一种浇筑料浆温度控制系统的制作方法
1.本技术涉及加气砖绿色生产用设备的技术领域,尤其是涉及一种浇筑料浆温度控制系统。
背景技术:
2.加气砖是一种通过高温蒸压设备工艺生产的加气混凝土砌块,其具有重量轻、保温性能良好和加工性能好等优点,现已广泛应用于多种建筑的建造,是我国大力推广的一种新型建筑材料。
3.加气砖的制造工艺大致分为混料、浇筑、静停、切割和蒸养。其中蒸养是通过高温蒸汽对初凝后具有一定强度的混凝土进行加热,使得混凝土在高温下发生较剧烈的水化反应以提升强度。然而,在蒸养结束后打开蒸压釜的时候,蒸压釜内大量的高温水蒸气从釜内逸出,造成余热的浪费。
4.目前比较好的解决方法是将余热收集后用以预热锅炉给水,如中国实用新型公开号cn209131467u公开的一种蒸压釜余热利用系统,该实用新型公开了一种蒸压釜余热利用的设备,该设备可用于给锅炉给水进行预热,从而实现了蒸压釜废热利用的效果。
5.在加气砖的生产过程中,发明人发现在进行浇筑搅拌的时候,若料浆具有一定的初始温度,能够提高料浆初凝的速度,从而提高加气砖的生产效率。然而若初始温度过高,则料浆容易过快成型,导致静停时料浆内部的气泡难以扩散,使得成型的加气砖密度增大、强度降低;而初始温度过低则会导致初凝速度减慢,从而延长静停时间。
6.针对上述相关技术,发明人认为蒸压釜内的废热温度较低,可利用蒸压釜内的废热对浇筑料浆进行加热,使浇筑料浆具有合适的初始温度,然而目前并没有相关的设备能够实现该功能。
技术实现要素:
7.为了实现蒸压釜废热回收利用并控制浇筑料浆的初始温度,本技术提供一种浇筑料浆温度控制系统。
8.本技术提供的一种浇筑料浆温度控制系统采用如下的技术方案:
9.一种浇筑料浆温度控制系统,包括浇筑搅拌机和蒸压釜,所述浇筑搅拌机和所述蒸压釜之间连接有换热装置;所述浇筑搅拌机包括导热桶和搅拌桶,所述导热桶连接于所述搅拌桶外,所述导热桶和所述搅拌桶之间设置有导热腔,所述导热腔内填充有导热液体,所述导热腔内设置有温度传感器;所述蒸压釜设置有泄压阀;所述换热装置包括换热水流板和用于给所述换热水流板供热的排气组件,所述换热水流板与所述导热桶连通,所述排气组件与所述泄压阀连接。
10.通过采用上述技术方案,泄压阀开启时,蒸压釜内的高温蒸汽在压差的作用下通过泄压阀进入排气组件中,排气组件对换热水流板进行加热。由于换热水流板与导热桶连通,换热水流板和导热桶之间有导热液体流通,因此排气组件通过加热换热水流板对导热
液体进行加热,升温后的导热液体对搅拌桶内的料浆进行加热,从而实现对蒸压釜废热的利用。特别的一点是,导热液体由温度传感器进行温度测量,以便于生产人员控制导热液体的温度,当温度过高时即关闭泄压阀以停止高温蒸汽对导热液体的加热,当温度过低时即打开泄压阀利用高温蒸汽加热导热液体,从而实现对浇筑料浆初始温度的控制。
11.可选的,所述蒸压釜设置有多个,所述排气组件包括若干第一排气管、集气管和第二排气管,所述第一排气管的数量与所述蒸压釜的数量相同且一一对应,所述第一排气管一端与对应所述蒸压釜的其中一个所述泄压阀连通,另一端与所述集气管连通,所述第二排气管一端与所述集气管连通,另一端朝向所述换热水流板。
