一种预焙阳极生坯冷却自动恒温系统的制作方法
1.本发明涉及预焙阳极技术领域,尤其涉及一种预焙阳极生坯冷却自动恒温系统。
背景技术:
2.预焙阳极生坯制造经成型脱模后温度达150℃左右,为稳定固化生坯外形几何尺寸,需在短时间内均衡降温,使其制品温度降至50℃以下,直至常温状态,预焙阳极生坯制造普遍采用板式输送生坯在冷却水道中缓慢降温,生坯入水至出水需90分钟左右,导致入水端和出水端水温温差太大,对成型后的阳极生坯质量有着重要影响。
3.目前,国内碳素行业的生块冷却水系统温度调整,基本靠人工完成,既增加了人力成本,同时无法做到及时调整和精准控制水温。
技术实现要素:
4.本发明的目的在于提供一种预焙阳极生坯冷却自动恒温系统,旨在解决现有技术中生块冷却水系统温度调整,基本靠人工完成,既增加了人力成本,同时无法做到及时调整和精准控制水温的技术问题。
5.为实现上述目的,本发明提供了一种预焙阳极生坯冷却自动恒温系统,所述预焙阳极生坯冷却自动恒温系统包括机架、板链、冷却管道、蒸气管、冷却塔、检测仪和补水管,所述机架与所述冷却管道固定连接,并位于所述冷却管道的内部,所述板链与所述机架活动连接,并位于所述机架的上方;
6.所述蒸气管与所述冷却管道固定连接,并位于所述冷却管道的上方,所述冷却塔与所述冷却管道固定连接,并设置于所述冷却管道的上方,所述检测仪设置于所述冷却管道的内部,所述补水管与所述冷却管道固定连接,并位于所述冷却管道的上方。
7.通过所述检测仪检测所述冷却管道内的温度和水位,温度过高时,所述冷却塔自启动进行冷却,温度过低时,所述蒸气管进行加热,水位过低时,所述补水管进行补水,实现了自动调节,减少了人工成本,提高了产品质量。
8.其中,所述检测仪包括水位传感器和测温仪,所述水位传感器和所述测温仪均设置于所述冷却管道的内部。
9.所述水位传感器用于测量所述冷却管道内的水位,所述测温仪用于测量冷却液的温度。
10.其中,所述预焙阳极生坯冷却自动恒温系统还包括第一电磁阀,所述第一电磁阀设置于所述蒸气管的外侧壁。
11.所述第一电磁阀用于控制所述蒸气管的启动和关闭。
12.其中,所述预焙阳极生坯冷却自动恒温系统还包括第二电磁阀,所述第二电磁阀设置于所述补水管的外侧壁。
13.所述第二电磁阀用于控制所述补水管的启动和关闭。
14.其中,所述预焙阳极生坯冷却自动恒温系统还包括plc控制系统,所述plc控制系
统分别与所述第一电磁阀、第二电磁阀和冷却塔电性连接。
15.通过所述plc控制系统控制各个零部件的启动和关闭,实现自动化运行。
16.本发明的一种预焙阳极生坯冷却自动恒温系统,将生坯放置在所述板链上,通过所述板链运输至所述冷却管道内,所述冷却管道内设置有冷却水,对生坯进行冷却,通过所述检测仪检测所述冷却管道内的温度和水位,温度过高时,所述冷却塔自启动进行冷却,温度过低时,所述蒸气管进行加热,水位过低时,所述补水管进行补水,上述结构通过plc系统控制,实现了自动调节,减少了人工成本,提高了产品质量。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
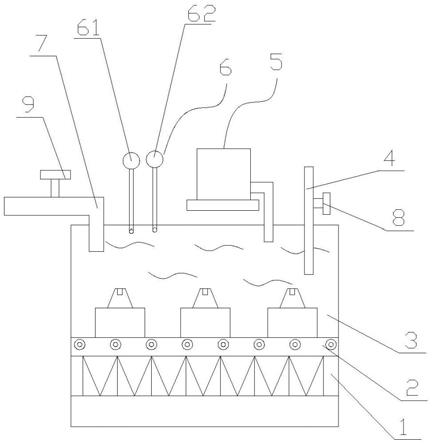
18.图1是本发明提供的一种预焙阳极生坯冷却自动恒温系统的结构示意图。
19.图2是本发明提供的冷却塔的剖视图。
[0020]1‑
机架、2
‑
板链、3
‑
冷却管道、4
‑
蒸气管、5
‑
冷却塔、51
‑
罐体、52
‑
填料、53
‑
通风管、54
‑
水泵、55
‑
排风扇、56
‑
喷淋管、6
‑
检测仪、61
‑
水位传感器、62
‑
测温仪、7
‑
补水管、8
‑
第一电磁阀、9
‑
