一种陶瓷坯体成型生产车间流水线的制作方法
1.本实用新型涉及陶瓷坯体生产技术领域,尤其涉及一种陶瓷坯体成型生产车间流水线。
背景技术:
2.陶瓷是陶器与瓷器的统称,同时也是我国的一种工艺美术品,远在新石器时代,我国已有风格粗犷、朴实的彩陶和黑陶。陶与瓷的质地不同,性质各异。陶,是以粘性较高、可塑性较强的粘土为主要原料制成的,不透明、有细微气孔和微弱的吸水性,击之声浊。瓷是以粘土、长石和石英制成,半透明,不吸水、抗腐蚀,胎质坚硬紧密,叩之声脆。我国传统的陶瓷工艺美术品,质高形美,具有高度的艺术价值,闻名于世界。
3.现有的陶瓷生产一般都是通过手工制作或者利用设备实现半自动化生产,自动化程度较低,生产效率低下,不能满足现今日益增长的市场需求。
技术实现要素:
4.为解决上述问题,本实用新型提供了一种陶瓷坯体成型生产车间流水线,包括坯体传送装置,所述坯体传送装置上放置有坯体模具,所述坯体传送装置一端设置有多工位转盘装置,多工位转盘装置一侧设置有坯体成型机,所述坯体传送装置上还设置有下料装置,所述多工位转盘装置与下料装置之间还设置有上料装置,所述坯体传送装置上方还设置有烘烤装置。
5.更进一步的,所述多工位转盘装置包括转盘,转盘下端与旋转驱动装置连接,所述转盘沿周向均匀布置有两个以上的转盘机械手。
6.更进一步的,所述转盘机械手包括第一夹持部与第二夹持部,第一夹持部与第一气缸连接,第二夹持部与第二气缸连接。
7.更进一步的,所述转盘的一个工位上设有升降装置,所述升降装置包括托盘,以及托盘下方连接的升降驱动机构。
8.更进一步的,所述上料装置包括切料机构、上料吸盘装置以及第一模具定位机械手,所述切料机构包括放置有坯料的上传送带和用于切割坯料的切割装置,以及放置在上传送带下方的下传送带,所述下传送带端部设置有可将坯料吸取放置至坯体传送装置上的上料吸盘装置,所述上料吸盘装置旁设置有第一模具定位机械手。
9.更进一步的,所述下料装置包括下料吸盘装置以及第二模具定位机械手,所述第二模具定位机械手一侧设置有下料吸盘装置,所述下料吸盘装置包括移动架,所述移动架上设置有水平驱动装置,所述水平驱动装置下方连接有第三气缸,所述第三气缸下方连接有真空吸盘。
10.更进一步的,所述坯体传送装置包括传送带,所述传送带呈s型循环布置,传送带上均匀设置有若干卡盘,用于固定坯体模具。
11.更进一步的,所述烘烤装置包括悬空固定在坯体传送装置上通风管道,以及与通
风管道连接的热风机。
12.本实用新型的有益效果为:本实用新型设置有上料装置、坯体传送装置、多工位转盘装置、坯体成型机、烘烤装置以及下料装置,通过以上各构件之间的配合,实现了陶瓷坯体生产工艺中的切料、上料、成型、烘干、下料步骤的自动化,大大提高了陶瓷坯体成型的生产效率,节省了劳动力成本。
附图说明
13.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
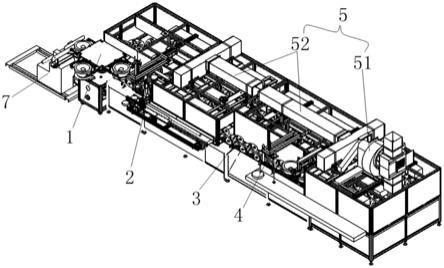
14.图1是本实用新型的三维结构示意图;
15.图2是本实用新型的坯体传送装置的俯视图;
16.图3是本实用新型的多工位转盘装置的结构示意图;
17.图4是本实用新型的多工位转盘的结构示意图;
18.图5是本实用新型的转盘机械手的结构示意图;
19.图6是本实用新型的升降托盘的结构示意图;
20.图7是本实用新型的上料装置的结构示意图;
21.图8是本实用新型的下料装置的结构示意图。
具体实施方式
22.下面结合附图和实施例对本实用新型技术方案作进一步描述。需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。为叙述方便,下文中如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
23.如图1所示,本实用新型提出了一种陶瓷坯体成型生产车间流水线,包括坯体传送装置3,坯体传送装置3上放置有坯体模具,坯体传送装置3一端设置有多工位转盘装置1,多工位转盘装置1一侧设置有坯体成型机7,坯体传送装置3上还设置有下料装置2,多工位转盘装置1与下料装置2之间还设置有上料装置4,坯体传送装置3上方还设置有烘烤装置5。
24.如图3所示,本实施例中的多工位转盘装置1包括转盘13,转盘13下端与旋转驱动装置连接,旋转驱动装置可以是旋转电机、旋转气缸等可驱动转盘绕其中心进行周向运动的结构,其大多为现有技术,是本领域人员所通晓的技术常识,本技术在此不再进行赘述。转盘沿周向均匀布置有两个以上的转盘机械手111,本实施例中转盘机械手111的优选数量为4个。转盘机械手111将坯体模具夹持住,转盘12转动将其运送至一侧的坯体成型机7内进行坯体的成型,坯体成型完后转盘机械手111再将坯体模具夹持住运送至坯体传送装置3上。多工位转盘装置1一般选择设置3个以上的机械手111,其中留置一个以上机械手111用于工序的缓冲过渡,实现工序上的连贯,节省时间。
