镶板和镶板的制造方法与流程
1.本发明涉及一种镶板,特别是地板镶板、墙壁镶板或顶棚镶板。本发明还涉及一种用于制造此类镶板的方法。
背景技术:
2.在过去几年中,已知刚性悬浮地板的市场具有显著增长,从乙烯树脂或lvt(豪华乙烯基饰面砖)的薄柔性条带发展为多层一体化的厚刚性工程混合制品,该混合制品的特征在于具有多个优点,例如在温度波动下的空前稳定性、在不平底层地板上减少透印或变形的可能性以及增加镶板之间的锁定强度。这种发展方向趋向更加刚性的地板镶板,该地板镶板通常具有由诸如wpc(木塑复合物,实际上是具有或不具有木材颗粒的发泡pvc芯部,并且密度为约900kg/m3)和spc(石塑复合物,密度为约2000kg/m3的实心pvc芯部)之类的制品制成的聚合物芯部。与wpc相比,spc在经受温度波动时具有更优异的尺寸稳定性,从而使得安装表面积能够更大,并且能够在炎热且人流密集区域安装。与低密度wpc相比,实心spc的另一优点是其抗冲击性和抗压痕性。然而,实心spc的固有缺点是其声学性能不尽人意。相对于更具柔性且柔软的lvt和wpc,实心spc的声音性能表现不佳。通常,可以认为制品中填料或矿物含量的增加引起了更高的刚性以及改善的尺寸稳定性,但导致较差的声学性能。地板工业中的声学性能被理解为当声波穿过地板(声音传播到下方房间)时声波的振幅减小、以及对反射的行走声音(在同一房间中听到的声音)进行测试时的振幅减小两者。可以用“delta iic”(美国)或“delta
3.lw”(欧洲、澳大利亚)测试透射声音的减小。这两种测试方法给出了由于装饰性地板而引起的向下方房间的声音传播减少的指标,简而言之,给出了安装或未安装装饰性地板的声音传播之间的差异的指标。为了改善(减小)所传播的声音的振幅,可以将衬垫安装在装饰性地板和底层地板之间,或者可以在工厂中将隔声垫粘合至装饰性地板的背面。根据例证,可以预期,具有1mm预附接eva背衬的4mm
4.spc达到的delta lw结果为12db;相同规格的wpc制品一般达到20db。较低密度的wpc能够改善吸声性能。此外,由于wpc包含相对低比例的矿物含量,因此与实心spc相比,wpc固有的尺寸较不稳定。因此,需要一种地板制品,其特征在于,具有spc镶板(刚性、不透印、稳定、抗压痕性)和wpc镶板(较低的重量和改善的声学性能)这两者的优点。
5.在现有技术中,已知在木基或热塑性地板镶板的背面施加“凹槽”以改善稳定性并增加柔性。通常通过用锯片切割或用工具雕刻以除去材料,从而施加这些凹槽。还已知通过挤出模具的巧妙成形将凹槽施加到挤出的热塑性地板镶板,通过该挤出模具挤出单件支撑板,从而形成沿着挤出方向的“条形凹部”。两种制造方法都使得底表面纹理具有线性设计。实际上,这些镶板的特征在于线性或纵向设计,其中施加于地板镶板的底表面的腔体的边界在底表面的平面上是单向的。尽管所施加的凹槽可具有至少一个边界,该边界限定了用于施加凹槽的工具的出口或入口点,但是这些线性或纵向腔体或凹槽的整个周界的至少90%、通常大于95%、最通常大于98%具有线性且彼此平行的边界。这些纵向腔体边界形成
了在进入镶板的点和它们的出口点之间的线。因此,通常,由主要面向单一方向(相当于施加凹槽的切割或挤出工艺的方向)的边界限定所施加的凹槽。当在背面上存在多个这些凹槽时,它们以彼此平行且面向相同方向的主要线性或纵向边界存在。此类镶板缺乏声学改善的机会,因为它们不允许更复杂的声学设计。
技术实现要素:
6.本发明的目的是提供一种镶板,该镶板至少部分地具有减轻镶板重量的优点,而且还提供了改善的声学性能。
7.此外,本发明提供了一种镶板,例如地板镶板、墙壁镶板或顶棚镶板,特别是装饰性镶板,包括:
[0008]-至少一个芯层,所述芯层包括:
[0009]
○
至少一个包含第一复合材料的上芯层;以及
[0010]
○
至少一个包含第二复合材料的下芯层;
[0011]
其中,下芯层的底表面的至少一部分设置有多个压印腔体,和/或其中上芯层的维卡软化温度比下芯层的维卡软化温度高至少15摄氏度。
[0012]
根据本发明的镶板,其中下芯层的底表面的至少一部分设置有多个压印腔体,并且其中上芯层的维卡软化温度比下芯层的维卡软化温度高至少15摄氏度,从而使得该镶板相对于基本上实心的镶板具有改善的声学性能和减小的重量,而不损害镶板的刚性或抗压痕性。至少镶板的上芯层是相对刚性的,这与柔性镶板相比是有利的,基本上刚性的镶板便于相对容易的处理和/或安装。此外,基本上刚性的镶板更适合于消除底层地板中的轻微隆起和起伏而不将它们转移到表面。这对于用作地板镶板是特别有利的,而镶板的刚性在镶板用作墙壁镶板或顶棚镶板的情况下也是有利的。然而,如上所述,刚性镶板通常具有不尽人意的声学性能。通过使芯层的底表面的至少一部分具有多个压印腔体,从而克服该缺点。芯层中多个(压印)腔体的存在使得至少下芯层中的材料减少。这可以影响与镶板相互作用的声波的吸收、透射、反射、折射和/或衍射。实验发现,根据本发明,至少在其下芯层中设置有腔体的复合芯层的组合对镶板的声学性能提供了积极效果,其中获得了声音阻尼效应。这是有利的,因为它可以不需要在镶板下面或在背面上使用附加的声音阻尼层。
[0013]
由于在根据本发明的镶板的下芯层的至少一部分中存在多个压印腔体,因此减少了其中的材料,得到了轻量且耐用的镶板。尽管由于其中的多个腔体而导致下芯层中的材料减少,但是已经发现,由于根据本发明的上芯层的存在而使得所述材料的减少不会对下芯层以及芯层整体的尺寸稳定性产生负面影响。在下芯层的至少一部分中设置多个腔体,由于底层优异的吸声性能,因此镶板的声学性能得以显著改善。腔体通过使所述下芯层在遇到声波时能够吸收声能而不反射对不希望的噪声有贡献的能量,从而积极地影响镶板、特别是下芯层的吸声性能。所吸收的能量的一部分转换成热量,并且一部分传播经过底层中的多个腔体。此外,由于预期的下芯层的柔软性,因此该下芯层起到声音和振动阻尼层的作用。
[0014]
如上所述,在至少一个下芯层中存在多个压印腔体还有助于通过更好地吸声而消除噪声和回声。多个腔体通常被配置为使声波散射至不同频率上,这实质上是通过减少声音反射的次数并从根本上降低发生在镶板内的噪声产生水平而阻止噪声。可以想到,至少
一个腔体具有、并且优选多个腔体具有由下芯层的最大厚度限定的深度。还可以想到,至少一个腔体具有、并且优选多个腔体具有由至少从下芯层的外表面最多至上芯层的底表面的距离限定的深度。由于至少一个腔体具有至多为下芯层厚度的深度,或者至多在上芯层的底表面处的深度,已经发现声波在功能上被破坏并且在多个方向上被反射,从而使回声在镶板内扩散并且改善镶板的声学性能。如可以在所述腔体的至少一个截面方向上观察到的,至少一个腔体的深度可以不同。此外,镶板的底层中多个腔体的存在导致至少镶板中的材料减少。这可以影响与镶板相互作用的声波的吸收、透射、反射、折射和/或衍射。
