一种超大跨鱼腹式屋盖桁架的施工工艺的制作方法
1.本发明属于钢结构建筑技术领域,特别涉及一种超大跨鱼腹式屋盖桁架的施工工艺。
背景技术:
2.国家会议中心二期项目建设用地位于大屯路道路以北,东邻天辰东路,西邻天辰西路,大屯北路下穿建筑主体,与地铁15号线奥森公园站接驳。建筑功能为会展中心,主要用于举办国务、政务及高端国际交往活动。项目总建筑面积约40.9万平方米,主要分为地上三层,地下两层(局部设有夹层)。地下部分建筑平面尺寸为456米
×
180米,总建筑面积约为15.3万平方,主要功能为会展、车库、机房;地上建筑平面尺寸为456米
×
144米,总建筑面积约为25.6万平方,主要功能为会展中心、及配套办公后勤等。整体建筑高度为45米(屋脊高度为52米)。
3.国家会议中心项目屋面采用大跨度平面弧形桁架及圆柱面空间网壳结构体系。因为其跨度较大,现有的结构无法满足其施工的要求,即使现有的钢结构中有大跨度的桁架结构,然而因其结构设计不够合理,会影响其使用的安全性和稳定性,且由于其跨度较大,其在施工过程中制作和安装精度要求较高是超大跨鱼腹式屋盖桁架加工的难点及重点。
技术实现要素:
4.发明目的:为了克服以上不足,本发明的目的是提供一种超大跨鱼腹式屋盖桁架的施工工艺,本发明中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,将上弦、下弦、直腹杆、斜腹杆、牛腿、支座节点、加劲板等均划分为零件,所有零件板均采用数控排版、切割,优先采用数控等离子进行切割,以减小切割所引起的变形,根据支座节点其自身的结构特点拟采用正造整体组装法进行组装,以保证单构件的制作精度要求满足现场拼装及设计的要求;各个部件之间的连接、焊接根据其结构特点以及后期安装、承载的需要对其采用不同的焊接、坡口方式,优化了施工工艺,进一步提高其焊接和施工质量。
5.技术方案:为了实现上述目的,本发明提供了一种超大跨鱼腹式屋盖桁架的施工工艺,具体的施工工艺如下:1):胎架组装,胎架需要保持其很强的刚性,且组装时需要控制好间隙,胎架模板须采用机加工刨平专用模板搭设组装;2):装焊前对各个部件中零件的外观尺寸进行检查,外观尺寸超差的需要进行校正;3):直腹杆和斜腹杆自身合拢;4):下弦和上弦进行制作,合拢;5):对支座节点进行制作,合拢;6):最后,对下弦、支座节点、上弦、直腹杆和斜腹杆进行组装焊接,即先将下弦吊装预先组装好的拼装胎架上,进行精度控制;将上弦吊装预先组装好的拼装胎架上,进行精
度控制;其次将桁架斜腹杆吊装预先组装好的拼装胎架上,进行精度控制;最后将桁架直腹杆吊装预先组装好的拼装胎架上,进行精度控制;7):装焊劲板、连接板,均采用t型焊缝形式将各个部件与构件将进行焊接,连接的坡口形式采用t型焊缝双面焊接形式,在操作空间小于80mm时,采用t型焊缝单面坡口形式,且采用退装法进行。本发明中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,将上弦、下弦、直腹杆、斜腹杆、牛腿、支座节点、加劲板等均划分为零件,所有零件板均采用数控排版、切割,优先采用数控等离子进行切割,以减小切割所引起的变形,根据支座节点其自身的结构特点拟采用正造整体组装法进行组装,以保证单构件的制作精度要求满足现场拼装及设计的要求,同时各个部件之间的连接、焊接根据其结构特点以及后期安装、承载的需要对其采用不同的焊接、坡口方式,优化了施工工艺,进一步提高其焊接和施工质量。