12.通过采用上述技术方案,多个蒸压釜内的高温蒸汽经过第一排气管的收集后聚集于集气管内,然后通过第二排气管喷至换热水流板,高温蒸汽在换热水流板表面发生冷凝并释放大量热量,从而实现对换热水流板的加热。此外,多个蒸压釜内的高温蒸汽可通过控制泄压阀开启的数量来调控传输的总热量,根据热量的传递公式不难得知,当总热量减小而传热系数和传热速率不变时,温度变化速率将下降,因此可通过控制泄压阀开启的数量来调节换热水流板的升温速率。综上,采用上述技术方案,不仅能将多个蒸压釜产生的废热再次利用,同时还能对换热水流板的升温速率进行调控,从而实现对浇筑料浆温度的控制。
13.可选的,所述排气组件还包括保温管,所述第一排气管和/或所述第二排气管设置于所述保温管内。
14.通过采用上述技术方案,设置保温管可对第一排气管和第二排气管进行保温,从而降低高温蒸汽在第一排气管和第二排气管内的冷凝过程,提高废热的利用率。
15.可选的,所述第二排气管连通有用于排出在所述第二排气管内冷凝形成的冷凝水的冷凝水管。
16.若高温蒸汽在第二排气管发生冷凝,则第二排气管容易产生冷凝水蓄积的现象,进而导致第二排气管堵塞、气压上升,第一排气管和第二排气管的压差降低,最终导致高温蒸汽无法正产进行泄压。而通过采用上述技术方案,设置冷凝水管能将第二排气管内的冷凝水排出,从而有效降低第二排气管气压上升的风险。
17.可选的,所述换热水流板与所述导热桶之间连通有换热管,所述换热管包括流出段,所述流出段与所述导热桶连通,所述流出段连通有水泵,所述水泵的输入端与所述换热水流板连通,所述水泵的输出端与所述流出段连通。
18.通过采用上述技术方案,可进一步通过水泵控制换热管内导热液体的流动,即当换热水流板的温度较高时,生产人员停止水泵的工作,使得导热液体无法正产流动至导热桶内,从而实现停止对浇筑料浆加热的过程,进而实现对浇筑料浆温度的控制。
19.可选的,所述换热管还包括流入段和用于启闭所述流入段的水阀。
20.通过采用上述技术方案,设置水阀同样能对导热液体的流动进行控制,使得生产人员能根据浇筑料浆的温度对导热液体与浇筑料浆之间的热对流进行调控,从而实现对浇筑料浆温度的控制。
21.可选的,所述换热装置包括机壳,所述换热水流板固定连接于所述机壳内,所述第二排气管穿设并承载于所述机壳的侧壁,所述机壳的壳底连通有排水管。
22.通过采用上述技术方案,在换热水流板表面冷凝后滴落的冷凝水能通过机壳壳底的排水管排出机壳,从而避免了机壳内冷凝水的蓄积。此外,冷凝水可有多种用途,例如,冷
凝水可用于对过热的换热水流板进行降温。
23.可选的,所述机壳的壳底呈圆弧过渡设置。
24.通过采用上述技术方案,呈圆弧过渡设置的机壳能便于冷凝水从排水管排出机壳。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.将蒸压釜内的高温蒸汽通过泄压阀输送至换热水流板处,利用换热水流板对浇筑搅拌机内的浇筑料浆进行加热,不仅实现了废热利用,同时还能利用泄压阀有效控制浇筑料浆的温度;
27.2.多个蒸养釜的高温蒸汽经过集气管聚集后统一输送至换热水流板处对换热水流板进行加热,不仅能将多个蒸压釜产生的废热再次利用,同时还能对换热水流板的升温速率进行调控,从而实现对浇筑料浆温度的控制;
28.3.冷凝水管的设置能将第二排气管内的冷凝水排出,从而有效降低第二排气管气压上升的风险。
附图说明
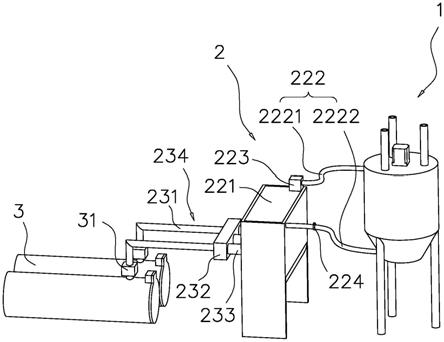
29.图1是本技术实施例一种浇筑料浆温度控制系统的结构示意图。
30.图2是本技术实施例中浇筑搅拌机的局部剖视图。
31.图3是本技术实施例中浇筑搅拌机的剖面图。
32.图4是本技术实施例中换热装置的局部剖视图。