[0015]
芯层包括至少一个包含第一复合材料的上芯层和至少一个包含第二复合材料的下芯层,其中上芯层的维卡软化温度比下芯层的维卡软化温度高至少15摄氏度,该芯层的益处使得用于提供压印腔体而应用的压印步骤不会不利地影响芯层的上芯层。因此,可以通过压力和/或热量将压印腔体设置在下芯层的底表面处,而不会不利地影响上芯层或使上芯层变形。
[0016]
也可以将芯层称为多层芯层。芯层可以包括一体连接的至少一个上芯层和至少一个下芯层。因此,芯层可以一体化地包括至少一个上芯层和至少一个下芯层。上芯层和下芯层可以互连。还可以想到,芯层包括多个上芯层和/或多个下芯层。在芯层包括多于两层的情况下,可以想到,各芯层具有不同的材料组成和/或材料特性。
[0017]
根据本发明的材料和腔体的特征在于,复合材料的刚性可以防止镶板在使用期间不期望的振动和柔性。这对于镶板在使用期间的总体性能而言也是积极的。压印腔体应当被理解为在制造期间机械地压入芯层的底表面中的腔体。优选地,当芯层足够软时进行该机械压印步骤,这通常在芯层随后的(进一步)固化和/或(进一步)硬化之前实现。
[0018]
芯层的底表面的至少一部分、并且特别是下芯层的底表面的至少一部分,通常基本上是平坦的。特别地,底表面通常限定基本上平坦的表面。当涉及腔体时,也可以使用术语凹部、开口和/或凹陷。在制造工艺期间,有利的是在挤出之后立即、和/或在热压期间、和/或刚好在形成镶板的一个或多个芯层的一种或多种复合材料固化之前,在芯层的平坦背面中通常以局部凹陷而形成腔体。镶板通常为防水镶板。由于镶板的良好声学性能,也可以将镶板称为声学镶板。
[0019]
维卡软化温度是复合材料、特别是聚合物复合材料在高温时的软化指标。对于表达为上芯层的维卡软化温度比下芯层的维卡软化温度高至少15摄氏度的情况,也可以表达为第一复合材料的维卡软化温度比第二复合材料的维卡软化温度高至少15摄氏度。优选地,上芯层的维卡软化温度比下芯层的维卡软化温度高至少20摄氏度、更优选至少25摄氏度。本发明特别涉及一种镶板,其中,在上芯层和下芯层的维卡软化温度之间存在至少15摄氏度的变化,其中,优选地,下芯层的维卡软化温度低于上芯层的维卡软化温度。在所示的偏差范围内,工业上可行的是通过压力和/或热量的方式将压印腔体施加在下芯层的底表面处,而不会不利地影响上芯层或使上芯层变形。
[0020]
优选地,下芯层和/或第二复合材料的维卡软化温度为至少50摄氏度。下芯层的维卡软化温度范围可(例如)在50摄氏度至90摄氏度的范围内。实验发现,在该范围内,下芯层能够在高于其维卡软化温度的温度下热成形为所需形状。由于上芯层的维卡软化温度高至少15摄氏度,因此上芯部将能承受住施加在下芯层上的压力和热量的作用下的变形。可以想到,上芯层和/或第一复合材料的维卡软化温度为至少95摄氏度。
[0021]
根据本发明的镶板可以基本上为矩形,但也可以基本上为菱形或基本上为多边形。在优选实施方案中,镶板在纵向方向上的柔性基本上等于镶板在横向方向上的柔性。例如,在基本上为正方形或近似正方形的镶板的情况下,还可以想到,镶板在第一方向上的柔性基本上等于在第二方向上的柔性,其中将第一方向和第二方向限定在相同的平面内,并且其中第一方向的方向分量基本上垂直于第二方向的方向分量。基本上等于是指纵向和横向方向之间的平均测定偏差在10%以内、并且优选在5%以内。这种实施方案的优点是可以获得相对刚性且稳定的镶板。腔体优选地设置成使镶板的柔性不受显著影响,特别是在至少一个方向上使镶板的柔性不受显著影响,并且可以在单一方向上使镶板的柔性不受显著影响。例如,可以想到,将腔体设置成使其不影响第一方向上的柔性,第一方向为例如(但不限于)纵向方向。
[0022]
在进一步优选的实施方案中,下芯层的弹性模量为上芯层的弹性模量的至多50%。这是指上芯层基本上比下芯层更具刚性。这有利于声音衰减和镶板本身的声学性能。特别是当根据en310测试时,上芯层的弹性模量(例如)可为至少3500mpa。根据本发明的镶板的至少一个下芯层的弹性模量可为至多1750mpa、优选至多1050mpa、甚至更优选至多525mpa。因此,与芯层相比,当受到应力时,至少一个下芯层表现出显著降低的抗非永久变形性。因此,本发明的镶板表现出由上芯层带来的刚性和至少一个下芯层的可变形性这两者。已经通过实验发现,由于基本上刚性的上芯层和基本上柔性的下芯层的这种组合,镶板的声学性能受到积极影响,同时还保持了镶板的尺寸稳定性。已经观察到,具有刚性(上)芯层和柔性(下)芯层的芯层的这种组合通过使施加到其上的振动衰减而增强了镶板的吸声性。此外,已经观察到,具有刚性和柔性芯层的多层芯层的这种组合从根本上减小了施加在镶板中的振动能量的振幅,从而也减小了不希望的噪声。
[0023]
镶板本身的刚性模量优选至少2500mpa。在进一步优选的实施方案中,当根据en 310标准测定时,镶板在纵向方向上的刚性模量为至少2500mpa,并且/或者镶板在横向方向上的刚性模量为至少2500mpa。因此,根据本发明的镶板的芯层的底部结构在纵向和横向这两个方向上对镶板的稳定性、压力分布和强度具有积极影响。这是对现有技术的显著改善,现有技术中的镶板苦于在垂直于通过减材制造工艺形成的凹部或凹槽的方向上减小的刚性模量。
[0024]
上芯层、并且特别是上芯层的上表面的邵氏d硬度可以在85至95的范围内。下芯层、并且特别是下芯层的上表面的邵氏d硬度可以在55至65的范围内。可(例如)用硬度计测定一个或多个芯层的硬度。在该方法中,较高的邵氏d值对应于较高的硬度。硬度表示当垂直力施加到测试材料的表面时,测试材料在压力点处局部变形的能力。由于撞击噪声是由诸如鞋跟、椅子、智能手机等的坚硬物体在坚硬表面上的碰撞而产生,因此,表面越硬,产生的噪声的振幅和音调越高,并且相反地,表面或物体越软,产生的噪声的振幅和音调越低。上芯层比下芯层具有更高硬度的组合对镶板的声学性能具有积极影响。上芯层的邵氏d硬度的所述范围对所产生的声音的衰减具有积极影响,而下芯层的邵氏d硬度的所述范围对所产生的声音的减小具有积极影响。
[0025]
第一复合材料在组成方面至少部分地不同于第二复合材料。然而,第一复合材料和第二复合材料可以包括至少一些类似的基本材料。各复合材料可以(例如)包含至少一种矿物材料和至少一种粘合剂。上芯层可以包含至少一种粘合剂,其中矿物材料相对于所述
