切削装置的制作方法
1.本发明涉及切削装置。
背景技术:
2.使用切削刀具对保持于卡盘工作台的晶片进行切削的切削装置在切削中用水铺满晶片的上表面,以便晶片的磨削加工所产生的切削屑不会附着于晶片的上表面。如专利文献1所公开的那样,一边使水遍布晶片的整个上表面,一边对卡盘工作台进行切削进给而对晶片进行切削。
3.但是,晶片的上表面的水的流动较小或者没有水的流动,并且,使切削刀具旋转的主轴单元的下表面与晶片的上表面之间的间隙被水充满,晶片的上表面与主轴单元的下表面借助水而接合。
4.因此,不会在晶片的上表面的水中产生流动,切削屑滞留在晶片的上表面的水层中而附着于晶片的上表面。
5.另外,如专利文献2、3所公开的那样,已有形成水槽而用水铺满晶片的整个上表面的发明。在该情况下,晶片的上表面的水也不产生流动,从而会在晶片的上表面上附着切削屑。
6.专利文献1:日本特开2005-222990号公报
7.专利文献2:日本特开2001-135596号公报
8.专利文献3:日本特开2017-094455号公报
9.因此,在切削装置中存在如下课题:在晶片的上表面上形成存在水的流动的水层,从而防止切削屑的附着。
技术实现要素:
10.本发明的切削装置具有:卡盘工作台,其在保持面上保持晶片;切削单元,其在主轴的前端配置有对晶片进行切削的切削刀具,该切削单元对该保持面所保持的晶片进行切削;以及切削进给单元,其在切削进给方向上将该卡盘工作台进行切削进给从而对晶片进行切削,该切削进给方向相对于该切削刀具的旋转方向为顺方向,其中,该切削装置具有:水喷嘴,其与该主轴平行地延伸并配置在该切削进给方向的上游侧,相对于被进行该切削进给的该卡盘工作台的该切削进给方向在顺方向上喷射水,在该保持面所保持的晶片的上表面上形成水层;以及空气喷嘴,其与该主轴和该水喷嘴平行地延伸,使空气在该水层的上表面上相对于该切削进给方向在顺方向上流动。
11.优选上述切削装置中,将该水喷嘴和该空气喷嘴与该卡盘工作台相邻地配置,使该水喷嘴和该空气喷嘴与该卡盘工作台一起在该切削进给方向上移动。
12.上述的空气喷嘴也可以喷射使水混合在空气中而得的二流体。
13.在本发明的切削装置中,通过在晶片的磨削加工中从水喷嘴喷射水并且从空气喷嘴喷射空气,能够使晶片的上表面产生水的流动,从而从晶片的上表面将因晶片的磨削加
工而产生的磨削屑冲走。
附图说明
14.图1是示出切削装置的整体的立体图。
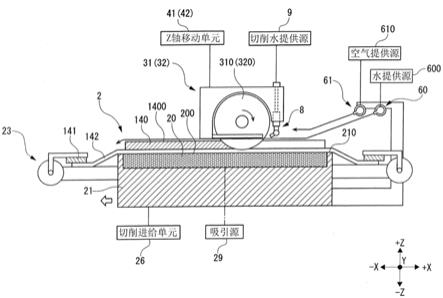
15.图2是切削单元和保持单元的剖视图。
16.图3是切削单元和保持单元的剖视图。
17.标号说明
18.1:切削装置;10:基座;100:盒载台;11:门型柱;14:工件单元;140:晶片;141:框架;142:带;1400:上表面;1401:器件;1402:分割预定线;2:卡盘工作台;20:吸引部;200:保持面;21:框体;210:上表面;23:夹具;26:切削进给单元;27:罩;28:折皱;29:吸引源;30:切削刀具;31:第1切削单元;32:第2切削单元;33:拍摄单元;310:切削刀具;311:主轴壳体;312:第1主轴;320:切削刀具;321:主轴壳体;322:第2主轴;41:第1z轴移动单元;42:第2z轴移动单元;410:滚珠丝杠;411:导轨;412:z轴电动机;413:升降板;415:旋转轴线;420:滚珠丝杠;421:导轨;422:z轴电动机;423:升降板;425:旋转轴线;51:第1y轴移动单元;52:第2y轴移动单元;510:滚珠丝杠;511:导轨;513:滑动板;520:滚珠丝杠;521:导轨;522:y轴电动机;523:滑动板;60:水喷嘴;61:空气喷嘴;600:水提供源;610:空气提供源;62:水层;8:切削水喷嘴;9:切削水提供源。
具体实施方式
19.1切削装置的结构