33.图5是本技术实施例中第二排气管、保温管和机壳的连接结构示意图。
34.附图标记说明:1、浇筑搅拌机;11、支撑脚;12、搅拌机机体;121、导热桶;122、搅拌桶;123、导热腔;13、搅拌桨;14、驱动电机;15、料浆进料管;16、水泥石灰粉进料管;17、铝粉进料管;2、换热装置;21、机壳;211、排水管;22、换热组件;221、换热水流板;222、换热管;2221、流出段;2222、流入段;223、水泵;224、水阀;23、排气组件;231、第一排气管;232、集气管;233、第二排气管;234、保温管;235、冷凝水管;236、支撑连杆;3、蒸压釜;31、泄压阀。
具体实施方式
35.以下结合附图1
‑
5对本技术作进一步详细说明。
36.本技术实施例公开一种浇筑料浆温度控制系统。参照图1,一种浇筑料浆温度控制系统包括浇筑搅拌机1、换热装置2和蒸压釜3,换热装置2连接于浇筑搅拌机1和蒸压釜3之间。在加气砖的实际生产过程中需要使用多个蒸压釜3,而为了便于本领域技术人员理解本技术的技术方案,在本实施例中,蒸压釜3设置有两个。
37.参照图2,浇筑搅拌机1包括三个支撑脚11和搅拌机机体12,三个支撑脚11固定连接于搅拌机机体12底部使得支撑脚11能将搅拌机机体12进行支撑。搅拌机机体12包括导热桶121和搅拌桶122,导热桶121固定连接于搅拌桶122外侧壁,导热桶121的顶部与搅拌桶122的顶部齐平,导热桶121的底部与搅拌桶122的底部齐平。
38.参照图1和图2,导热桶121与搅拌桶122围成封闭的导热腔123,导热腔123与换热装置2连接。进一步的,导热腔123内固定连接有温度感受器,导热腔123内填充有导热液体,导热液体充满导热腔123。具体的,在本实施例中,导热液体为普通自来水。
39.参照图2和图3,搅拌桶122内转动承载有搅拌桨13,搅拌桨13呈竖直设置,搅拌桨13穿设搅拌桶122的顶部且穿出搅拌桶122,搅拌桶122的顶部固定连接有驱动电机14,驱动电机14的输出端与搅拌桨13穿出搅拌桶122的一端固定连接,使得驱动电机14可驱动搅拌桨13进行转动。搅拌桶122的顶部连通有三个进料管,根据加气砖的原料,三个进料管分别为料浆进料管15、水泥石灰粉进料管16和铝粉进料管17。
40.参照图1和图4,换热装置2包括机壳21、换热组件22和排气组件23,换热组件22设置于机壳21内,排气组件23与机壳21连接。具体的,换热组件22包括换热水流板221和换热管222,换热水流板221固定连接于机壳21内侧壁,换热水流板221呈水平设置,换热水流板221应呈扁平状设置以增加换热面积。换热水流板221顶面固定连接有水泵223,水泵223的输入端与换热水流板221连通,输出端与换热管222连通。
41.参照图1和图2,换热管222包括流出段2221和流入段2222,流出段2221的一端与水泵223的输出端连通,另一端与导热桶121外侧壁连通;流入段2222的一端与换热水流板221连通,另一端与导热桶121外侧壁连通,流入段2222设置有用于启闭流入段2222流道的水阀224。进一步的,流入段2222靠近导热桶121的底部设置,流出段2221靠近导热桶121的顶部设置,流出段2221位于流入段2222上方,使得导热桶121内的导热液体能自发地由流出段2221的管口流向流入段2222的管口。