粘合剂的重量百分率之比优选为至少1。也可以想到,下芯层包括至少一种粘合剂,其中矿物材料相对于所述粘合剂的重量百分率之比为至少1。在有利的实施方案中,上芯层的第一复合材料的粘合剂与下芯层的第二复合材料的粘合剂类似。该实施方案是有利的,因为其允许有效的热成形。至少一种第一复合材料和/或至少一种第二复合材料可以(例如)包括热塑性和/或热固性材料,并且优选包括矿物材料。
[0026]
优选地,第一复合材料的矿物含量比粘合剂或热塑性材料含量高至少50%。在优选实施方案中,第一复合材料所含的矿物材料为至少40重量%,优选至少50重量%,并且更优选至少60重量%。所述矿物含量产生了相对刚性的芯层,并因此产生了相对刚性的镶板。考虑到具有由聚合物材料制成的芯层的镶板,包含至少40重量%的矿物材料的上芯层的存在有助于镶板的刚性增加。与相对柔性的镶板相比,基本上刚性的镶板更适合于消除底层地板中的轻微隆起和/或起伏而不将它们转移到镶板的表面。还可以想到,第二复合材料所含的矿物材料为至多60重量%、优选至多50重量%、更优选至多30重量%。优选地,第二复合材料的矿物含量比第一复合材料的矿物含量低,特别是低至少50%、优选低至少60%、并且更优选低至少70%。第一和/或第二复合材料中的矿物含量的所述范围对芯层的邵氏d硬度有积极贡献。至少一个下芯层的矿物含量及其与上芯层的矿物含量的差异使得至少一个下芯层具有柔性。根据本发明可以想到,芯层所含的提高的矿物含量与芯部的热塑性塑料之比为至少3:1。上芯层也可能包含高达80重量%的矿物材料。较高的矿物含量通常使得镶板更具刚性。此外,由于复合芯层中相对大量的矿物材料和相对少量的热塑性材料,因此可以获得显著改善的耐温性,特别是相对于具有主要基于pvc的芯部的常规地板镶板而言亦是如此。根据本发明的镶板通常不会苦于由于季节性和/或局部温度变化而引起的不期望的收缩和膨胀。
[0027]
芯层、并且特别是上芯层和/或下芯层还可以包含至少一种维卡改性剂。可用的维卡改性剂的非限制性实例为asa(聚丙烯腈-苯乙烯-丙烯酸酯)、abs、热固性体系、环氧体系等。添加任意所述维卡改性剂通常提高了其中应用所述改性剂的芯层的维卡软化温度。因此,也可以应用维卡改性剂以增加上芯层和下芯层之间的维卡软化温度的差异。
[0028]
第一复合材料和/或第二复合材料可以包括选自由以下矿物材料组成的组中的至少一种:氧化镁(mgo)、氯化镁(mgcl2)、含氧硫酸镁、碳酸钙(caco3)、白垩、粘土、硅酸钙和/或滑石。已经证明这些材料赋予复合材料足够的刚性。作为其他非限制性实例,石灰石(例如,碳酸钙与碳酸镁)可以用作上芯层和/或下芯层中的矿物材料。矿物材料可以作为颗粒矿物填料存在。
[0029]
通常,根据本发明的镶板的芯层的上芯层和/或下芯层由包含矿物材料和热塑性材料的混合物的复合材料组成。热塑性材料的非限制性实例为聚氯乙烯(pvc)、聚乙烯(pe)、聚氨酯(pu)、丙烯腈丁二烯苯乙烯共聚物(abs)和/或聚丙烯(pp)。例如,可以想到,第一复合材料和/或第二复合材料包含选自由以下组成的组中的至少一种热塑性材料:聚氯乙烯(pvc)、聚苯乙烯(ps)、聚乙烯(pe)、聚氨酯(pu)、丙烯腈丁二烯苯乙烯共聚物(abs)、聚丙烯(pp)、酚醛树脂、三聚氰胺甲醛树脂或它们的组合。热塑性材料也可为包含乙烯基的热塑性材料。芯层还可以包含上述材料的混合物。通常,矿物材料相对于热塑性材料的重量百分率之比为至少1。优选地,第一复合材料所含的热塑性材料为至少15重量%。第二复合材料所含的热塑性材料优选为至少30重量%。第一复合材料所含的热塑性材料优选为最多40
重量%。第二复合材料所含的热塑性材料优选为最多65重量%。第一和第二复合材料的组成对芯层本身的刚性以及对单个芯层的耐温性具有影响。
[0030]
芯层、并且特别是上芯层和/或下芯层,还可以包含选自由以下添加剂组成的组中的至少一种:颜料、冲击改性剂、润滑剂、稳定剂、蜡和/或加工助剂。诸如墨水之类的各种颜料赋予了第一和/或第二复合材料颜色。在应用颜料时,颜料通常以0重量%至5重量%的量存在于复合材料中。还可以想到,第一和/或第二复合材料包含有机或无机粘合剂。作为冲击改性剂,优选使用mbs(甲基丙烯酸酯-丁二烯-苯乙烯共聚物)、cpvc(氯化pvc)、abs(丙烯腈丁二烯苯乙烯共聚物)或tpe(热塑性弹性体),冲击改性剂更优选以0重量%至5重量%的量存在于复合芯层中。此外,可以存在至少一种润滑剂,并且更优选内部润滑剂和外部润滑剂。可以选择可选的稳定剂从而与所用的特定聚合物一起产生效果,并且可选的稳定剂可(例如)为钙锌稳定剂。优选地,将存在于复合芯层中的添加剂总量限制为1重量%至15重量%,更优选5重量%至15重量%,并且最优选8重量%至12重量%。在一个可能的实施方案中,芯层基本上不含天然有机纤维,并且特别地基本上不含木材(例如木纤维,包括木屑和竹屑)。
[0031]
下芯层的转变温度优选比上芯层的转变温度低至少10摄氏度。上芯层和下芯层各自的转变温度之间的温度差从根本上使下芯层变形并且使得能够在制造期间形成多个压印腔体,同时确保上芯层的形态和/或形状保持基本上完整。优选地,上芯层和下芯层是经由挤出工艺而形成的挤出层。可以经由共挤出至少一个上芯层和至少一个下芯层形成芯层。因此,可以经由共挤出形成至少一个上芯层和至少一个下芯层。可供选择地,上芯层和/或下芯层可以是经由压延工艺形成的压延层、或者经由固化工艺或经由热压工艺形成的固化层。也可以将上芯层和下芯层挤出并随后在热量和压力下层压。可供选择地,可以经由至少一个粘合层和/或胶合层连接上芯层和下芯层。优选地,上芯层和下芯层相互互连。
[0032]
可以想到,芯层、并且特别是上芯层和下芯层,是经由挤出工艺形成的挤出层。经由挤出工艺形成芯层的优点在于可以以相对廉价的方式制造镶板。此外,发现挤出的芯层在获得的刚性方面是有利的,并且在应用时,能够与顶层形成熔融结合。在本文中,可以在镶板的制造期间同时进行挤出工艺和熔融工艺。如果在挤出工艺之后、在与装饰性层层压之前或期间立即形成下芯层中的腔体,则是特别有利的。以这种方式,可以防止在制造镶板之后再从芯部除去材料。因此,可以以更有效的方式制造镶板。此外,还防止形成残留材料。还可以想到,在制造上芯层和下芯层的挤出工艺之后或共挤出工艺期间基本上立即形成腔体。在这种情况下,是指在芯部固化之前形成腔体。因此,这是指当(第二)复合材料具有可延展的稠度或粘度从而不是刚性的时候,在下芯层的背面形成腔体。
[0033]