6.本发明中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,所述步骤3)中直腹杆和斜腹杆在制作过程中,直腹杆和斜腹杆均采用热轧h型钢,在加工过程中保证其长度,且所述腹杆公差要求
‑
2mm~3mm,同时,两端口腹板的螺栓孔间距精度需控制在
‑
1mm~+1mm。
7.本发明中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,所述步骤4)中的下弦和上弦具体的制作方法如下: 1):先采用cp焊对下弦和上弦进行自身焊接,且在节点区域以及左右600mm处采用全熔透焊接,且上弦(3)长度公差要求
‑
4mm~6mm;2):牛腿结构、竖向牛腿和侧牛腿自身合拢采用部分熔透焊缝进行焊接,且连接处的坡口采用t型焊缝双面焊接;3):转接节点与上弦中的h型弦杆翼缘板与构架的角接或者对接采用全熔透焊接,结构间连接处的坡口采用清根焊形式,且结构中存在夹角时,坡口朝向钝角方向。
8.本发明中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,其特征在于,所述步骤5)中支座节点采用正造整体组装法进行组装,具体制作方法如下: 1):先对支座节点进行自身组合,即采用全熔透焊接对h型支座进行自身合拢焊接,各个部件的连接坡口处采用清根焊形式;2):对支座底板和h型支座进行组装焊接,即采用全熔透焊接对支座底板和h型支座进行焊接,连接处的坡口采用清根焊坡口;3):装焊竖向劲板,竖向劲板与支座底板之间的角接处采用全熔透焊接固定,连接的坡口采用清根焊坡口形式,且该向劲板与h型支座的腹板之间采用t型焊缝焊接方式进行焊接固定,且连接的坡口处采用t型焊缝双面焊接形式;4):装焊水平劲板,水平劲板与h型支座的翼缘板及竖向劲板之间采用全熔透焊接,连接处的坡口采用垫板焊形式,且该水平劲板与h型支座的腹板之间采用t型焊缝焊接方式进行焊接固定,且连接的坡口处采用t型焊缝单面坡口形式;5):上弦中的上弦板与h型支座中的外侧板之间的角接处采用全熔透焊接,连接的坡口形式采用清根焊坡口,与h型支座中腹板采用t型焊缝方式进行焊接固定,坡口形式采用t型焊缝双面坡口形式,与h型支座中内侧板之间的角接焊缝采用全熔透焊接,且坡口形式采用垫板焊形式;6):上弦腹板与h型支座之间的角接焊缝采用t型焊缝焊接固定,连接处的坡口形式为t型焊缝双面焊接形式;7):装焊通长水平劲板,该通长水平劲板与竖向劲板之间采用全熔透焊接形式焊
接,连接坡口采用清根焊坡口形式,且该通长水平劲板与h型支座的内、外侧板采用全熔透焊接,坡口形式采用垫板焊坡口形式,该通长水平劲板与h型支座的腹板将采用t型焊缝形式进行焊接,坡口形式为t型焊缝单面坡口形式,且坡口均朝向下侧开制;8):对于通长水平劲板与h型支座以及上弦板之间形成三角空间采用板进行密封处理。
9.本发明中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,包括:超大跨鱼腹式屋盖桁架,所述超大跨鱼腹式屋盖桁架包括下弦、一组支座节点、上弦、一组直腹杆和一组斜腹杆,所述支座节点设于下弦的两端,所述上弦设于下弦的上方,且其两端与支座节点连接,所述直腹杆垂直设于下弦和上弦之间,所述斜腹杆设于下弦和上弦之间,并设于两直腹杆之间。
10.本发明中所述的超大跨鱼腹式屋盖桁架的施工工艺,所述上弦包括上弦桁架和一组转接节点,所述转接节点设于上弦桁架的下方,所述直腹杆和斜腹杆的上部的与转接节点连接;所述上弦桁架采用h型桁架,其包括上弦板、下弦板和上弦腹板,所述上弦板和下弦板相对设置,所述上弦腹板设于上弦板和下弦板之间,且所述上弦板、下弦板之间位于上弦腹板的两侧设有加强组件;所述转接节点呈v字形,其包括一组牛腿结构,所述牛腿结构对称设置,所牛腿结构均包括第一侧板、第二侧板和一组腹板,所述第一侧板和第二侧板相对设置,所述腹板设于第一侧板和第二侧板之间,且所述腹板远离第一侧板的一侧与第二侧板之间通过弧形护板连接。