20.图1所示的切削装置1是使用第1切削单元31和第2切削单元32对晶片140进行切削加工的切削装置。在将晶片140定位于环状的框架141的内侧的状态下,在框架141的下表面和晶片140的下表面上粘贴带142,从而形成使晶片140、框架141以及带142一体化而得的工件单元14。在晶片140的上表面1400上形成有相互垂直的多条分割预定线1402,在由分割预定线1402划分的区域中配设有器件1401。以下,对切削装置1的结构进行说明。
21.如图1所示,切削装置1具有沿水平方向延伸设置的基座10。基座10的+x方向侧且-y方向侧的部分成为盒载置台100,在盒载置台100上载置有收纳有工件单元14的未图示的盒。
22.在基座10的-x方向侧竖立设置有门型柱11。在门型柱11的+x方向侧且+y方向侧配设有将第1切削单元31支承为能够升降的第1z轴移动单元41。
23.第1z轴移动单元41具有:滚珠丝杠410,其具有z轴方向的旋转轴线415;导轨411,其与滚珠丝杠410平行地配设;z轴电动机412,其使滚珠丝杠410以旋转轴线415为轴进行旋转;以及升降板413,其侧部的螺母与滚珠丝杠410螺合,升降板413与导轨411滑动接触。在升降板413上连结有主轴壳体311。
24.通过使用z轴电动机412使滚珠丝杠410旋转,升降板413一边被导轨411引导一边在z轴方向上移动,并且与升降板413连结的主轴壳体311在z轴方向上移动。
25.第1切削单元31具有切削刀具310、主轴壳体311和收纳在主轴壳体311的内部的第1主轴312。第1主轴312在y轴方向上延伸设置,在第1主轴312的-y方向侧安装有切削刀具310。第1主轴312与未图示的电动机等连结,当第1主轴312被该电动机驱动而旋转时,与第1
主轴312连结的切削刀具310旋转。
26.在与切削刀具310相邻的位置配设有具有照相机等的拍摄单元33。能够使用拍摄单元33对保持于卡盘工作台2的保持面200上的晶片140上所形成的分割预定线1402进行拍摄。
27.在门型柱11的+x方向侧且-y方向侧配设有将第2切削单元32支承为能够升降的第2z轴移动单元42。
28.第2z轴移动单元42与第1z轴移动单元41同样地构成。即,第2z轴移动单元42具有:滚珠丝杠420,其具有z轴方向的旋转轴线425;导轨421,其与滚珠丝杠420平行地配设;z轴电动机422,其使滚珠丝杠420以旋转轴线425为轴进行旋转;以及升降板423,其侧部的螺母与滚珠丝杠420螺合,升降板423与导轨421滑动接触。在升降板423上连结有主轴壳体321。
29.当使用z轴电动机422使滚珠丝杠420旋转时,升降板423一边被导轨421引导一边在z轴方向上移动,与此相伴,与升降板423连结的主轴壳体321在z轴方向上移动。
30.第2切削单元32与第1切削单元31同样地构成。即,第2切削单元32具有切削刀具320、主轴壳体321和收纳于主轴壳体321的内部的第2主轴322。第2主轴322在y轴方向上延伸设置,在第2主轴322的+y方向侧以能够旋转的方式安装有切削刀具320。第2主轴322与未图示的电动机等连结,当第2主轴322被该电动机驱动而旋转时,安装于第2主轴322的切削刀具320旋转。
31.在门型柱11上配设有使第1切削单元31在y轴方向上移动的第1y轴移动单元51和使第2切削单元32在y轴方向上移动的第2y轴移动单元52。
32.第1y轴移动单元51具有:滚珠丝杠510,其具有y轴方向的轴心;y轴电动机(未图示),其使滚珠丝杠510转动;导轨511,其与滚珠丝杠510平行地配设;以及滑动板513,其侧部的螺母与滚珠丝杠510螺合,滑动板513与导轨511滑动接触。滑动板513支承第1z轴移动单元41。
33.当使用该y轴电动机使滚珠丝杠510旋转时,滑动板513被导轨511引导而在y轴方向上移动,与此相伴,支承于滑动板513的第1z轴移动单元41和支承于第1z轴移动单元41的升降板413的第1切削单元31一体地在y轴方向上移动。