在另一可能的实施方案中,可以想到,经由热压形成芯层。对于这种技术,可以在制造期间形成腔体和/或可以在镶板的制造之后提供腔体。热压可以对镶板的刚性有积极的贡献。还可以想到,经由固化工艺形成芯层。因此,这是指当芯部具有可延展的稠度或粘度从而不是刚性的时候,在芯部的背面形成腔体。可以想到,通过刻印工艺、优选通过旋转刻印,在芯部的背面形成腔体。还可以想到,通过其他方法,例如加热和/或压制工艺、蚀刻、铣削、雕刻、冲压、模压、减材制造、增材制造或它们的组合,从而在背面形成至少一个腔体。
[0034]
可选地,镶板可以包括至少一个加强层。此类加强层的非限制性实例为玻璃纤维、聚丙烯、黄麻、棉和/或聚对苯二甲酸乙二醇酯。如果加强层至少部分地浸渍有热固性树脂,
则是特别有利的。此类热固性树脂可以选自由以下物质组成的组:三聚氰胺甲醛树脂、酚醛树脂和/或脲醛。通常,当应用加强层时,加强层存在于镶板的顶表面附近和/或底表面附近。优选地,当应用加强层时,将加强层附接至芯层。
[0035]
优选地,下芯层的密度低于上芯层的密度。优选地,上芯层的密度为至少1900kg/m3。可以想到,上芯层和/或下芯层的密度在1900kg/m3至2100kg/m3的范围内。然而,也可以想到,下芯层的密度低于1900kg/m3。下芯层的密度可(例如)在900kg/m3至1700kg/m3的范围内。芯层还可以具有在芯层上的密度梯度。
[0036]
可以想到,根据本发明的镶板的实施方案中下芯层是至少部分发泡的。在其他可能的实施方案中,上芯层和下芯层是至少部分发泡的。上芯层和/或下芯层可以(例如)为闭孔泡沫材料和/或开孔泡沫材料。
[0037]
可以想到,压印腔体的边界在下芯层的底表面的平面上是多方向的。因此,根据本发明的镶板可以受益于腔体的存在,其中腔体的边界在芯层的底表面的平面上是多方向的。通常,地板可能会遇到宽范围的声波,例如脚步噪声、电视或收音机声音、谈话声音、婴儿哭闹的声音、由下落物体产生的噪声等。由于声波是容易在实心径直路径中传播的振动,因此在底表面上没有任何几何形状的地板镶板具有非常窄频的声音波长衰减。为了改善声音衰减,可以停止振动或吸收振动,或者将振动引导到另一方向,从而使声波消散。在板的背面存在腔体产生了用于冲击波传输经过的附加表面。底表面上具有凹槽的镶板预期比没有任何几何形状的镶板表现得稍好,但是仍然仅有非常有限的波长带产生衰减,因为它们仅能够在一个方向上使声音消散。本发明的镶板通过提供具有多层芯层的地板镶板而大幅改善了这一点,该具有多层芯层的地板镶板能够使声波衰减,因为在下芯层中存在使声波沿多个方向消散的压印腔体,从而大幅增加了吸声表面面积。为此,当腔体具有多方向的边界时,它们大幅改善了仅具有单向消散的现有技术。
[0038]
根据本发明的镶板可以包括并且受益于具有被特别设计成使某个频率的声波衰减的尺寸的腔体。能够应用具有不同尺寸并被特别设计以增加衰减波长的频带的多个腔体。此外,压印腔体通常具有清晰的边界。由于腔体具有清晰的边界,因此腔体也起到衰减室的作用。这大幅改善了条形凹部或凹槽不能最佳地降低频率的现有技术。根据本发明的腔体可以通过将它们形成为具有适当的长度、宽度和深度尺寸以通过谐振提供无源声波消除从而进行“调谐”。因此,腔体可以以不同形状、长度、宽度和深度的组合存在,从而以不同尺寸的组合存在,以提供最佳的声波消除。优选地,腔体的至少一个尺寸为待衰减目标频率的波长的约1/5至1/3,更优选为约1/4,从而形成根据经验试验能够最佳地吸收目标频率的谐振室。然后,可以通过公式“波长=声速/频率”计算腔体的目标尺寸。目标频率是在住宅用途中造成最大范围噪声的频率,特别是当在地板表面上行走时传播到下方房间的高音调噪声,范围为1,000hz至25,000hz、更优选为4,000hz至20,000hz、最优选为8,000hz至16,000hz。例如,至少一些腔体可以被配置为使声音衰减,优选使频率范围为20hz至25,000hz、优选2,000hz至20,000hz、更优选8,000hz至16,000hz的声音衰减。还可以想到,至少一些腔体被配置为使频率范围为优选500hz至10,000hz的声音衰减。至少一些腔体的最大长度和/或最大宽度的范围可为2mm至15mm、最优选为5mm至10mm。基于上述公式,因此发现,用于住宅和商业目的的民居中使地板噪声衰减的腔体的可选尺寸范围为在背面的平面上的宽和/或长为2mm至15mm、最优选5mm至10mm。由经验发现,用于住宅和商业目的的民居中使地板噪
声衰减的最佳体积的范围为5立方毫米至2立方厘米,更优选为0.1立方厘米至0.6立方厘米。这通常使得与单一方向相比,声音振幅减小平均至少4db,并且与实心地板镶板相比,声音振幅减小平均至少5db。可以想到,至少部分的腔体具有不同的体积以使不同的目标频率衰减。
[0039]
至少一个腔体可以具有、并且优选多个腔体可以具有最大宽度w和最大长度l,其中最大宽度w和最大长度l之间的比率在0.2和1之间、优选在0.5和1之间。可以在所述腔体的至少一个截面方向观察到至少一个腔体的深度。还可以想到,至少一些腔体的深度位于芯层的最大厚度的10%和30%之间。也可以是至少一些腔体的深度位于下芯层的最大厚度的10%和30%之间。
[0040]
根据本发明的镶板可以(例如)是基本上纵向的镶板。这在将镶板用作地板镶板的情况下是特别有利的。然而,也可以想到,镶板基本上呈矩形、菱形或多边形。镶板可为限定第一纵向方向的矩形镶板,其中至少一些腔体具有限定第二纵向方向的细长形状,其中第一纵向方向和第二纵向方向相互围成角度,优选地,该角度落在30度至90度的范围内。
[0041]
多个压印腔体可以以预定的图案存在。腔体可以(例如)从镶板的第一远端延伸至镶板的第二远端。在这种实施方案中,所述第一远端通常与所述第二远端相对。还可以想到,将腔体设置在距离镶板边缘的预定距离处。例如,可以想到,腔体不延伸穿过镶板的(外)边缘。因此,可以基本上居中地设置腔体。发现这有利于镶板的吸声特性。这种实施方案还确保了镶板的稳定性和柔性不会受到腔体的负面影响,因为存在由如此形成的最底部表面提供的回拉强度。预定图案的非限制性实例(例如)为之字形图案。还可以想到,多个压印腔体包括重复的腔体图案。还可以想到,至少部分腔体限定了单元格图案和/或网格图案。
[0042]
