用于发泡陶瓷板的制备装置和方法与流程
1.本发明涉及一种制备装置和方法,尤其是一种用于发泡陶瓷板的制备装置和方法。
背景技术:
2.发泡陶瓷板是以陶土尾矿,陶瓷碎片,河道淤泥,掺假料等作为主要原料,采用先进的生产工艺和发泡技术经高温焙烧而成的高气孔率的闭孔陶瓷材料,产品适用于建筑外墙保温,防火隔离带,建筑自保温冷热桥处理等,因此用于发泡陶瓷板的制备装置和方法是一种重要的建材设备,在现有的用于发泡陶瓷板的制备装置和方法中,还都是把物料通过布料机按照一定厚度布料至匣钵内,匣钵及物料随同窑车或者在辊棒的传动下进入窑内进行烧制,依次经过氧化段、烧成段及冷却段,烧制完毕的发泡陶瓷在窑车或者辊棒的传动下移出烧成窑,后经脱模与切割成发泡陶瓷成品,现有技术存在以下技术缺陷:1、能耗高,匣钵、窑车加其他窑具有较高的蓄热系数,在烧成过程中超过三分之一燃料产生的热量用于反复加热匣钵、窑车及其他窑具,造成大料的燃料的浪费,如能省去匣钵和多余的窑具则可以减少燃料浪费,节约成本;2、生产周期慢,由于匣钵以及大量的窑具存在阻碍了热量的传递,反应过程中热量 传递效率降低,氧化段及烧成段周期明显加长,在降温过程中由于匣钵及其他窑具的存在,需要释放的总热量增加,匣钵及其他窑具对发泡陶瓷的包裹导致发泡陶瓷降温速率减慢的同时还会引起降温的不均匀性,增加破损率; 3、减少投资,由于组成匣钵的材料均属于高温耐火材料,成本很高,通常投资在大百万,同时匣钵损坏率高,折旧费用高,生产过程中去除匣钵后这一部分投资和折旧费用便无需投入;4、自动化程度更高,传统生产方法在诸多工位需要较多的人力,例如铺纸环节,采用新型烧成工艺方法生产发泡陶瓷后省去了人工铺纸环节,提高了自动化程度;5、后期冷加工量明显减少,由于在烧成工艺中增加了两道辊压定厚,烧成后的发泡陶瓷冷加工量由原来20%以上降至3%左右,损耗大大降低,基于申请人于2021年7月10日提供的具有工作过程中解决实际技术问题的技术交底书、通过检索得到相近的专利文献和背景技术中现有的技术问题、技术特征和技术效果,做出本发明的申请技术方案。
技术实现要素:
3.本发明的客体是一种用于发泡陶瓷板的制备装置,本发明的客体是一种用于发泡陶瓷板的制备方法。
4.为了克服上述技术缺点,本发明的目的是提供一种用于发泡陶瓷板的制备装置和方法,因此提高了发泡陶瓷板的内部发泡的效果。
5.为达到上述目的,本发明采取的技术方案是:一种用于发泡陶瓷板的制备方法,包含有对混合后呈自由分散状态的发泡陶瓷板原料进行第一次分解排气处理、对布料后呈被挤压为板集结体的发泡陶瓷板原料进行第二次分解排气处理、对分解排气处理的板集结体
的发泡陶瓷板原料进行烧结发泡处理。
6.由于设计了第一次分解排气处理、第二次分解排气处理和烧结发泡处理,通过第一次分解排气处理和第二次分解排气处理,实现了对发泡陶瓷板坯板中的有机物、碳酸根离子和硫酸根离子进行消除,通过烧结发泡处理,实现了对发泡陶瓷板的成形,因此提高了发泡陶瓷板的内部发泡的效果。
7.本发明设计了,按照对发泡陶瓷板坯板中的有机物、碳酸根离子和硫酸根离子进行消除的方式把第一次分解排气处理、第二次分解排气处理和烧结发泡处理集成。
8.本发明设计了,第一次分解排气处理的温度为900
‑
1050℃、时间为60
‑
90分钟,第一次分解排气处理的状态设置为散料分散状态,第二次分解排气处理的温度为1000
‑
1100℃、时间为40
‑
90分钟,第二次分解排气处理的状态设置为坯料聚集状态,发泡处理的温度为1130
‑
1210℃、时间为40
‑
80分钟。
9.以上三个技术方案的技术效果在于:通过对有机物、碳酸根离子和硫酸根离子的消除,增加了发泡陶瓷板坯板内部微孔的数量和微孔孔径,同时降低了发泡陶瓷板坯板的脆裂性能。
