一种成孔模件的骨架的制作方法
1.本实用新型涉及技术领域,更具体地说,涉及一种成孔模件的骨架。
背景技术:
2.装配式建筑是指将工厂预制的建筑用构件在建筑施工现场,通过可靠的连接方式在现场装配安装而成的建筑。其中,建筑用预制构件包括预制楼板、预制梁、预制墙、预制柱、预制楼梯等,建筑用构件的材质可以是混凝土结构、钢结构、现代木结构等。
3.其中,板状结构的预制构件作为装配式建筑的重要组成部分之一。在装配过程中,需要利用预制构件上贯穿厚度方向的预留孔与螺杆配合以将预制构件固定在支架上,从而完成现场的浇筑施工。因此,预制构件在生产过程中,需要按照设计要求在预设位置留有预留孔。
4.在现有技术中,在预制构件加工预留孔的方法通常包括两种。
5.一种方法是在设计位置处设置套管埋件,该套筒埋件一般为铁管、塑料管、pvc套管,当墙板完成脱模后即形成预留孔;之后将固定套筒埋用的螺杆拆除后才可完成预制构件的起吊和脱模。预制构件脱模后,套筒埋件可以留在预制构件中;当套筒埋件为塑料管或pvc套管时,也可通过敲碎套管埋件的方式将其取出。
6.另一种方法是将成孔模件的顶部固定在横梁上,并在混凝土初凝后将成孔模件拆下,从而防止成孔模件与混凝土联结。该方法的具体步骤是,根据预留孔的纵向位置安装固定横梁,根据预留孔的大小选择合适的套筒和固定板(或套筒、丝扣和固定板),根据预留孔的横向位置将安装有套筒的固定板安装至横梁上合适的位置并固定,之后对各部件做细微调整使得套筒紧密贴合于底模。然后浇筑混凝土并振捣密实、养护,即可形成具有预留孔的混凝土板块,正例如申请号为2017109686373的中国专利文件公开的一种可拆卸模具组件及其施工方法。
7.然而,上述的两种方法,无论是将作为成孔模件的套筒埋件留在预制构件中,或是在混凝土初凝时就将成孔模件取出,均涉及到成孔模件的拆模过程,使得预制构件的加工过程较为麻烦,大幅度地依赖于工人的施工经验,且生产效率较低。
技术实现要素:
8.本实用新型的目的在于克服现有技术中带有预留孔的预制构件加工过程麻烦、施工效率低的不足,提供了一种成孔模件的骨架,从而允许带有该骨架的成孔模件在预制构件从成型模具起吊时能够与预制构件完成脱模,以提高预制构件的加工效率。
9.为达到上述目的,本实用新型提供的技术方案为:
10.本实用新型的一种成孔模件的骨架,所述骨架的底部设置有连接部,所述连接部用于实现成孔模件与底模的连接;所述骨架的外侧壁上设置有至少一个凸棱,所述凸棱沿着所述骨架的轴向设置;所述凸棱用于在成孔模件的加强线与所述骨架的外侧壁之间形成注胶间隙。
11.进一步地,所述凸棱设置为3~5个,3~5个所述凸棱均匀分布在所述骨架的周向上。
12.进一步地,所述凸棱呈螺旋状地设置在骨架的周向上。
13.进一步地,所述凸棱上设置有若干个凸齿,若干个所述凸齿沿着所述骨架的轴向排布,相邻的凸齿之间形成为用于限制所述加强线沿骨架轴向移动的线槽。
14.进一步地,所述线槽的深度小于所述凸棱的高度。
15.进一步地,所述凸齿具有弧形结构,或者,所述凸齿的外侧面为曲面结构。
16.本实用新型的一种成孔模件的骨架,所述骨架的底部设置有连接部,所述连接部用于实现成孔模件与底模的连接;所述骨架的外侧壁上设置有至少一个凹槽,所述凹槽沿着所述骨架的轴向开设;所述骨架的外侧壁绕扎有加强线时,所述凹槽用于在加强线与所述骨架的外侧壁之间形成注胶间隙。
17.进一步地,所述凹槽呈螺旋状地开设在骨架的周向上。
18.进一步地,所述骨架的外侧壁上开设有用于限制所述加强线沿骨架轴向移动的线槽;和/ 或,所述骨架的外侧壁上设置有若干个用于限制所述加强线沿骨架轴向移动的凸起。
19.进一步地,所述连接部的上端至少部分插设在所述骨架中。
20.本实用新型的方案与现有技术相比,具有如下有益效果:
21.本实用新型的骨架,外侧壁上设置有至少一个凸棱,凸棱沿着骨架的轴向设置或者螺旋状地沿着骨架的周向设置,当加强线至少部分绕扎在骨架上凸棱所在的位置处时,加强线至少部分与骨架的外侧壁脱离接触,从而在加强线和骨架的外侧壁之间形成为注胶间隙,能够提高加强线与柔性层的接触面积,进而提高骨架与柔性层之间的连接强度。