11.本发明中所述的超大跨鱼腹式屋盖桁架的施工工艺,所述支座节点包括支座底板、h型支座、竖向劲板、水平劲板,所述h型支座设于支座底板的上方,所述竖向劲板设于h型支座的腹板一侧,所述水平劲板设于竖向劲板的两侧,并与h型支座连接;所述支座节点还包括通长水平劲板,所述通长水平劲板设于竖向劲板的顶部,且其与h型支座连接;所述h型支座的上部呈倾斜状设置,所述下弦设于h型支座的一侧,所述上弦中上弦板的末端延伸至h型支座上,且两者相互配合,且所述通长水平劲板与h型支座以及上弦板之间形成三角空间。
12.本发明中所述的超大跨鱼腹式屋盖桁架,所述下弦包括下弦顶板、下弦底板和下弦腹板,所述下弦顶板和下弦底板相对设置,所述下弦腹板垂直设于下弦顶板和下弦底板之间。
13.本发明中所述的超大跨鱼腹式屋盖桁架,所述下弦中还包括下弦劲板,所述下弦劲板设于下弦顶板和下弦底板之间,并设于下弦腹板的两侧。
14.本发明中所述的超大跨鱼腹式屋盖桁架,其特征在于:所述下弦上设有一组竖向牛腿和侧牛腿,所述直腹杆和斜腹杆的下部分别与对应的竖向牛腿和侧牛腿连接。
15.上述技术方案可以看出,本发明具有如下有益效果:1、本发明中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,将上弦、下弦、直腹杆、斜腹杆、牛腿、支座节点、加劲板等均划分为零件,所有零件板均采用数控排版、切割,优先采用数控等离子进行切割,以减小切割所引起的变形,根据支座节点其自身的结构特点拟采用正造整体组装法进行组装,以保证单构件的制作精度要求满足现场拼装及设计的要求,同时各个部件之间的连接、焊接根据其结构特点以及后期安装、承载的需要对其采用不
同的焊接、坡口方式,优化了施工工艺,进一步提高其焊接和施工质量。
16.2、本发明中胎架组装采用很强的刚性胎架,能够有效的保证支座、桁架定位及制作过程中始终保持不发生沉降,同时,机加工刨平专用模板搭设组装,能够有效的提高屋盖桁架组装的精度。
17.3、本发明中所述的超大跨鱼腹式屋盖桁架,其结构简单,设计合理,通过支座节点对上弦和下弦进行连接,让其形成类似鱼腹式结构,增加屋盖桁架的跨度,还在上弦和下弦之间设置了直腹杆和斜腹杆,大大的提高了上弦、下弦之间连接的稳定性,提高整个屋盖桁架结构的牢固性,从而有效的提高其使用的安全性和稳定性。
18.4、本发明中所述上弦包括上弦桁架和一组转接节点,所述转接节点呈v字形,采用独特的结构设计在保证了其结构稳定性的同时,还能够同时与直腹杆和斜腹杆,优化了整个屋盖桁架的结构,让其更好的满足施工的需要。
19.5、本发明中所述支座节点中竖向劲板、水平劲板和通长水平劲板的设置,大大的提高了其结构的牢固性和稳定性。
20.6、本发明中所述h型支座的上部呈倾斜状设置,让其能够更好的与上弦相配合,提高两者连接的稳定性。
附图说明
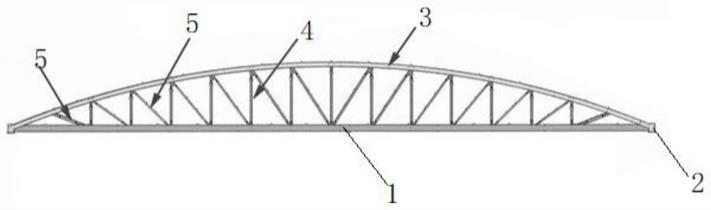
21.图1为本发明所述的超大跨鱼腹式屋盖桁架的结构示意图;图2为本发明中下弦的局部安装示意图;图3为本发明中下弦、支座节点和上弦的局部安装示意图;图4为本发明中转接节点的安装示意图;图5为本发明中竖向牛腿和侧牛腿的安装示意图。
具体实施方式