第二电磁阀。
具体实施方式
[0021]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
[0022]
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0023]
请参阅图1和图2,本发明提供一种预焙阳极生坯冷却自动恒温系统,所述预焙阳极生坯冷却自动恒温系统包括机架1、板链2、冷却管道3、蒸气管4、冷却塔5、检测仪6和补水管7,所述机架1与所述冷却管道3固定连接,并位于所述冷却管道3的内部,所述板链2与所述机架1活动连接,并位于所述机架1的上方;所述蒸气管4与所述冷却管道3固定连接,并位于所述冷却管道3的上方,所述冷却塔5与所述冷却管道3固定连接,并设置于所述冷却管道3的上方,所述检测仪6设置于所述冷却管道3的内部,所述补水管7与所述冷却管道3固定连接,并位于所述冷却管道3的上方。
[0024]
在本实施方式中,将生坯放置在所述板链2上,通过所述板链2运输至所述冷却管道3内,所述冷却管道3内设置有冷却水,对生坯进行冷却,通过所述检测仪6检测所述冷却管道3内的温度和水位,温度过高时,所述冷却塔5自启动进行冷却,温度过低时,所述蒸气管4进行加热,水位过低时,所述补水管7进行补水,上述结构通过plc系统控制,实现了自动
调节,减少了人工成本,提高了产品质量。
[0025]
进一步的,所述检测仪6包括水位传感器61和测温仪62,所述水位传感器61和所述测温仪62均设置于所述冷却管道3的内部;所述预焙阳极生坯冷却自动恒温系统还包括第一电磁阀8,所述第一电磁阀8设置于所述蒸气管4的外侧壁;所述预焙阳极生坯冷却自动恒温系统还包括第二电磁阀9,所述第二电磁阀9设置于所述补水管7的外侧壁;所述预焙阳极生坯冷却自动恒温系统还包括plc控制系统,所述plc控制系统分别与所述第一电磁阀8、第二电磁阀9和冷却塔5电性连接。
[0026]
在本实施方式中,所述水位传感器61用于测量所述冷却管道3内的水位,所述测温仪62用于测量冷却液的温度,所述第一电磁阀8用于控制所述蒸气管4的启动和关闭,所述第二电磁阀9用于控制所述补水管7的启动和关闭,通过所述plc控制系统控制各个零部件的启动和关闭,实现自动化运行。
[0027]
进一步的,所述冷却塔5包括罐体51、填料52、通风管53和水泵54,所述水泵54分别与所述冷却管道3和所述罐体51管道连接,所述填料52与所述罐体51固定连接,并位于所述罐体51的底部,所述通风管53与所述罐体51固定连接,并位于所述罐体51的上方。
[0028]
在本实施方式中,通过所述水泵54将所述冷却管道3内的冷却液抽入所述罐体51的内部,并从所述填料52的上方渗透至所述填料52的底部,增加与空气接触的时间,提高降温速率。
[0029]
进一步的,所述冷却塔5还包括排风扇55,所述排风扇55与所述通风管53固定连接,并位于所述通风管53的内部。
[0030]
在本实施方式中,所述排风扇55将所述罐体51下方的空气抽入所述罐体51内,气流穿过所述填料52后,再从所述通风管53排出,空气与冷却液接触后,将热量带至外界。
[0031]
进一步的,所述冷却塔5还包括喷淋管56,所述喷淋管56与所述水泵54固定连接,并设置于所述罐体51的内部,且位于所述填料52的上方。
[0032]
在本实施方式中,所述喷淋管56将温度较高的冷却液转化为水雾,增加了与空气的接触面积,部分液体转化为水蒸气,转化的过程中吸收大量的热,并被所述排风扇55带出所述通风管53。
[0033]
以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1