22.本实用新型的骨架,外侧壁上设置有至少一个凹槽,凹槽沿着骨架的轴向设置或者螺旋状地沿着骨架的周向设置,当加强线绕扎在骨架上时,加强线至少部分与骨架的外侧壁脱离接触,从而在加强线和骨架的外侧壁之间形成为注胶间隙,能够提高加强线与柔性层的接触面积,进而提高骨架与柔性层之间的连接强度。
附图说明
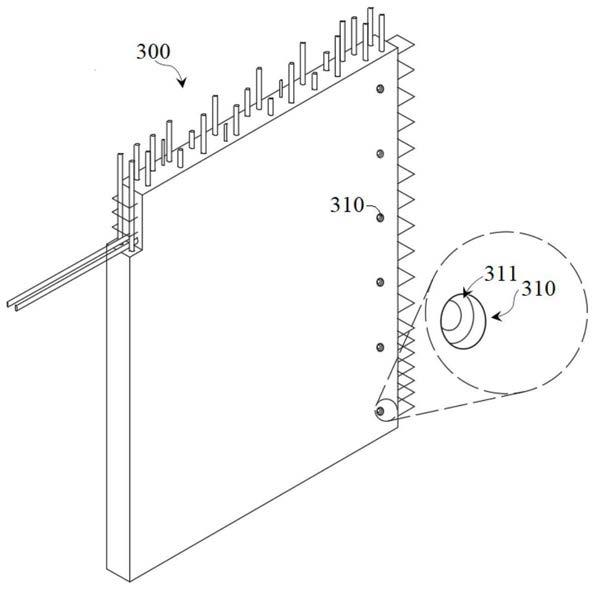
23.图1为预制构件的结构示意图;
24.图2为预留孔的结构示意图;
25.图3为预制构件成型模具的结构示意图;
26.图4为成孔模件的结构示意图;
27.图5为加强线与骨架的凸棱配合方式示意图;
28.图6为凸棱的实施方式示意图;
29.图7为凸棱的数量实施方式示意图;
30.图8为骨架的凹槽实施方式示意图。
具体实施方式
31.为进一步了解本实用新型的内容,结合附图和实施例对本实用新型作详细描述。
32.本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,
以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等用语,亦仅为便于叙述的明了,而非用以限定可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
33.现有技术中,装配式建筑由若干个预制构件在施工现场进行拼接和浇筑后形成。为完成对两个或多个预制构件的拼接和浇筑,参照图1,预制构件300通常在靠近其边沿的位置处设置有若干个预留孔310。参照图2,该预留孔310一般贯穿预制构件300的厚度方向设置,且该预留孔310用于与螺杆配合,以将预制构件300与支架固定,之后再将固设在预设位置处的两个或多个预制构件现浇固定。
34.图3示出了用于制造预制构件300的成型模具100,该成型模具100由底模110,以及可拆卸连接在底模110上的多个边模120围成。为在预制构件300上形成若干个预留孔310,在本实施方式中,可以在底模110的设计位置处设置成孔模件200。预制构件300的加工过程中,在成型模具100内浇筑混凝土并经过振捣密实和养护等工序后,将成型的预制构件300 脱模并吊起时,成孔模件200与预制构件300完成脱模并保留在底模110上,预制构件300 在成孔模件200对应的位置处形成有预留孔310。
35.在本实施方式中,为在预制构件300吊起时,完成成孔模件200与预制构件300的脱模,参照图4,成孔模件200具体可包括骨架210,以及包覆于骨架210设置的柔性层220;骨架 210的底端可设置有连接部230,该连接部230用于将成孔模件200连接在底模110上。其中,骨架210可以是钢制骨架、铝合金骨架、钛合金骨架等,也可由具有较强韧性的材料制成,例如塑包钢骨架、玻璃钢骨架等;柔性层220可以是胶体材料制成,特别是硅胶材料,或是橡胶材料,且柔性层220可以通过注胶的方式形成并包裹在骨架210上。
36.在成孔模件200与预制构件300脱模的过程中,成孔模件200的柔性层220会受到较强的轴向拉力,因而为提高柔性层220与骨架210之间的结合力,即为提高柔性层220与骨架210之间连接强度,在本实施方式中,骨架210上可以绕扎有加强线240。一方面,加强线 240绕扎在骨架210上,因而与骨架210之间紧密连接;另一方面,柔性层220能够包覆加强线240设置,从而提高柔性层220与加强线240之间的结合强度。
37.加强线240的材质可以采用为棉线、毛线、麻线等,也可采用具有较高强度、韧性的有机聚合物丝线,例如尼龙线、pe线、大力马线等。
38.因此,本实施方式的加强线240能够显著提高柔性层220与骨架210之间连接强度,从而防止成孔模件200与预制构件300脱模的过程中,柔性层220与骨架210发生脱离而造成成孔模件200的损坏。