在镶板的优选实施方案中,芯层底表面的至少一部分设置有多个压印腔体。例如,可以提供这样的腔体,使得腔体的(预定)图案影响镶板的声学特性、并且特别是声音阻尼特性。对于这种实施方案,通常,腔体在相同(水平)平面内沿至少两个方向延伸。考虑到腔体在y方向上从芯层的底表面朝向顶表面延伸,上述至少两个方向可以(例如)为x方向和z方向。例如,腔体可以在由下芯层的底表面限定的平面内沿至少两个方向延伸。可以在镶板基本上是纵向的情况下,使腔体可以沿除了镶板的纵向方向之外的方向上延伸。例如,可以想到,腔体在纵向和横向方向的组合上延伸。还可以想到,一些或全部腔体基本上居中地设置在镶板中和/或不延伸到镶板的(外)边缘。还可以想到,将腔体设置成彼此相距预定距离。腔体也可以形成互连腔体的网络。该实施方案可能是特别有利的,因为声波可以穿过声音传播经过的此类互连的腔体。声波可通过与空气颗粒以及声波穿过的腔体壁之间的摩擦而损失其能量。
[0043]
优选地,上芯层是基本上实心的。上芯层可以没有腔体。然而,还可以想到,设置在下芯层底表面中的腔体的至少一部分延伸到上芯层的一部分中。上芯层的上部区域优选基本上是实心的。有利的是腔体的深度为芯层的总厚度的至少20%。对于腔体的深度,考虑在与芯层的厚度相同的空间方向上的测量距离。通常,在镶板形成地板覆盖物的组装状态下,可以在竖直方向上确定镶板的厚度和腔体的深度这两者。腔体的深度也可以是芯层和/或镶板的总厚度的至少30%。优选地,腔体的深度不大于芯层总厚度的55%。腔体的深度不大于芯层总厚度的55%可以防止当在镶板之上施加压力时发生芯层的偏移。
[0044]
可以想到,相邻腔体由至少一个分隔壁分隔开,从而形成芯层的整体部分,其中分隔壁的厚度优选地小于各相邻腔体的最大宽度w的50%、更优选小于20%。在由下芯层底表面限定的平面上,所述至少一个分隔壁可以是多方向的。下芯层底表面可以由通过所述多个压印腔体形成的压印部分和剩余的未压印部分组成,其中压印部分所占区域覆盖下芯层底表面的表面积的至少50%、优选至少70%。
[0045]
上芯层的厚度可以基本上等于下芯层的厚度。然而,也可以想到,上芯层的厚度大于下芯层的厚度,反之亦然。在一个可能的实施方案中,上芯层比下芯层厚,特别地,上芯层的厚度比下芯层的厚度大至少50%、更优选至少100%、甚至更优选至少150%。上芯层的厚度可(例如)为至少3mm。例如,上芯层的厚度可以在3mm和9mm之间、优选在4mm和5.5mm之间或在5.5mm和7mm之间。下芯层的厚度可(例如)为至少0.1mm。例如,底层的厚度可以在0.1mm和2.5mm之间。下芯层的厚度也可以在0.5mm和5mm之间、特别是在2.5mm和4mm之间。在又一实施方案中,下芯层可以比上芯层厚,特别地,下芯层的厚度比上芯层的厚度大至少30%、更优选至少50%、甚至更优选至少90%。下芯层的厚度可(例如)为至少4mm。例如,下芯层的厚度可以在约4mm至7mm之间。上芯层的厚度可(例如)为至少1.5mm。例如,芯层的厚度可以在1.5mm和4mm之间,优选在2mm和3.5mm之间或在2.5mm和3.5mm之间。由于根据本发明的镶板的刚性和吸声性能的组合,可以应用相对薄的镶板。镶板的厚度可以小于3.5cm、更优选小于2.75cm。例如,镶板的厚度可以在0.5cm和3cm之间、优选在0.7cm和2.5cm之间。该厚度基本上小于传统的声学(墙壁、地板或顶棚)镶板的厚度。
[0046]
在进一步优选的实施方案中,芯层的底表面的平坦表面面积比芯层的顶表面的平坦表面面积小至少30%。实验发现,这种差异进一步有助于镶板的声学性能,同时不影响镶板的刚性和/或稳定性。上芯层的顶表面通常基本上是平的并且没有腔体。
[0047]
腔体可以具有基本上为曲线的几何截面。这可为从相对于由下芯层的底表面限定的平面的垂直方向观察到的镶板的截面。这还可以有助于与镶板相互作用的声波的所期望的吸收、透射、反射、折射和/或衍射。腔体也可以在由下芯层的底表面限定的平面内具有基本上为曲线的几何形状。此类形状也可有助于材料内的声音分布。还可以想到,包围腔体的下芯层的一部分具有结构化表面。例如,包围腔体的下芯层的表面可以至少部分地结构化。这也可以是异形或粗糙的表面。因此,下芯层可以优选在限定腔体的区域附近或该区域处部分地设置异形表面。还可以想到,压印腔体的至少一部分基本上为圆柱体、角锥体和/或圆锥体。例如,可以由基本上为半圆柱体形成腔体的至少一部分,特别是在底表面的平面中形成腔体的至少一部分。腔体的深度可以随腔体的长度和/或宽度而变化。特别地,选择腔体的形状,从而增强腔体对冲击和/或空气传播声音的消散。优选地,下芯层的底表面中的至少一个腔体、并且优选全部腔体的几何形状不会引起地板镶板的长度方向柔性或横向柔性的差异。因此,选择腔体的几何形状,使得它们不会不利地影响镶板的刚性。压印腔体的优选形状包括至少一种选自以下组成的组中的形状:多边形、曲线形和/或它们的组合。这包括蜂巢状、人字形、华夫格、波浪形图案、十字形图案、网格、放射状图案、编织状图案、或多边形(三角形、四边形、五边形、六边形、七边形、八边形、九边形或n边形,其中n>10)的重复图案、四边形(正方形、矩形、梯形、菱形、平行四边形、方块等)、椭圆形、三叶草形、四叶草形、圆形、半圆形、曲线或其并排图案的组合,由上述形状和图案组成的外接、内切、随机图案。压印腔体的其他优选设计包括三角楔形、蛋盘形设计、交替的水平和垂直脊、参数化声
学表面、具有多边形底部(三角形、四边形、五边形、六边形、七边形、八边形、九边形或n边形,其中n>10)的偏移棱锥或棱锥、径向设计或具有不同深度的一系列孔或槽。
[0048]
根据本发明的镶板的芯层可以包括至少一对相对的(侧)边缘,所述一对相对的(侧)边缘包括被配置为用于相邻镶板的相互耦接的互补耦接部件。耦接部件可以形成芯层的一部分。因此,可以想到,上芯层和/或下芯层这两者都设置有所述耦接部件的一部分。镶板的耦接部件可以(例如)为互锁耦接部件,其优选被配置为提供水平和竖直锁定。互锁耦接部件是需要弹性变形、多个方向上点击或移动以使部件彼此耦接或脱离耦接的耦接部件。可以应用本领域已知的任何合适的互锁耦接部件。一个非限制性实例是这样的实施方案,其中所述第一对相对边缘的第一边缘包括第一耦接部件,并且其中所述第一对相对边缘的第二边缘包括互补的第二耦接部件,所述耦接部件能够使多个镶板相互耦接;其中,第一耦接部件包括在基本上平行于由镶板限定的平面的方向上延伸的侧向榫舌,并且其中,第二耦接部件包括被配置为用于容纳另一镶板的侧向榫舌的至少一部分的凹槽,所述凹槽由上榫唇和下榫唇限定。可以想到,互补的耦接部件在接合时需要向下的剪切运动,或者通过水平移动锁定在一起。还可以想到,互连耦接部件包括榫舌和凹槽,其中榫舌设置在一对相对的侧边缘中的一个侧边缘上,并且凹槽设置在同一对相对的侧边缘中的另一侧边缘上,或者设置在同一对相对的侧边缘中的相对于榫舌的一侧的相邻侧上。