42.参照图1和图4,排气组件23包括第一排气管231、集气管232、第二排气管233和保温管234,第一排气管231一端与蒸压釜3连接,另一端与集气管232连接,因此第一排气管231的数量应与蒸压釜3的数量相适配,在本实施例中,第一排气管231设置有两条,第一排气管231与蒸压釜3一一对应。
43.参照图1和图4,两条第一排气管231远离对应蒸压釜3的一端均与同一集气管232连通,集气管232一侧与第一排气管231连通,另一侧与第二排气管233连通。第二排气管233穿设于机壳21,第二排气管233远离集气管232的一端穿入机壳21内并朝向换热水流板221。
44.参照图4,进一步的,由于换热水流板221呈呈扁平状设置,为了使换热水流板221受热均匀,在本实施例中,第二排气管233设置有三条,三条第二排气管233沿换热水流板221的长度方向分布设置。再进一步的,第二排气管233连通有冷凝水管235,以便于蓄积于第二排气管233内的冷凝水能排出第二排气管233。
45.参照图4和图5,保温管234可套设于第一排气管231外,亦可套设于第二排气管233外,在本实施例中,保温管234同时套设于第一排气管231和第二排气管233外,套设于第一排气管231外的保温管234与第一排气管231同轴固定连接,设于第二排气管233外的保温管234与第二排气管233同轴固定连接。为了实现第一排气管231和第二排气管233的外壁保温,保温管234与第一排气管231和第二排气管233之间可填充保温材料,同样保温管234与第一排气管231和第二排气管233之间亦可呈真空设置。在本实施例中,保温管234与第一排气管231和第二排气管233之间呈真空设置。保温管234与第一排气管231、第二排气管233之间固定连接有多个支撑连杆236,使得第一排气管231和第二排气管233可通过支撑连杆236固定连接于保温管234内。同时,冷凝水管235由第二排气管233穿出保温管234,冷凝水管235的管壁与保温管234的管壁无缝固定连接,以保证保温管234内的真空度。
46.参照图4和图5,机壳21的底部呈圆弧过渡设置,机壳21的底部连通有排水管211,高温蒸汽冷凝形成的冷凝水可通过排水管211排出机壳21。
47.参照图1,蒸压釜3的顶部设置有若干泄压阀31,第一排气管231与对应蒸压釜3的其中一个泄压阀31连通,其余泄压阀31排空,以便于在不需要进行加热的时候仍能对蒸压釜3内的高压进行泄压处理。
48.本技术实施例一种浇筑料浆温度控制系统的实施原理为:当蒸压釜3内进行泄压时,高温蒸汽由开启的泄压阀31流入第一排气管231内,然后多个蒸压釜3内的高温蒸汽在压差的作用下通过对应的第一排气管231聚集于集气管232内,最后通过三条第二排气管233喷向换热水流板221,高温蒸汽在换热水流板221表面冷凝成冷凝水并释放大量热量对换热水流板221进行加热。此时可启动水泵223并打开水阀224,使得导热液体在换热水流板221与换热管222内进行循环流动进行换热,从而提高导热液体的温度,进而提高搅拌桶122内料浆的温度。
49.当温度传感器显示料浆的温度过低时,可打开多个蒸压釜3的泄压阀31以增加喷向换热水流板221的高温蒸汽的量,从而迅速提高料浆的温度。
50.当温度传感器显示料浆的温度过高时,可通过调节蒸压釜3的数量,或停止水泵223的工作,或关闭水阀224阀门的方式停止导热液体对料浆的持续加热,从而实现对浇筑料浆的温度控制。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1