39.本实施方式通过在骨架210上绕扎加强线240的方式提高柔性层220与骨架210之间连接强度,其本质在于提高加强线240与柔性层220的接触面积。因此,参照图5,作为本实施方式的进一步优化,可以在骨架210上沿其轴向设置凸棱211,当加强线240绕扎在具有凸棱211的骨架210上时,至少有部分加强线240会脱离骨架210的外表面设置,使得在成孔模件的加强线与所述骨架的外侧壁之间形成注胶间隙,因而柔性层220能够完全包裹该部分的加强线240,从而进一步提高柔性层220与骨架210之间连接强度。
40.以下,
41.图6示出了若干种凸棱211结构的实施方式。具体的,在图6a所示的实施例中,凸棱 211为平整的条状结构,凸棱211沿着骨架210的轴向设置,当加强线240绕扎在图6a所示的骨架210上时,加强线240与骨架210之间存在间隙,因而在注胶柔性层220时,柔性层 220能够进入加强线240与骨架210之间的间隙内,从而完全包覆加强线240设置。
42.在图6a所示的实施例中,直接在平整的凸棱211上绕扎加强线240时,加强线240可能会在柔性层220的注胶过程中沿着骨架210的轴向发生窜动,因而作为进一步地优化,可以在凸棱211上设置若干个凸齿212,并在相邻的凸齿212之间形成为线槽213。该线槽213用于对加强线240限位,防止加强线240在注胶过程中沿着骨架210的轴向窜动。线槽213的深度可以小于凸齿212的高度设置,因而当加强线240绕扎在线槽213内时,加强线240可以与骨架210的外侧壁之间形成间隙。
43.具体的,图6b、图6c、图6d中示出了三种不同结构的凸齿212。在图6b中,凸齿212 为矩形结构,相邻的凸齿212之间形成为线槽213;在图6c中,凸齿212为三角形结构,该三角形结构的凸齿212在骨架210轴向的正反两个方向上均为斜面,因而对于具有弹性的加强线240,仍然具有上下窜动的可能性;在图6d中,凸齿212也为三角形结构,但三角形结构的凸齿212仅在骨架210轴向的一个方向上为斜面,更具体是斜面背向于骨架210底端的连接部230设置,凸齿212的另一面垂直于骨架210的轴向设置。因而预制构件300起吊时,预制构件300具有迫使柔性层220远离骨架210底端运动的趋势,此时凸齿212垂直于骨架 210轴向的一面能够阻挡加强线240远离骨架210底端运动,从而防止柔性层220与骨架210 脱离。
44.此外,在本实施方式中,由于柔性层220由橡胶、硅胶等材料制成,凸齿212的棱角可能会对柔性层220造成损坏。因此,作为进一步地优化,参照图6e,可以将凸齿212的外侧面为曲面结构,例如设置为半圆面结构,或者弧面结构,或者椭圆面结构;当然,也可以将图6b、图6c、图6d中示出的凸齿212进行倒角加工,形成为弧形结构,而当骨架210是浇筑形成时,可通过设置制造模具的形状,使得凸齿212具有弧形结构;参照图6f,还可以将凸齿212设置为倒刺结构,并将倒刺结构的尖端设置为倒角。
45.以下,
46.图7示出了凸棱211设置数量及排布方式的实施方式。凸棱211的数量具体没有限制,可以为一个,也可以为图7a所示的两个,或者更多个,例如图7b所示的三个,图7c所示的四个,图7d所示的五个。加强线240至少部分绕扎在骨架210上凸棱211所在的位置处。
47.当凸棱211设置为两个时,加强线240绕扎时不可避免地会与骨架210的外侧壁接触;当凸棱211的数量超过两个时,加强线240绕扎时可完全不与骨架210的外侧壁接触;且当凸棱211的数量增加时,为使加强线240完全不与骨架210的外侧壁接触,凸棱211所需的最低高度逐渐小。
48.但是,当凸棱211的数量过多时,例如十个,或者更多个,骨架210的制造模具的开模难度显著提升,且凸棱211过多地占用了骨架外侧壁的面积,导致加强线240能被柔性层220 包裹的面积变小,从而降低了柔性层220与骨架210的连接强度。
49.凸棱211的排布方式没有限制,当凸棱211设置为两个以上时,优选的实施方式是将两个以上的凸棱211均匀分布在凸棱211的周向上。凸棱211本身可以沿着骨架210的轴向设置,也可以螺旋状地围绕着骨架210的外侧壁设置。凸棱211可以是自骨架210的底端延伸