10.本发明设计了,其步骤是:把发泡陶瓷板原料的组成成份进行搅拌混合,制得发泡陶瓷板原料中间体ⅰ,通过原料输送带装置,把发泡陶瓷板原料中间体ⅰ输送到回转炉中,保持回转炉的温度为900
‑
1050℃,对发泡陶瓷板原料中间体ⅰ进行60
‑
90分钟的分解排气处理,得到发泡陶瓷板原料中间体ⅱ,把耐高温纸贴附在输送链板的链板内壁上或al2o3与甲基纤维素组成的溶液刷涂在输送链板的链板内壁上,使输送链板处于工作状态,发泡陶瓷板原料中间体ⅱ通过高温输送带装置输送到高温布料机,由高温布料机把发泡陶瓷板原料中间体ⅱ布料到输送链板的链板上,使布料在输送链板的链板中的发泡陶瓷板原料中间体ⅱ的厚度为6.5
‑
7.5cm,由第一定厚机对输送链板的链板中的发泡陶瓷板原料中间体ⅱ进行辊压处理,使输送链板的链板中的发泡陶瓷板原料中间体ⅱ的厚度为4.5
‑
5.5cm,在第二段腔体中,保持第二段腔体的温度为1000
‑
1100℃,对发泡陶瓷板原料中间体ⅱ进行40
‑
90分钟的分解排气处理,在第三段腔体中,保持第三段腔体的温度为1130
‑
1210℃,对发泡陶瓷板原料中间体ⅱ进行40
‑
80分钟的烧结发泡处理,得到发泡陶瓷板坯板中间体ⅰ,由第二定厚机对输送链板的链板中的发泡陶瓷板坯板中间体ⅰ进行辊压处理,使输送链板的链板中的发泡陶瓷板坯板的厚度为11.5
‑
12.5cm,在第四段腔体中,保持第四段腔体的温度为700
‑
800℃,对发泡陶瓷板坯板中间体ⅰ进行15
‑
40分钟的急冷定形处理,得到发泡陶瓷板坯板中间体ⅱ,按照发泡陶瓷板的尺寸,通过激光切割装置对发泡陶瓷板坯板中间体ⅱ进行切割,得到成品发泡陶瓷板,输送链板把成品发泡陶瓷板输送到辊道窑,在辊道窑中,保持辊道窑的温度为50
‑
100℃,对发泡陶瓷板坯板中间体ⅰ进行300
‑
600分钟的缓冷处理。
11.以上技术方案的技术效果在于:实现了对发泡陶瓷板坯板制作过程中的分解排气处理和烧结发泡处理的连续性生产设置。
12.本发明设计了,发泡陶瓷板原料的组成成份设置为包含有按照重量比例:15
‑
40%粉煤灰、10
‑
40%的抛光渣、8
‑
22%长石、10
‑
20%尾矿渣、3
‑
8%紫木节、1
‑
3%膨润土与0.1
‑
0.5%发泡剂,发泡剂设置为包含有按照重量比例:55
‑
68% sio2、15
‑
20% al2o3、1
‑
4%cao、1
‑
3%k2o、1
‑
3%na2o、0.1
‑
5.0%fe2o3、1
‑
4%mgo,或,发泡剂设置为碳化硅。
13.以上技术方案的技术效果在于:实现了增加含有有机物的紫木节和膨润土的含量,降低了原料成本,增加了与其它成份的粘结性能,提高了发泡陶瓷板坯板的坯板的形成尺寸精度,通过增加发泡剂的含量,增加了发泡陶瓷板坯板内部微孔的处理效果。
14.本发明设计了,一种用于发泡陶瓷板的制备装置,包含有原料输送带装置、回转炉、高温输送带装置、高温布料机、链板炉、第一定厚机、第二定厚机、激光切割装置和辊道窑并且在回转炉上分别设置有原料输送带装置和高温输送带装置,在链板炉中分别设置有第一定厚机和第二定厚机并且在链板炉与高温输送带装置之间设置有高温布料机,在辊道窑与链板炉之间设置有激光切割装置。
15.以上技术方案的技术效果在于:通过原料输送带装置、回转炉、高温输送带装置、高温布料机、链板炉、第一定厚机、第二定厚机、激光切割装置和辊道窑,组成了本发明的基础技术方案,解决了本发明的技术问题。
16.本发明设计了,原料输送带装置设置为皮带输送机并且原料输送带装置的输出端口部设置为与回转炉联接。
17.以上技术方案的技术效果在于:实现了对发泡陶瓷板原料的输送。
18.本发明设计了,回转炉的输入端口部设置为与原料输送带装置联接并且回转炉的输出端口部设置为与高温输送带装置联接。