此类耦接机构的设计在本领域中是公知的,并且已经证明非常适用于诸如浮动地板之类的地板覆盖物用镶板。在其他实施方案中,互连耦接部件可以具有互锁特征,其防止互连镶板的任何自由移动(活动)。这种互锁特征可以是设置在相应的相对侧边缘上的凸起和相应的凹部,相邻的镶板通过该凸起和凹部彼此互锁。可以想到,在互锁耦接部件中提供加强件以提高强度并防止其在镶板的安装期间破损。例如,可以用以下材料来加强互补或互锁的耦接部件,上述材料例如(但不限于)玻璃纤维网、加强片材、碳纤维、碳纳米管、陶瓷、玻璃、金属或非金属杆阵列、或在芯层中整体形成的聚合物化合物。还可以想到,在互锁耦接部件的表面添加微米或纳米技术的加强涂层。根据本发明的镶板和/或经由根据本发明的方法获得的镶板适用于优选地以锁定机构为特征的地板、墙壁或顶棚覆盖物。这样,“悬浮”覆盖物可以通过将各个镶板在全部四个边相互连接来进行组装,而不需要粘合剂。
[0049]
可以想到,镶板包括至少一个优选附接至下芯层的底表面的背衬层。背衬层可以为芯层、特别是下芯层提供保护功能,从而为镶板本身提供保护功能。背衬层(例如)可以包括粘合剂层。这可以使得能够胶合安装根据本发明的镶板。还可以想到,背衬层为平衡层,优选地被配置为用于稳定和/或保护镶板的平衡层。平衡层可以(例如)防止镶板呈杯状、翘曲和/或弯曲。也可以将平衡层称为稳定层。还可以想到,至少一个平衡层附接至芯层的顶表面。镶板可以包括附接至芯层的顶表面的第一平衡层以及附接至芯层的底表面的第二平衡层。平衡层可包含木质纤维素和固化树脂。背衬层可以基本上没有腔体。在这种实施方案中,芯层的底表面具有腔体,并且背衬层基本上完全覆盖所述芯层的所述底表面。由此,背衬层可以基本上密封压印腔体。然而,也可以想到,腔体从背衬层延伸到芯层。因此,背衬层的腔体的形状可以遵循或基本上等同于芯层的底表面的腔体的形状。无论哪种方式,由于背衬层可以具有声音阻尼特性,因而背衬层的存在可以进一步有助于镶板的声学性能和/或有助于镶板的安装容易性。此外,背衬层可以形成湿气屏障。背衬层通常由聚合物材料制成,例如(但不限于)聚氨酯。还可以想到,镶板包括任何例举的可能的背衬层的实例的组
合。此外,背衬层还可以是吸声层。此类吸声背衬层可以进一步有助于镶板的良好声学特性。也可以将此类背衬层称为声学层。背衬层可以由乙烯-醋酸乙烯酯共聚物(eva)、辐照交联的聚乙烯(ixpe)、发泡聚丙烯(xpp)和/或发泡聚苯乙烯(xps)的发泡层组成,优选由低密度发泡层组成。然而,也可以想到,背衬层包括非织造纤维,例如麻类或软木等天然纤维;和/或回收/可再循环的材料,例如pet。当应用背衬层时,背衬层的密度优选在65kg/m3和300kg/m3之间、最优选在80kg/m3和150kg/m3之间。
[0050]
在进一步优选的实施方案中,压印腔体可以至少部分地填充有填充材料,例如吸声材料和/或隔音材料。这可以进一步有助于镶板的吸声特性,从而有助于镶板的声学特性。吸声材料可以(例如)为天然材料,如竹纤维、椰子纤维和/或软木。可用于本发明的吸声材料的其他非限制性实例为矿物棉、玻璃纤维、rpet毡、eva、pe泡沫材料、pp泡沫材料和/或聚苯乙烯泡沫材料。在其他可能的实施方案中,腔体可以基本上完全填充有吸声材料。在其他可能的实施方案中,吸声材料可以覆盖镶板的背面的至少一部分,从而形成额外的声音衰减屏障。可以想到,该吸声材料包括不同密度的振动体和/或屏障。可以想象,这种衰减屏障的特征在于能够吸收不同波长的空间变化的密度。该吸声材料能够与存在于镶板的底表面中的腔体形成互锁结构,从而形成与存在于下芯层的底表面中的压印腔体相反的结构。
[0051]
根据本发明的镶板还可以包括至少一个顶层,优选为装饰性顶层。此类装饰性顶层可以(例如)为高压层压材料(hpl)、多个包含木质纤维素的浸渍层、木贴面、包含至少一个装饰性层和任选的保护性顶层的热塑性层、石材贴面等、和/或所述装饰性层的组合。装饰性顶层还可包括至少一层基于纤维素的层和固化树脂,其中基于纤维素的层优选为纸或牛皮纸。所述基于纤维素的材料层也可为粘合至芯层的顶表面的贴面层。贴面层优选选自由木贴面、软木贴面、竹贴面等组成的组。根据本发明可以考虑的其他装饰性顶层包括瓷砖或瓷器、真石贴面、橡胶贴面、装饰性塑料或乙烯树脂、油毡以及可以与耐磨层和可选的涂层层压的装饰性热塑性膜或箔。热塑性塑料的实例可为pp、pet、pvc等。也可以在上芯层的面向顶部的表面上提供任选的底漆,并在直接印刷工艺中印刷所需的视觉效果。可以接受用诸如聚氨酯、pur或三聚氰胺基树脂之类的热固性清漆或漆进一步加工装饰性层。还可以想到,镶板包括由瓷砖组成的顶层。此类瓷砖可(例如)通过粘合剂(例如但不限于聚氨酯)附接至芯层的顶表面。还可以想到,顶层由陶瓷材料和/或石材制成。因此,本发明还涉及一种镶板、特别是地板镶板、墙壁镶板或顶棚镶板,该镶板包括至少一个芯层,所述芯层包括至少一个包含第一复合材料的上芯层和至少一个包含第二复合材料的下芯层,其中下芯层的底表面的至少一部分设置有多个压印腔体,上芯层的维卡软化温度比下芯层的维卡软化温度高至少15摄氏度,并且其中镶板包括至少一个附接至芯层的顶表面的顶层,顶层包括石材和/或陶瓷材料。优选地,顶层为石材砖和/或瓷砖。可供选择地,落入本发明保护范围内的镶板的实施方案是这样的实施方案,其中腔体不是压印腔体而是通过材料除去而形成的腔体。还可以想到,腔体是热成形腔体。另一种可选方案为,下芯层没有压印腔体。可供选择地,第一复合材料的维卡软化温度与第二复合材料的维卡软化温度相差至少15摄氏度。
[0052]
本发明还涉及一种用于制造镶板的方法,该镶板特别是地板镶板、墙壁镶板或顶棚镶板,优选为根据本发明的任一个实施方案所述的镶板,该方法包括以下步骤:提供第一复合材料,优选基本上可延展的第一复合材料;提供第二复合材料,其中第一复合材料的维卡软化温度比第二复合材料的维卡软化温度高至少15℃,优选基本上可延展的第二复合材
料;形成芯层,芯层包括包含所述第一复合材料的上芯层和包含所述第二复合材料的下芯层,其中所述芯层包括顶表面和底表面;在芯层、特别是下芯层的底表面的至少一部分中压印多个腔体;以及使芯层硬化和/或固化。
[0053]