22.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
23.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
25.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元
件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
26.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
27.实施例1本实施例中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,具体的施工工艺如下:1):胎架组装,胎架需要保持其很强的刚性,且组装时需要控制好间隙,胎架模板须采用机加工刨平专用模板搭设组装;2):装焊前对各个部件中零件的外观尺寸进行检查,外观尺寸超差的需要进行校正;3):直腹杆4和斜腹杆5自身合拢;4):下弦1和上弦3进行制作,合拢;5):对支座节点2进行制作,合拢;6):最后,对下弦1、支座节点2、上弦3、直腹杆4和斜腹杆5进行组装焊接,即先将下弦1吊装预先组装好的拼装胎架上,进行精度控制;将上弦3吊装预先组装好的拼装胎架上,进行精度控制;其次将桁架斜腹杆5吊装预先组装好的拼装胎架上,进行精度控制;最后将桁架直腹杆4吊装预先组装好的拼装胎架上,进行精度控制;7):装焊劲板、连接板,均采用t型焊缝形式将各个部件与构件将进行焊接,连接的坡口形式采用t型焊缝双面焊接形式,在操作空间小于80mm时,采用t型焊缝单面坡口形式,且采用退装法进行。
28.本实施例中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,所述步骤3中直腹杆4和斜腹杆5在制作过程中,直腹杆4和斜腹杆5均采用热轧h型钢,在加工过程中保证其长度,且所述腹杆公差要求
‑
2mm~3mm,同时,两端口腹板的螺栓孔间距精度需控制在
‑
1mm~+1mm。
29.本实施例中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,所述步骤4中的下弦1和上弦3具体的制作方法如下: 1):先采用cp焊对下弦1和上弦3进行自身焊接,且在节点区域以及左右600mm处采用全熔透焊接,且上弦(3)长度公差要求
‑
4mm~6mm;2):牛腿结构、竖向牛腿15和侧牛腿16自身合拢采用部分熔透焊缝进行焊接,且连接处的坡口采用t型焊缝双面焊接;3):转接节点32与上弦3中的h型弦杆翼缘板与构架的角接或者对接采用全熔透焊接,结构间连接处的坡口采用清根焊形式,且结构中存在夹角时,坡口朝向钝角方向。
30.本实施例中所述的一种超大跨鱼腹式屋盖桁架的施工工艺,所述步骤5中支座节点2采用正造整体组装法进行组装,具体制作方法如下: 1):先对支座节点2进行自身组合,即采用全熔透焊接对h型支座22进行自身合拢焊接,各个部件的连接坡口处采用清根焊形式;
2):对支座底板21和h型支座22进行组装焊接,即采用全熔透焊接对支座底板21和h型支座22进行焊接,连接处的坡口采用清根焊坡口;3):装焊竖向劲板23,竖向劲板23与支座底板21之间的角接处采用全熔透焊接固定,连接的坡口采用清根焊坡口形式,且该向劲板23与h型支座22的腹板之间采用t型焊缝焊接方式进行焊接固定,且连接的坡口处采用t型焊缝双面焊接形式;4):装焊水平劲板24,水平劲板24与h型支座22的翼缘板及竖向劲板23之间采用全熔透焊接,连接处的坡口采用