19.以上技术方案的技术效果在于:实现了对发泡陶瓷板原料的第一次分解排气处理,实现了使发泡陶瓷板原料在蓬松分散状态下的分解排气处理,提高了对有机物、碳酸根离子和硫酸根离子的消除效果。
20.本发明设计了,高温输送带装置设置为皮带输送机并且高温输送带装置的输入端口部设置为与回转炉联接,高温输送带装置的输出端口部设置为与高温布料机联接。
21.以上技术方案的技术效果在于:实现了对高温状态的发泡陶瓷板原料的输送。
22.本发明设计了,高温布料机的输入端口部设置为与高温输送带装置联接并且高温布料机的输出端口部设置为与链板炉联接。
23.以上技术方案的技术效果在于:实现了发泡陶瓷板的坯板成形。
24.本发明设计了,链板炉设置为具有输送链板的炉状体并且在链板炉的炉体中分别设置有第一段腔体、第二段腔体、第三段腔体和第四段腔体并且输送链板的输入端部、高温布料机和第一定厚机分别设置在第一段腔体中,第二定厚机设置在第三段腔体中并且激光切割装置设置在第四段腔体中,输送链板的输入端部设置为与高温布料机联接并且输送链板的输出端部分别设置为与激光切割装置和辊道窑联接,第一定厚机和第二定厚机分别设置在输送链板上。
25.本发明设计了,输送链板的链板设置为u字形槽状体并且在输送链板的链板内壁上设置有高温隔离层体,高温隔离层体设置为耐高温纸或al2o3与甲基纤维素组成的溶液刷涂膜。
26.以上两个技术方案的技术效果在于:实现了对发泡陶瓷板的坯板的第一次分解排气处理、烧结发泡处理和急冷定形处理,保证了发泡陶瓷板中的微孔处于稳定状态,通过三个处理腔体的连贯设置,防止外界温度对发泡陶瓷板的影响,提高了发泡陶瓷板的生产效率。
27.本发明设计了,第一定厚机和第二定厚机分别设置为辊压机并且第一定厚机和第
二定厚机分别设置为与链板炉联接。
28.以上技术方案的技术效果在于:提高了发泡陶瓷板的厚度尺寸精度。
29.本发明设计了,激光切割装置设置为与链板炉联接。
30.以上技术方案的技术效果在于:提高了发泡陶瓷板的横向竖向尺寸精度。
31.本发明设计了,辊道窑设置为与链板炉联接。
32.以上技术方案的技术效果在于:实现了对发泡陶瓷板的坯板的缓冷处理,提高了发泡陶瓷板的生产效率。
33.本发明设计了,回转炉与高温布料机和链板炉设置为按照对发泡陶瓷板原料分布分解处理的方式分布并且回转炉、高温布料机和链板炉与原料输送带装置和高温输送带装置设置为按照对发泡陶瓷板原料进行输送的方式分布,回转炉、高温布料机和链板炉与第一定厚机和第二定厚机设置为按照对发泡陶瓷板进行厚度控制的方式分布并且回转炉、高温布料机和链板炉与激光切割装置设置为按照对发泡陶瓷板进行切割成型的方式分布,回转炉、高温布料机和链板炉与辊道窑设置为按照对发泡陶瓷板进行延续冷却的方式分布,输送链板分别设置为与第一定厚机、第二定厚机和激光切割装置相对应分布。
34.在本技术方案中,对发泡陶瓷板坯板中的有机物、碳酸根离子和硫酸根离子进行消除的第一次分解排气处理、第二次分解排气处理和烧结发泡处理为重要技术特征,在用于发泡陶瓷板的制备装置和方法的技术领域中,具有新颖性、创造性和实用性,在本技术方案中的术语都是可以用本技术领域中的专利文献进行解释和理解。
附图说明
35.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
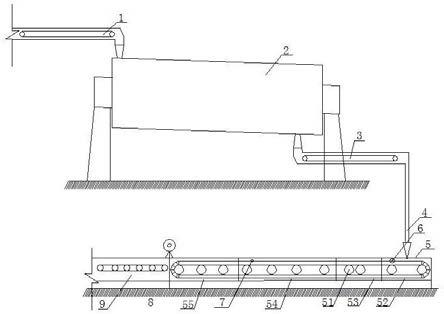
36.图1为本发明的一种用于发泡陶瓷板的制备装置的示意图,图2 为发泡陶瓷板的效果示意图,原料输送带装置
‑
1、回转炉
‑
2、高温输送带装置
‑
3、高温布料机
‑
4、链板炉
‑
5、第一定厚机
‑
6、第二定厚机
‑
7、激光切割装置
‑
8、辊道窑
‑
9、输送链板
‑
51、第一段腔体
‑
52、第二段腔体
‑
53、第三段腔体
‑
54、第四段腔体
‑
55。