该方法步骤可为接续的步骤。还可以想到,基本上同时进行一部分方法步骤。第一和/或第二复合材料可为用于根据本发明的相应镶板的任何所述材料。第二复合材料的维卡软化温度在50摄氏度至90摄氏度的范围内。第二复合材料的转变温度可以比第一复合材料的转变温度低至少10摄氏度。可以(例如)经由挤出进行一个或多个芯层的形成。可以想到,经由旋转刻印和/或旋转(模切)切割获得至少一部分腔体。还可以想到,通过引导芯层或至少下芯层经过至少两个辊进行提供腔体的步骤,其中至少一个辊设置有被配置为在芯层、特别是下芯层的底表面的至少一部分中提供多个腔体的表面结构。可供选择地,可以想到,通过诸如钻孔、冲孔等的机械方式提供多个腔体。可以想到,可以通过使下芯层的至少一部分经受(旋转)刻印工艺提供多个腔体。这可以基本上直接在上芯层和底部芯层挤出之后进行,或者在将下芯层直接层压在(挤出的)上芯层的底表面上之后进行。腔体的形状和/或尺寸可为根据本发明的镶板所例举的任一种腔体。该方法还可以包括提供至少一个背衬层并将其附接至芯层的底表面、和/或提供至少一个顶层并将其附接至芯层的顶表面的步骤。该方法还可以包括加工具有互补耦接部件的镶板的至少两个边缘的步骤。
[0054]
现在将参考以下非限制性条款更详细地阐述本发明。
[0055]
1.一种镶板,例如地板镶板、墙壁镶板或顶棚镶板,特别是装饰性镶板,包括:
[0056]-至少一个芯层,所述芯层包括:
[0057]
○
至少一个包含第一复合材料的上芯层;以及
[0058]
○
至少一个包含第二复合材料的下芯层;
[0059]
优选地,其中,下芯层的底表面的至少一部分设置有多个压印腔体,和/或
[0060]
其中上芯层的维卡软化温度比下芯层的维卡软化温度高至少15摄氏度。
[0061]
2.根据条款1所述的镶板,其中下芯层的维卡软化温度在50摄氏度至90摄氏度的范围内。
[0062]
3.根据前述条款中任一项所述的镶板,其中下芯层的弹性模量为上芯层的弹性模量的至多50%。
[0063]
4.根据前述条款中任一项所述的镶板,其中上芯层的弹性模量为至少3500mpa。
[0064]
5.根据前述条款中任一项所述的镶板,其中上芯层的邵氏d硬度在85至95的范围内。
[0065]
6.根据前述条款中任一项所述的镶板,其中下芯层的邵氏d硬度在55至65的范围内。
[0066]
7.根据前述条款中任一项所述的镶板,其中第一复合材料所含的矿物材料为至少40重量%,优选至少50重量%,更优选至少60重量%。
[0067]
8.根据前述条款中任一项所述的镶板,其中第二复合材料所含的矿物材料为至多60重量%,优选至多50重量%,更优选至多30重量%。
[0068]
9.根据前述条款中任一项所述的镶板,其中第一复合材料和/或第二复合材料包含选自由以下组成的组中的至少一种矿物材料:氧化镁、氯化镁、含氧硫酸镁、碳酸钙、白垩、粘土、硅酸钙和/或滑石。
[0069]
10.根据前述条款中任一项所述的镶板,其中第一复合材料和/或第二复合材料包含选自由以下组成的组中的至少一种热塑性材料:聚氯乙烯、聚苯乙烯、聚乙烯、聚氨酯、丙烯腈丁二烯苯乙烯共聚物、聚丙烯、酚醛树脂、三聚氰胺甲醛树脂或它们的组合。
[0070]
11.根据前述条款中任一项所述的镶板,其中芯层包含至少一种粘合剂,并且优选地,其中矿物材料相对于所述粘合剂的重量百分率之比为至少1。
[0071]
12.根据前述条款中任一项所述的镶板,其中下芯层的转变温度比上芯层的转变温度低至少10摄氏度。
[0072]
13.根据前述条款中任一项所述的镶板,其中经由共挤出形成上芯层和下芯层。
[0073]
14.根据前述条款中任一项所述的镶板,其中在挤出工艺期间形成腔体,或者在挤出工艺之后基本上立即形成腔体,或者通过热压形成腔体,或者通过固化工艺形成腔体。
[0074]
15.根据前述条款中任一项所述的镶板,其中多个压印腔体限定了重复的腔体图案。
[0075]
16.根据前述条款中任一项所述的镶板,其中多个腔体的形状、特别是截面形状选自由多边形、曲线形和/或它们的组合组成的组。
[0076]
17.根据前述条款中任一项所述的镶板,其中一些腔体基本上为包括选自由以下组成的组中的棱柱基部的棱柱形:曲线棱柱基部、圆形棱柱基部、n边形棱柱基部,其中n≥3。
[0077]
18.根据前述条款中任一项所述的镶板,其中至少多个腔体的深度位于芯层的最大厚度的10%和30%之间。
[0078]
19.根据前述条款中任一项所述的镶板,其中芯层包括至少一对相对的边缘,所述一对相对的侧边缘包括被配置为用于相邻镶板的相互耦接的互补耦接部件。
[0079]
20.根据前述条款中任一项所述的镶板,包括至少一个背衬层,其中优选形成声音衰减屏障的背衬层覆盖下芯层的底表面的至少一部分。
[0080]
21.根据前述条款中任一项所述的镶板,其中下芯层的密度低于上芯层的密度。
[0081]
22.根据前述条款中任一项所述的镶板,其中下芯层是至少部分发泡的。
[0082]
23.根据前述条款中任一项所述的镶板,包括通过直接或间接这两者中的一者固定至芯层的至少一个顶层,优选为装饰性顶层。
[0083]
24.一种用于制造镶板的方法,该镶板特别是地板镶板、墙壁镶板或顶棚镶板,优选为根据前述条款中任一项所述的镶板,该方法包括以下步骤:
[0084]-提供第一复合材料(优选基本上可延展的第一复合材料);
[0085]-提供第二复合材料,优选其中第一复合材料的维卡软化温度比第二复合材料的维卡软化温度高至少15摄氏度(优选基本上可延展的第二复合材料);
[0086]-形成芯层,芯层包括包含所述第一复合材料的上芯层和包含所述第二复合材料的下芯层,其中所述芯层包括顶表面和底表面,
[0087]-优选在芯层(特别是下芯层)底表面的至少一部分中压印多个腔体,以及;
[0088]-使芯层硬化和/或固化。
[0089]
25.根据条款24所述的方法,其中经由共挤出形成芯层。
[0090]
26.根据条款24或25所述的方法,其中经由刻印、旋转刻印和/或旋转(模切)切割获得至少一部分腔体。
[0091]
27.根据条款24至26中任一项所述的方法,其中通过引导芯层经过至少两个辊进行芯层的压印,其中至少一个辊设置有被配置为在芯层的底表面的至少一部分中提供多个腔体的表面结构。
[0092]
28.根据条款24至27中任一项所述的方法,其中第二复合材料的维卡软化温度在50摄氏度至90摄氏度的范围内。
[0093]
29.根据条款24至28中任一项所述的方法,其中第二复合材料的转变温度比第一复合材料的转变温度低至少10摄氏度。
附图说明
[0094]
现在将参考以下非限制性附图更详细地阐述本发明。在本文中示出:
[0095]
图1a至图1e各自为根据本发明的镶板的可能实施方案的截面;
[0096]
图2a至图2d各自为根据本发明的镶板的可能实施方案的底视图;