34.第2y轴移动单元52与第1y轴移动单元51同样地构成。即,第2y轴移动单元52具有:滚珠丝杠520,其具有y轴方向的轴心525;y轴电动机522,其使滚珠丝杠520转动;导轨521,其与滚珠丝杠520平行地配设;以及滑动板523,其侧部的螺母与滚珠丝杠520螺合,滑动板523与导轨521滑动接触。
35.当使用y轴电动机522使滚珠丝杠520旋转时,滑动板523被导轨521引导而在y轴方向上移动,与此相伴,支承于滑动板523的第2z轴移动单元42和支承于第2z轴移动单元42的升降板423的第2切削单元32一体地在y轴方向上移动。此外,导轨521也成为第1y轴移动单元51的滑动板513移动时的引导件,另外,同样地,第1y轴移动单元51的导轨511也成为第2y轴移动单元52的滑动板523移动时的引导件。
36.在基座10之上配设有卡盘工作台2。卡盘工作台2具有圆板状的吸引部20和对吸引部20进行支承的环状的框体21。吸引部20的上表面是对工件单元14进行保持的保持面200,框体21的上表面210与保持面200共面地形成。
37.在与卡盘工作台2相邻的位置,以从四周包围卡盘工作台2的方式配设有4个夹具
23。以带142与保持面200接触的方式将上表面1400朝向+z方向而将工件单元14载置于保持面200上,使用四个夹具23从四方夹持框架141,由此能够在保持面200上固定工件单元14。
38.卡盘工作台2与吸引源29连接。通过使吸引源29进行动作,所产生的吸引力被传递到保持面200。例如,通过将工件单元14载置于保持面200并使吸引源29进行动作,能够将晶片140吸引保持于保持面200上。
39.另外,卡盘工作台2与未图示的旋转单元连接。通过使用该旋转单元,能够使卡盘工作台2旋转。
40.切削装置1具有使卡盘工作台2在x轴方向上水平移动的切削进给单元26。例如,在卡盘工作台2的保持面200上保持有晶片140的状态下,使用切削进给单元26使卡盘工作台2在x轴方向上水平移动,由此能够使晶片140在x轴方向上移动。
41.在卡盘工作台2的周围配设有罩27,罩27以能够伸缩的方式与折皱28连结。
42.当卡盘工作台2在x轴方向上移动时,罩27与卡盘工作台2一体地在y轴方向上移动,折皱28伸缩。
43.切削装置1具有水喷嘴60。水喷嘴60配设成与第1主轴312和第2主轴322的延伸方向即y轴方向平行地延伸,配置在切削进给方向的上游方向侧即+x方向侧。如图2所示,水喷嘴60配置在与卡盘工作台2相邻的水平位置,固定在配置于卡盘工作台2的+x方向侧的夹具23的上方。另外,水喷嘴60的喷射口朝向-x方向与-z方向之间的方向。
44.水喷嘴60与水提供源600连接,通过从水提供源600向水喷嘴60提供水,能够朝向卡盘工作台2的保持面200喷射水。
45.切削装置1具有空气喷嘴61。空气喷嘴61配设为与第1主轴312、第2主轴322以及水喷嘴60平行地延伸。空气喷嘴61的喷射口朝向-x方向与-z方向之间的方向。空气喷嘴61与空气提供源610连接。通过从空气提供源610向空气喷嘴61提供空气,能够从空气喷嘴61对保持面200从例如30度上方喷射空气。并且,例如通过一边从水喷嘴60喷射水一边从空气喷嘴61喷射空气,从空气喷嘴61喷射的空气在从水喷嘴60喷射并提供到保持面200的水的水面上流动,由此能够在保持面200上的水中形成水流。
46.空气喷嘴61也可以代替上述结构,是与水喷嘴60成为一体的混合流体喷嘴,能够喷射在空气中混合了水而得的二流体。
47.在第1切削单元31上配设有对切削刀具310与晶片140的上表面1400接触的加工点喷射切削水的切削水喷嘴8。切削水喷嘴8与切削水提供源9连接。通过从切削水提供源9向切削水喷嘴8提供切削水,能够从切削水喷嘴8朝向加工点喷射切削水。
48.2切削装置的动作
49.对使用切削装置1对晶片140进行切削加工时的切削装置1的动作进行说明。