至骨架210底端的整段设置,也可以是分段设置,也可以仅在骨架210轴向上的某一段或某几段上设置。
50.此外,还可将凸棱211呈螺旋状地设置在骨架210的周向上,当凸棱211呈螺旋状地设置在骨架210的周向上时,凸棱211可以是一整段,也可以是分开的若干段;当凸棱211呈螺旋状地设置在骨架210的周向上时,凸棱211也可以设置为多条。
51.为了在骨架210与加强线240之间形成间隙,从而提高加强线240与柔性层220的接触面积,直接在骨架210上设置凸棱211是可行的方式之一。另一种方式是在骨架210的外侧壁上开设凹槽214,因而能够在加强线与骨架的外侧壁之间形成注胶间隙,允许柔性层220 的胶料可以进入注胶间隙内,完成对加强线240的包覆,以提高加强线240与柔性层220的接触面积。
52.以下,
53.图8示出了骨架210上开设凹槽214的实施方式。图8a示出的是沿着骨架210轴向开设的凹槽214,图8a中的凹槽214具有较高的适配性;图8a中的凹槽214可以是整段的槽体,可以是多段槽。图8b示出的是螺旋状排布的凹槽214。凹槽214也可以是其他结构,包括各种异形结构的槽,其只要能够在加强线240对应的位置,至少是部分加强线240对应的位置形成允许柔性层的胶料进入的空间,均能够达到本是释放中凹槽214所带来的技术效果。
54.同样,为了防止骨架上的加强线沿着骨架的轴向发生窜动,作为一种实施方式,可以在骨架的外侧壁上开设有用于限制加强线沿骨架轴向移动的线槽,并将加强线绕扎在该线槽内;作为另一种实施方式,骨架的外侧壁上设置有若干个用于限制加强线沿骨架轴向移动的凸起,该凸起可以是凸点,或是凸块,或是凸条。
55.成孔模件200与底模110之间可以为固定连接,例如焊接、胶接;当然,为了方便于成孔模件200的更换,从而使得成型模具100适用于不同厚度、尺寸、大小、形状的预制构件的制作,成孔模件200与底模110也可以是可拆卸连接。
56.在成孔模件200与底模110连接方式的一个实施例中,由于底模110为钢结构,直接在底模110的设计位置钻孔,并在孔壁上加工内螺纹,同时将连接部230设置为螺杆,通过螺纹连接的方式实现成孔模件200与底模110是较为方便的做法。此外,也可在底模110上焊接螺母或螺杆,并将连接部230设置为与螺母配合的螺杆,或将连接部230设置为与螺杆配合的螺母,也是可行的做法。
57.在其它实施例中,成孔模件200与底模110之间也可采用强磁连接的方式实现可拆卸连接,例如将连接部230设置为强磁性物质,或者在底模110上与成孔模件200对应的位置处设置强磁铁。
58.骨架210可采用金属材质的丝杆,例如钢制骨架、铝合金骨架、钛合金骨架等,此时可在丝杆的底端设置外螺纹以作为连接部230。当骨架210设置为金属材质的丝杆时,柔性层 220与骨架210的结合力不强,导致预制构件300吊起脱模时,柔性层220与骨架210之间容易发生脱离,导致成孔模件200的损坏。为提高柔性层220与骨架210的结合力强度,可在骨架210上设置若干个垫圈,若干个垫圈可沿着骨架210的轴向分布;也可在骨架210上设置若干个金属分支。垫圈与金属分支的作用均在于提高柔性层220与骨架210的接触面积,从而提高柔性层220与骨架210之间的结合强度。
59.当骨架210为塑包钢骨架、玻璃钢骨架时,骨架210的形状和结构没有具体限制,骨
架210可以是棱台、棱柱、棱锥、圆柱、圆台、圆锥结构,或是其他可以拟作上述形状之一的异形结构。其中,骨架210优选的是圆柱和圆台结构,例如,骨架210可以是圆台结构,且骨架210从其底端至顶端的直径逐渐减小,也可以从其底端至顶端的直径逐渐增大。又例如,骨架210也可以是圆柱结构。
60.此外,为了提高成孔模件200与底模之间连接强度,可以将连接部230的上端至少部分插设在骨架210中。连接部230的上端插入骨架210中的深度具体没有限制。
61.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1