具体实施方式
37.根据审查指南,对本发明所使用的诸如“具有”、“包含”以及“包括”术语应当理解为不配出一个或多 个其它元件或其组合的存在或添加。
38.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
39.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相
连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
40.此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合,另外,除非特别说明,在下 面的实施例中所采用的设备和材料均是市售可得的,如没有明确说明处理条件,请参考购 买的产品说明书或者按照本领域常规方法进。
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.一种用于发泡陶瓷板的制备装置,图1为本发明的第一个实施例之一,结合附图具体说明本实施例,包含有原料输送带装置1、回转炉2、高温输送带装置3、高温布料机4、链板炉5、第一定厚机6、第二定厚机7、激光切割装置8和辊道窑9并且在回转炉2上分别设置有原料输送带装置1和高温输送带装置3,在链板炉5中分别设置有第一定厚机6和第二定厚机7并且在链板炉5与高温输送带装置3之间设置有高温布料机4,在辊道窑9与链板炉5之间设置有激光切割装置8。
43.在本实施例中,原料输送带装置1设置为皮带输送机并且原料输送带装置1的输出端口部设置为与回转炉2联接。
44.通过原料输送带装置1,形成了对回转炉2的支撑连接点,由原料输送带装置1,实现了与回转炉2的连接,其技术目的在于:用于作为把发泡陶瓷板原料注入到回转炉2的部件。
45.在本实施例中,回转炉2的输入端口部设置为与原料输送带装置1联接并且回转炉2的输出端口部设置为与高温输送带装置3联接。
46.通过回转炉2,形成了对原料输送带装置1和高温输送带装置3的支撑连接点,由回转炉2,实现了与原料输送带装置1的连接,实现了与高温输送带装置3的连接,其技术目的在于:用于作为对发泡陶瓷板原料的有机物、碳酸根离子和硫酸根离子等进行分解排气的部件。
47.在本实施例中,高温输送带装置3设置为皮带输送机并且高温输送带装置3的输入端口部设置为与回转炉2联接,高温输送带装置3的输出端口部设置为与高温布料机4联接。
48.通过高温输送带装置3,形成了对回转炉2和高温布料机4的支撑连接点,由高温输送带装置3,实现了与回转炉2的连接,实现了与高温布料机4的连接,其技术目的在于:用于作为把发泡陶瓷板原料注入到高温布料机4的部件。
49.在本实施例中,高温布料机4的输入端口部设置为与高温输送带装置3联接并且高温布料机4的输出端口部设置为与链板炉5联接。
50.通过高温布料机4,形成了对高温输送带装置3和链板炉5的支撑连接点,由高温布料机4,实现了与高温输送带装置3的连接,实现了与链板炉5的连接,其技术目的在于:用于作为把发泡陶瓷板原料均匀分布到链板炉5上的部件。
51.在本实施例中,链板炉5设置为具有输送链板51的炉状体并且在链板炉5的炉体中分别设置有第一段腔体52、第二段腔体53、第三段腔体54和第四段腔体55并且输送链板51的输入端部、高温布料机4和第一定厚机6分别设置在第一段腔体52中,第二定厚机7设置在第三段腔体54中并且激光切割装置8设置在第四段腔体55中,输送链板51的输入端部设置为与高温布料机4联接并且输送链板51的输出端部分别设置为与激光切割装置8和辊道窑9联接,第一定厚机6和第二定厚机7分别设置在输送链板51上。