50.在使用切削装置1对晶片140进行切削加工时,首先,将图1所示的工件单元14载置于保持面200上,使用4个夹具23把持并固定框架141。然后,将使吸引源29进行动作而产生的吸引力传递到保持面200,从而将带142吸引于保持面200,将晶片140保持于保持面200上。
51.接着,使用切削进给单元26使卡盘工作台2在-x方向上移动,将卡盘工作台2所保持的晶片140定位于拍摄单元33的下方。
52.在将晶片140定位于拍摄单元33的下方之后,使用拍摄单元33对形成于晶片140的
分割预定线1402进行拍摄。然后,根据所拍摄的分割预定线1402的图像,使用第1y轴移动单元51和第2y轴移动单元52使第1切削单元31和第2切削单元32在y轴方向上适当移动,进行第1切削单元31和第2切削单元32相对于分割预定线1402的y轴方向的对位。
53.然后,如图2所示,在切削刀具310、320旋转的状态下,使用图1所示的第1z轴移动单元41和第2z轴移动单元42使第1切削单元31在-z方向上移动,使旋转的切削刀具310、320与晶片140的分割预定线1402接触。
54.在旋转的切削刀具310、320切入晶片140的分割预定线1402的状态下,使用切削进给单元26使保持于卡盘工作台2的晶片140在切削进给方向(-x方向)上移动,该切削进给方向是相对于切削刀具310、320的旋转方向的顺方向。
55.由此,晶片140和切削刀具310、320在x轴方向上相对移动,沿着晶片140的分割预定线1402对晶片140进行切削。此时,水喷嘴60和空气喷嘴61与卡盘工作台2一起在切削进给方向上移动。
56.当进行晶片140的切削加工时,产生切削屑。因此,在晶片140的磨削加工中,如图2所示,从水喷嘴60向-x方向与-z方向之间的方向喷射水。由此,水在相对于卡盘工作台2的切削进给方向的顺方向(-x方向)上在晶片140的上表面1400上流动,水遍及晶片140的上表面1400,如图3所示,在晶片140的上表面1400上形成水层62。
57.另外,从空气喷嘴61向-x方向与-z方向之间的方向喷射空气,向形成于晶片140的上表面1400的水层62的上表面沿相对于切削进给方向的顺方向喷出空气。由此,在晶片140的上表面1400形成水流,能够将滞留在形成于晶片140的上表面1400的水层62中的切削屑从晶片140的上表面1400向-x方向侧冲走。
58.在进行了1条分割预定线1402的切削之后,使卡盘工作台2在+x方向上移动而返回到原来的位置,例如,使用第1y轴移动单元51和第2y轴移动单元52使第1切削单元31和第2切削单元32在y轴方向上按照相邻的分割预定线1402的间隔的量移动,然后同样地使切削刀具30切入分割预定线1402而进行切削进给,由此对相邻的分割预定线1402进行切削加工。
59.这样,在对形成于晶片140的同一方向的分割预定线1402全部进行了切削之后,例如使用未图示的旋转单元使卡盘工作台2旋转例如90度,然后同样地进行切削加工,由此对晶片140的全部分割预定线1402进行切削加工。由此,对形成于晶片140的所有分割预定线1402进行切削。
60.在切削装置1中,在晶片140的磨削加工中从水喷嘴60喷射水并且从空气喷嘴61喷射空气,由此在晶片140的上表面1400上产生水的流动,能够从晶片140的上表面1400将因晶片140的磨削加工而产生的磨削屑冲走。
61.另外,以往的切削装置需要具有对切削加工后的晶片140的上表面1400进行清洗的未图示的清洗单元,但在切削装置1中,例如在形成于晶片140的分割预定线1402比较少、因切削加工而产生的切削屑比较少的情况下,使用从水喷嘴60喷出的水和从空气喷嘴61喷出的空气对晶片140的上表面1400进行清洗,由此能够省略该清洗单元所进行的对晶片140的上表面1400的清洗。在该情况下,切削装置1不需要该清洗单元,能够使切削装置小型化。
62.切削装置1也可以是沿着晶片的外周缘呈环状进行切削加工的边缘修剪装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1