垫板焊形式,且该水平劲板24与h型支座22的腹板之间采用t型焊缝焊接方式进行焊接固定,且连接的坡口处采用t型焊缝单面坡口形式;5):上弦3中的上弦板311与h型支座22中的外侧板之间的角接处采用全熔透焊接,连接的坡口形式采用清根焊坡口,与h型支座22中腹板采用t型焊缝方式进行焊接固定,坡口形式采用t型焊缝双面坡口形式,与h型支座22中内侧板之间的角接焊缝采用全熔透焊接,且坡口形式采用垫板焊形式;6):上弦腹板313与h型支座22之间的角接焊缝采用t型焊缝焊接固定,连接处的坡口形式为t型焊缝双面焊接形式;7):装焊通长水平劲板25,该通长水平劲板25与竖向劲板23之间采用全熔透焊接形式焊接,连接坡口采用清根焊坡口形式,且该通长水平劲板25与h型支座22的内、外侧板采用全熔透焊接,坡口形式采用垫板焊坡口形式,该通长水平劲板25与h型支座22的腹板将采用t型焊缝形式进行焊接,坡口形式为t型焊缝单面坡口形式,且坡口均朝向下侧开制;8):对于通长水平劲板25与h型支座22以及上弦板311之间形成三角空间采用板进行密封处理。
31.实施例2如图1至5所示的一种超大跨鱼腹式屋盖桁架,包括下弦1、一组支座节点2、上弦3、一组直腹杆4和一组斜腹杆5,所述支座节点2设于下弦1的两端,所述上弦3设于下弦1的上方,且其两端与支座节点2连接,所述直腹杆4垂直设于下弦1和上弦3之间,所述斜腹杆5设于下弦1和上弦3之间,并设于两直腹杆4之间。
32.本实施例中所述上弦3包括上弦桁架31和一组转接节点32,所述转接节点32设于上弦桁架31的下方,所述直腹杆4和斜腹杆5的上部的与转接节点32连接;所述上弦桁架31采用h型桁架,其包括上弦板311、下弦板312和上弦腹板313,所述上弦板311和下弦板312相对设置,所述上弦腹板313设于上弦板311和下弦板312之间,且所述上弦板311、下弦板312之间位于上弦腹板313的两侧设有加强组件314;所述转接节点32呈v字形,其包括一组牛腿结构,所述牛腿结构对称设置,所牛腿结构均包括第一侧板321、第二侧板322和一组腹板323,所述第一侧板321和第二侧板322相对设置,所述腹板323设于第一侧板321和第二侧板322之间,且所述腹板323远离第一侧板321的一侧与第二侧板322之间通过弧形护板324连接。
33.本实施例中所述支座节点2包括支座底板21、h型支座22、竖向劲板23、水平劲板24,所述h型支座22设于支座底板21的上方,所述竖向劲板23设于h型支座22的腹板一侧,所述水平劲板24设于竖向劲板23的两侧,并与h型支座22连接;所述支座节点2还包括通长水平劲板25,所述通长水平劲板25设于竖向劲板23的顶部,且其与h型支座22连接;
所述h型支座22的上部呈倾斜状设置,所述下弦1设于h型支座22的一侧,所述上弦3中上弦板311的末端延伸至h型支座22上,且两者相互配合,且所述通长水平劲板25与h型支座22以及上弦板311之间形成三角空间。
34.本实施例中所述下弦1包括下弦顶板11、下弦底板12和下弦腹板13,所述下弦顶板11和下弦底板12相对设置,所述下弦腹板13垂直设于下弦顶板11和下弦底板12之间。
35.本实施例中所述下弦1中还包括下弦劲板14,所述下弦劲板14设于下弦顶板11和下弦底板12之间,并设于下弦腹板13的两侧。
36.本实施例中所述下弦1上设有一组竖向牛腿15和侧牛腿16,所述直腹杆4和斜腹杆5的下部分别与对应的竖向牛腿15和侧牛腿16连接。
37.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1