52.通过链板炉5,形成了对高温布料机4、第一定厚机6、第二定厚机7、激光切割装置8和辊道窑9的支撑连接点,由输送链板51,实现了与高温布料机4的连接,实现了与辊道窑9的连接,由第一段腔体52,实现了与第一定厚机6的连接,由第三段腔体54,实现了与第二定厚机7的连接,由第四段腔体55,实现了与激光切割装置8的连接,由第二段腔体53,实现了对发泡陶瓷板原料内残余的各种有机物及根离子进行分解排除处理,其技术目的在于:用于作为对发泡陶瓷板进行煅烧成形的部件。
53.在本实施例中,输送链板51的链板设置为u字形槽状体并且在输送链板51的链板内壁上设置有高温隔离层体,高温隔离层体设置为耐高温纸或al2o3与甲基纤维素组成的溶液刷涂膜。
54.其技术目的在于:实现了输送链板51在高温环境中可以进行工作。
55.在本实施例中,第一定厚机6和第二定厚机7分别设置为辊压机并且第一定厚机6和第二定厚机7分别设置为与链板炉5联接。
56.通过第一定厚机6和第二定厚机7,形成了对链板炉5的支撑连接点,由第一定厚机6和第二定厚机7,实现了与链板炉5的连接,其技术目的在于:用于作为控制发泡陶瓷板厚度的部件。
57.在本实施例中,激光切割装置8设置为与链板炉5联接。
58.通过激光切割装置8,形成了对链板炉5的支撑连接点,由激光切割装置8,实现了与链板炉5的连接,其技术目的在于:用于作为对发泡陶瓷板进行切割成设置大小的发泡陶瓷板的部件。
59.在本实施例中,辊道窑9设置为与链板炉5联接。
60.通过辊道窑9,形成了对链板炉5的支撑连接点,由辊道窑9,实现了与链板炉5的连接,其技术目的在于:用于作为成型的发泡陶瓷板进行冷却的部件。
61.在本实施例中,回转炉2与高温布料机4和链板炉5设置为按照对发泡陶瓷板原料分布分解处理的方式分布并且回转炉2、高温布料机4和链板炉5与原料输送带装置1和高温输送带装置3设置为按照对发泡陶瓷板原料进行输送的方式分布,回转炉2、高温布料机4和链板炉5与第一定厚机6和第二定厚机7设置为按照对发泡陶瓷板进行厚度控制的方式分布并且回转炉2、高温布料机4和链板炉5与激光切割装置8设置为按照对发泡陶瓷板进行切割成型的方式分布,回转炉2、高温布料机4和链板炉5与辊道窑9设置为按照对发泡陶瓷板进行延续冷却的方式分布,输送链板51分别设置为与第一定厚机6、第二定厚机7和激光切割装置8相对应分布。
62.本发明的第一个实施例之一的支持例之一,高温隔离层体设置为耐高温纸。
63.本发明的第一个实施例之一的支持例之二,高温隔离层体设置为al2o3与甲基纤维素组成的溶液刷涂膜。
64.下面结合实施例,对本发明进一步描述,以下实施例旨在说明本发明而不是对本发明的进一步限定。
65.一种用于发泡陶瓷板的制备方法,本发明的第一个实施例之一,其步骤是:把发泡陶瓷板原料的组成成份进行搅拌混合,制得发泡陶瓷板原料中间体ⅰ,通过原料输送带装置1,把发泡陶瓷板原料中间体ⅰ输送到回转炉2中,保持回转炉2的温度为900
‑
1050℃,对发泡陶瓷板原料中间体ⅰ进行60
‑
90分钟的分解排气处理,得到发泡陶瓷板原料中间体ⅱ,把耐高温纸贴附在输送链板51的链板内壁上或al2o3与甲基纤维素组成的溶液刷涂在输送链板51的链板内壁上,使输送链板51处于工作状态,发泡陶瓷板原料中间体ⅱ通过高温输送带装置3输送到高温布料机4,由高温布料机4把发泡陶瓷板原料中间体ⅱ布料到输送链板51的链板上,使布料在输送链板51的链板中的发泡陶瓷板原料中间体ⅱ的厚度为6.5
‑
7.5cm,由第一定厚机6对输送链板51的链板中的发泡陶瓷板原料中间体ⅱ进行辊压处理,使输送链板51的链板中的发泡陶瓷板原料中间体ⅱ的厚度为4.5
‑
5.5cm,在第二段腔体53中,保持第二段腔体53的温度为1000
‑
1100℃,对发泡陶瓷板原料中间体ⅱ进行40
‑
90分钟的分解排气处理,在第三段腔体54中,保持第三段腔体54的温度为1130
