动下,在保温板1.1上加工出定位凹槽1.3;
85.顶板3.3的设计,能够自动将变形后的位置进行顶起,避免定位凹槽1.3处的材料发生撕裂。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1