[0097]
图3a为根据本发明的镶板的另一可能实施方案的底视图;
[0098]
图3b为可应用于制造根据本发明的镶板的辊;
[0099]
图3c至图3h为根据本发明的镶板的各种可能实施方案的底视图;
[0100]
以及
[0101]
图4a至图4i为根据本发明的腔体的各种可能实施方案的截面图。
[0102]
在这些图中,类似的附图标记对应于类似或等同的部件和/或技术特征。
具体实施方式
[0103]
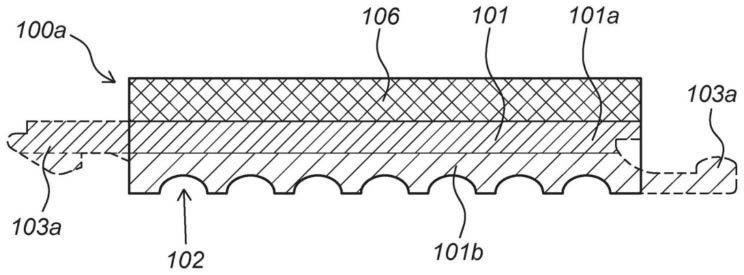
图1a至图1e示出根据本发明的镶板100的可能实施方案的示意图。该图示出镶板100的侧视图的示意图。各镶板100a、100b、100c、100d、100e可以(例如)为地板镶板100、墙壁镶板100或顶棚镶板100。各镶板包括芯层101,该芯层101包括上芯层101a和下芯层101b。上芯层101a包含第一复合材料,而下芯层101b包含第二复合材料。上芯层101a的维卡软化温度不同于下芯层101b的维卡软化温度。各镶板100a、100b、100c、100d、100e的芯层101、特别是下芯层101b的底表面的一部分设置有多个压印腔体102,这些压印腔体102朝向芯层101的顶表面延伸。图1a示出了镶板100可以可选地具有互连耦接部件103a、103b。互连耦接部件103a、103b可以应用于本发明所覆盖的任何实施方案。
[0104]
图1a示出包括设置为彼此相距预定距离的多个腔体102的镶板100a。镶板100a还包括顶层106。在所示的实施方案中,顶层106为附接至芯层101的顶表面的陶瓷镶板106。耦接部件103a、103b延伸穿过上芯层101a和下芯层101b这两者。图1b示出镶板100b,其中每个腔体102的腔体102深度都不相同。腔体102的截面基本上为梯形。可选地,镶板100b可以包括装饰性顶层。图1c示出一个实施方案,其中腔体102具有半圆形截面。腔体102填充有吸声材料107。镶板100c还包括附接至下芯层101b的底表面的背衬层108。图1d示出腔体102的高度或深度h高于下芯层101b的厚度。因此,腔体102延伸至上芯层101a。图1e示出镶板100e的侧视图,其中可以观察到,腔体102在镶板100e的基本上整个长度上延伸,但是腔体102在距镶板100e的外端的预定距离处开始和结束。镶板100e还包括背衬层108、特别是平衡层108。腔体102没有填充材料,例如吸声材料。
[0105]
图2a至图2d示出根据本发明的镶板200的可能实施方案的示意图。该图示出镶板
200的底视图。各镶板200a、200b、200c、200d可(例如)为地板镶板200、墙壁镶板200或顶棚镶板200。各镶板200包括芯层201,该芯层201包括上芯层和下芯层。该图示出下芯层的底表面。各镶板200a、200b、200c、200d的芯层201的底表面的一部分设置有朝向芯层201的顶表面延伸的(压印)腔体202。在所示的实施方案中,镶板200a、200b、200c、200d未设置有(互锁)耦接装置。然而,可以想到,应用所述耦接装置。
[0106]
图2a示出包括多个基本上平行的腔体202的镶板200a。各腔体202设置在距镶板200a的外围边缘的预定距离处。还可以观察到,各腔体202在镶板200a的纵向方向上延伸。图2b示出镶板200b,其中腔体202形成互连腔体202的网络。实验发现,这种实施方案可以加强镶板200b的声音阻尼效应。图2c示出具有多个基本上在镶板200c的纵向方向上延伸的单独腔体202的镶板200c。腔体202被局部加宽。至少局部加宽的区域可以(例如)填充有吸声材料。图2d示出具有一系列基本上v形的腔体202的镶板200d。腔体202设置在彼此相距的预定距离处,并且不干涉相邻腔体202。
[0107]
图3a示出根据本发明的镶板300的可能实施方案的示意图。该图示出镶板300的底视图。该镶板包括芯层301,该芯层301包括上芯层和下芯层。该图示出下芯层的底表面。芯层301的底表面的一部分设置有多个腔体302。腔体302向芯层301的顶表面延伸。腔体302是整体成形的腔体302。在所示的实施方案中,腔体302限定了单元格图案,特别是多边形单元格图案。该图示出腔体302经由分隔件303分离,其中,腔体302之间的至少一部分分隔件303的厚度小于腔体302的长度和/或宽度。在所示的实施方案中,腔体302热成形到芯层301的底表面。
[0108]
图3b示出可以应用于制造根据本发明的镶板300(特别是如图3a所示的镶板)的辊330。可以通过对芯层的底表面的至少一部分进行(旋转)压印工艺,从而提供多个腔体。当应用这种技术时,可以在芯层的共挤出之后基本上直接进行这种技术。例如,可以想到,使芯层经过至少两个辊330,其中至少一个辊设置有被配置为在芯层的底表面的至少一部分提供多个腔体的表面结构331。
[0109]
图3c至图3h示出根据本发明的镶板的各种其他可能的实施方案的底视图。这些图与图3a一致,并且示出根据本发明的镶板的一部分的底视图。对于各实施方案,这些图示出多个压印腔体302,特别是重复的图案。腔体302经由分隔件303分隔开,其中,腔体302之间的至少一部分分隔件303的厚度小于腔体302的长度和/或宽度。
[0110]
图4a至图4i示出根据本发明的压印腔体402的各种可能的实施方案的截面图。可以看出,腔体402具有相当清晰的边界,因此腔体402也可以起到衰减室的作用。
[0111]
显然,本发明不限于本文示出和描述的工作实例,而是可以在所附权利要求的范围内有许多变型,这对于本领域技术人员而言将显而易见。
[0112]
通过几个说明性实施例方案说明上述发明构思。可以想到,可以应用单独的发明构思,而在这样做时,不应用所描述的实例的其他细节。没有必要详细阐述上述发明构思的全部可想到的组合的实例,因为本领域技术人员将理解,可以(重新)组合许多发明构思以实现特定应用。
[0113]
应当将在本专利公开中使用的动词“包括”及其词形变化理解为不仅表示“包括”,而且还理解为表示短语“包含”、“基本上由
……
组成”、“由
……
形成”以及它们的词形变化。当提到加强层时,也可以表示加强元件,反之亦然。在本发明的范围内,当使用术语“压印腔
体”时,也可以应用术语“腔体”,反之亦然。上芯层和下芯层可为一体化芯层。也可以将上芯层称为芯层,并且将下芯层称为底层。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1