‑
1210℃,对发泡陶瓷板原料中间体ⅱ进行40
‑
80分钟的烧结发泡处理,得到发泡陶瓷板坯板中间体ⅰ,由第二定厚机7对输送链板51的链板中的发泡陶瓷板坯板中间体ⅰ进行辊压处理,使输送链板51的链板中的发泡陶瓷板坯板的厚度为11.5
‑
12.5cm,在第四段腔体55中,保持第四段腔体55的温度为700
‑
800℃,对发泡陶瓷板坯板中间体ⅰ进行15
‑
40分钟的急冷定形处理,得到发泡陶瓷板坯板中间体ⅱ,按照发泡陶瓷板的尺寸,通过激光切割装置8对发泡陶瓷板坯板中间体ⅱ进行切割,得到成品发泡陶瓷板,输送链板51把成品发泡陶瓷板输送到辊道窑9,在辊道窑9中,保持辊道窑9的温度为50
‑
100℃,对发泡陶瓷板坯板中间体ⅰ进行300
‑
600分钟的缓冷处理。
66.在本实施例中,发泡陶瓷板原料的组成成份设置为包含有按照重量比例:15
‑
40%粉煤灰、10
‑
40%的抛光渣、8
‑
22%长石、10
‑
20%尾矿渣、3
‑
8%紫木节、1
‑
3%膨润土与0.1
‑
0.5%发泡剂。
67.在本实施例中,发泡剂设置为包含有按照重量比例:55
‑
68% sio2、15
‑
20% al2o3、1
‑
4%cao、1
‑
3%k2o、1
‑
3%na2o、0.1
‑
5.0%fe2o3、1
‑
4%mgo。
68.在本实施例中,发泡剂设置为碳化硅。
69.本发明的第一个实施例之一的支持例之一,其步骤是:把发泡陶瓷板原料的组成成份进行搅拌混合,制得发泡陶瓷板原料中间体ⅰ,通过原料输送带装置1,把发泡陶瓷板原料中间体ⅰ输送到回转炉2中,保持回转炉2的温度为900℃,对发泡陶瓷板原料中间体ⅰ进行60分钟的分解排气处理,得到发泡陶瓷板原料中间体ⅱ,把耐高温纸贴附在输送链板51的链板内壁上,使输送链板51处于工作状态,发泡陶瓷板原料中间体ⅱ通过高温输送带装置3输送到高温布料机4,由高温布料机4把发泡陶瓷板原料中间体ⅱ布料到输送链板51的链板上,使布料在输送链板51的链板中的发泡陶瓷板原料中间体ⅱ的厚度为6.5cm,由第一定厚机6对输送链板51的链板中的发泡陶瓷板原料中间体ⅱ进行辊压处理,使输送链板51的链板中的发泡陶瓷板原料中间体ⅱ的厚度为4.5cm,在第二段腔体53中,保持第二段腔体53的温度为1000℃,对发泡陶瓷板原料中间体ⅱ进行40分钟的分解排气处理,在第三段腔体54中,保持第三段腔体54的温度为1130℃,对发泡陶瓷板原料中间体ⅱ进行40分钟的烧结发泡处理,得到发泡陶瓷板坯板中间体ⅰ,由第二定厚机7对输送链板51的链板中的发泡陶瓷
板坯板中间体ⅰ进行辊压处理,使输送链板51的链板中的发泡陶瓷板坯板的厚度为11.5cm,在第四段腔体55中,保持第四段腔体55的温度为700℃,对发泡陶瓷板坯板中间体ⅰ进行15分钟的急冷定形处理,得到发泡陶瓷板坯板中间体ⅱ,按照发泡陶瓷板的尺寸,通过激光切割装置8对发泡陶瓷板坯板中间体ⅱ进行切割,得到成品发泡陶瓷板,输送链板51把成品发泡陶瓷板输送到辊道窑9,在辊道窑9中,保持辊道窑9的温度为50
‑
℃,对发泡陶瓷板坯板中间体ⅰ进行30分钟的缓冷处理。
70.在本实施例中,发泡陶瓷板原料的组成成份设置为包含有按照重量比例:15
‑
40%粉煤灰、10
‑
40%的抛光渣、8
‑
22%长石、10
‑
20%尾矿渣、3
‑
8%紫木节、1
‑
3%膨润土与0.1
‑
0.5%发泡剂。
71.在本实施例中,发泡剂设置为包含有按照重量比例:55% sio2、15% al2o3、1%cao、1%k2o、1%na2o、0.1%fe2o3、1%mgo。
72.在本实施例中,发泡剂设置为碳化硅。
73.本发明的第一个实施例之一的支持例之二,其步骤是:把发泡陶瓷板原料的组成成份进行搅拌混合,制得发泡陶瓷板原料中间体ⅰ,通过原料输送带装置1,把发泡陶瓷板原料中间体ⅰ输送到回转炉2中,保持回转炉2的温度为1000℃,对发泡陶瓷板原料中间体ⅰ进行90分钟的分解排气处理,得到发泡陶瓷板原料中间体ⅱ,把al2o3与甲基纤维素组成的溶液刷涂在输送链板51的链板内壁上,使输送链板51处于工作状态,发泡陶瓷板原料中间体ⅱ通过高温输送带装置3输送到高温布料机4,由高温布料机4把发泡陶瓷板原料中间体ⅱ布料到输送链板51的链板上,使布料在输送链板51的链板中的发泡陶瓷板原料中间体ⅱ的厚度为7.5cm,由第一定厚机6对输送链板51的链板中的发泡陶瓷板原料中间体ⅱ进行辊压处理,使输送链板51的链板中的发泡陶瓷板原料中间体ⅱ的厚度为5.5cm,在第二段腔体53中,保持第二段腔体53的温度为1100℃,对发泡陶瓷板原料中间体ⅱ进行90分钟的分解排气处理,在第三段腔体54中,保持第三段腔体54的温度为1210℃,对发泡陶瓷板原料中间体ⅱ进行80分钟的烧结发泡处理,得到发泡陶瓷板坯板中间体ⅰ,由第二定厚机7对输送链板51的链板中的发泡陶瓷板坯板中间体ⅰ进行辊压处理,使输送链板51的链板中的发泡陶瓷板坯板的厚度为12.5cm,在第四段腔体55中,保持第四段腔体55的温度为800℃,对发泡陶瓷板坯板中间体ⅰ进行26分钟的急冷定形处理,得到发泡陶瓷板坯板中间体ⅱ,按照发泡陶瓷板的尺寸,通过激光切割装置8对发泡陶瓷板坯板中间体ⅱ进行切割,得到成品发泡陶瓷板,输送链板51把成品发泡陶瓷板输送到辊道窑9,在辊道窑9中,保持辊道窑9的温度为100℃,对发泡陶瓷板坯板中间体ⅰ进行45分钟的缓冷处理。
74.在本实施例中,发泡陶瓷板原料的组成成份设置为包含有按照重量比例: 32%粉煤灰、18%的抛光渣、22%长石、20%尾矿渣、5%紫木节、2.7%膨润土与0.3%发泡剂。
75.在本实施例中,发泡剂设置为包含有按照重量比例: 68% sio2、20% al2o3、4%cao、3%k2o、3%na2o、05.0%fe2o3、4%mgo。
76.在本实施例中,发泡剂设置为碳化硅。
77.本发明的第一个实施例之一的支持例之一,其步骤是:把发泡陶瓷板原料的组成成份进行搅拌混合,制得发泡陶瓷板原料中间体ⅰ,通过原料输送带装置1,把发泡陶瓷板原料中间体ⅰ输送到回转炉2中,保持回转炉2的温度为950℃,对发泡陶瓷板原料中间体ⅰ进行75分钟的分解排气处理,得到发泡陶瓷板原料中间体ⅱ,把耐高温纸贴附在输送链板51的
链板内壁上或al2o3与甲基纤维素组成的溶液刷涂在输送链板51的链板内壁上,使输送链板51处于工作状态,发泡陶瓷板原料中间体ⅱ通过高温输送带装置3输送到高温布料机4,由高温布料机4把发泡陶瓷板原料中间体ⅱ布料到输送链板51的链板上,使布料在输送链板51的链板中的发泡陶瓷板原料中间体ⅱ的厚度为7.0cm,由第一定厚机6对输送链板51的链板中的发泡陶瓷板原料中间体ⅱ进行辊压处理,使输送链板51的链板中的发泡陶瓷板原料中间体ⅱ的厚度为5.0cm,在第二段腔体53中,保持第二段腔体53的温度为1050℃,对发泡陶瓷板原料中间体ⅱ进行65分钟的分解排气处理,在第三段腔体54中,保持第三段腔体54的温度为1170℃,对发泡陶瓷板原料中间体ⅱ进行60分钟的烧结发泡处理,得到发泡陶瓷板坯板中间体ⅰ,由第二定厚机7对输送链板51的链板中的发泡陶瓷板坯板中间体ⅰ进行辊压处理,使输送链板51的链板中的发泡陶瓷板坯板的厚度为12.0cm,在第四段腔体55中,保持第四段腔体55的温度为750℃,对发泡陶瓷板坯板中间体ⅰ进行20分钟的急冷定形处理,得到发泡陶瓷板坯板中间体ⅱ,按照发泡陶瓷板的尺寸,通过激光切割装置8对发泡陶瓷板坯板中间体ⅱ进行切割,得到成品发泡陶瓷板,输送链板51把成品发泡陶瓷板输送到辊道窑9,在辊道窑9中,保持辊道窑9的温度为75℃,对发泡陶瓷板坯板中间体ⅰ进行37分钟的缓冷处理。
78.在本实施例中,发泡陶瓷板原料的组成成份设置为包含有按照重量比例:20%粉煤灰、35%的抛光渣、15%长石、18.8%尾矿渣、8%紫木节、3%膨润土与0.2%发泡剂。15
‑
40%粉煤灰、10
‑
40%的抛光渣、8
‑
22%长石、10
‑
20%尾矿渣、3
‑
8%紫木节、1
‑
3%膨润土与0.1
‑
0.5%发泡剂。
79.在本实施例中,发泡剂设置为包含有按照重量比例:60% sio2、17% al2o3、3%cao、2%k2o、2%na2o、2.5%fe2o3、3%mgo。
80.在本实施例中,发泡剂设置为碳化硅。
81.本发明的第二个实施例,按照对发泡陶瓷板坯板中的有机物、碳酸根离子和硫酸根离子进行消除的方式把第一次分解排气处理、第二次分解排气处理和烧结发泡处理集成。
82.在本实施例中,第一次分解排气处理的温度为900
‑
1050℃、时间为60
‑
90分钟,第一次分解排气处理的状态设置为散料分散状态,第二次分解排气处理的温度为1000
‑
1100℃、时间为40
‑
90分钟,第二次分解排气处理的状态设置为坯料聚集状态,发泡处理的温度为1130
‑
1210℃、时间为40
‑
80分钟。
83.从图2的效果示意图上来看,由于第一次分解排气处理的状态为散料分散状态,当进行于第一次分解排气处理处理后,使发泡剂在有机物、碳酸根离子和硫酸根离子进行消除作用带动下更渗透到其它原料中,产生了发泡陶瓷板内部孔系,当进行于第二次分解排气处理处理后,使发泡剂在有机物、碳酸根离子和硫酸根离子进行消除作用带动下在发泡陶瓷板外部集中,产生了发泡陶瓷板外部孔系。
84.本发明的第二个实施例是以第一个实施例为基础,本发明的第二个实施例,在本实施例中,。
85.本发明的第二个实施例是以第一个实施例为基础,本发明具有下特点:
1、由于设计了第一次分解排气处理、第二次分解排气处理和烧结发泡处理,通过第一次分解排气处理和第二次分解排气处理,实现了对发泡陶瓷板坯板中的有机物、碳酸根离子和硫酸根离子进行消除,通过烧结发泡处理,实现了对发泡陶瓷板的成形,因此提高了发泡陶瓷板的内部发泡的效果。
86.2、由于设计了回转炉2,实现了对发泡陶瓷板原料的第一次分解排气处理。
87.3、由于设计了链板炉5,实现了对发泡陶瓷板原料的第二次分解排气处理和烧结发泡处理。
88.3、由于设计了高温布料机4、链板炉5、第一定厚机6、第二定厚机7、激光切割装置8和辊道窑9,实现了对发泡陶瓷板的烧结成型。
89.4、由于设计了原料输送带装置1和高温输送带装置3,实现了对发泡陶瓷板原料的输送。
90.5、由于设计了对结构形状进行了数值范围的限定,使数值范围为本发明的技术方案中的技术特征,不是通过公式计算或通过有限次试验得出的技术特征,试验表明该数值范围的技术特征取得了很好的技术效果。
91.6、由于设计了本发明的技术特征,在技术特征的单独和相互之间的集合的作用,通过试验表明,本发明的各项性能指标为现有的各项性能指标的至少为1.7倍,通过评估具有很好的市场价值。
92.还有其它的与对发泡陶瓷板坯板中的有机物、碳酸根离子和硫酸根离子进行消除的第一次分解排气处理、第二次分解排气处理和烧结发泡处理相同或相似的步骤都是本发明的实施例之一,并且以上所述实施例的各技术特征可以进行任意的组合,为满足专利法、专利实施细则和审查指南的要求,不再对上述实施例中的各个技术特征所有可能的组合的实施例都进行描述。
93.上述实施例只是本发明所提供的用于发泡陶瓷板的制备装置和方法的一种实现形式,根据本发明所提供的方案的其他变形,增加或者减少其中的成份或步骤,或者将本发明用于其他的与本发明接近的技术领域,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1