25.如图4
‑
图5所示,本实施例中的转盘机械手111包括第一夹持部1112与第二夹持部1114,第一夹持部1112与第一气缸11111连接,第二夹持部1114与第二气缸1115连接,第一
夹持部1112与第二夹持部1114上都分别连接有两个转轮1113,便于夹持住坯体。
26.如图6所示,本实施例中的转盘13的一个工位上设有升降装置,升降装置包括托盘121,以及托盘121下方连接的升降驱动机构122,升降驱动机构122可以是推杆气缸、液压升缩杆等可驱动托盘进行直线运动的结构,其大多为现有技术,是本领域人员所通晓的技术常识,本技术在此不再进行赘述。升降装置可以对坯体模具的夹持高度进行微调,便于其高度与坯体传送装置3或坯体成型机7的高度相适应。
27.如图7所示,本实施例中的上料装置2包括切料机构22、上料吸盘装置21以及第一模具定位机械手213,第一模具定位机械手213包括机械夹持臂以及与机械夹持臂连接的气缸,气缸驱动机械夹持臂运动,使得两机械夹持臂之间靠近或远离,进而实现模具的夹持或放置,切料机构22包括放置有坯料的上传送带221和用于切割坯料的切割装置222,切割装置222包括切割刀片以及可带动刀片进行直线运动的机构,该机构本实施例中优选为气缸,以及放置在上传送带221下方的下传送带223,下传送带223端部设置有可将坯料吸取放置至坯体传送装置上的上料吸盘装置212,上料吸盘装置212包括真空吸盘以及与真空吸盘连接的推杆气缸,推杆气缸安装在移动座211上,移动座211放置在支架214内,且可通过驱动装置驱动移动座211在支架214内进行移动,上料吸盘装置212旁设置有第一模具定位机械手213。切割装置222可以将条状的坯料定长切割定型,切割完的坯料从上传送带掉落至下传送带,第一模具定位机械手213将坯体传送装置3上的坯体夹持住进行定位,然后上料吸盘装置212将一侧切割完的坯料吸取放置至坯体模具中。
28.如图8所示,本实施例中的下料装置4包括下料吸盘装置41以及第二模具定位机械手42,第二模具定位机械手42一侧设置有下料吸盘装置41,下料吸盘装置41包括移动架411,移动架411上设置有水平驱动装置412,水平驱动装置412可以是推杆气缸、液压升缩杆、直线电机等可驱动第三气缸413进行直线运动的结构,其大多为现有技术,是本领域人员所通晓的技术常识,本技术在此不再进行赘述。水平驱动装置412下方连接有第三气缸413,第三气缸413下方连接有真空吸盘414。真空吸盘414吸取成型完的坯体,将坯体从坯体传送装置3上运输至出料架43上。
29.如图2所示,图示箭头为坯体传送装置3的传送方向,本实施例中的坯体传送装置3包括传送带,传送带呈s型循环布置,传送带上均匀设置有若干卡盘31,用于固定坯体模具,传送带包括输送带以及驱动输送带进行循环运动的驱动机构,输送带可以为输送皮带或链条带,本实施例优选为其链条带,链条带上均匀设置有若干卡盘31,传送带的工作原理为现有技术,是本领域人员所通晓的技术常识,本技术在此不再进行赘述。
30.本实施例中的烘烤装置5包括悬空固定在坯体传送装置3上通风管道52,以及与通风管道52连接的热风机51。热风机51产生的热气流通过通风管道52输送至坯体传送装置3上的坯体上,将各坯体烘干。
31.为方便理解,特此说明,本实用新型的工作原理与工作步骤如下:
32.上料装置2的切料机构22对条状坯料进行定长切割定型,然后通过上料吸盘装置21自动往坯体传送装置3上的空的坯体模具中投料,第一模具定位机械手213将坯体模具夹持住进行定位,方便上料吸盘装置21进行精准的投料。装有坯料的坯体模具在坯体传送装置3上进行移动,当坯体模具运动至转盘机械手111的下方时,转盘机械手111的第一夹持部1112与第二夹持部1114夹紧坯体模具,然后进行工位转换到升降装置的上方,将坯体模具
放置在托盘121上,升降驱动机构122驱动托盘121向上运动,抬高坯体模具的水平位置。便于坯体模具在后续工序中放置在坯体成型机7的工作台上和放置在坯体传送装置3的卡盘31上。
33.转盘机械手111夹紧模具进行工位转换到成坯体成型机7上,坯体成型机7对模具里的坯体进行滚压成型,成型结束后,转盘机械手111夹紧模具旋转到坯体传送装置3上方,将坯体模具放置在坯体传送装置3上的卡盘31上。
34.坯体传送装置3的上方设有烘烤装置5,坯体模具沿坯体传送装置3传送方向一边向前移动一边烘烤。坯体模具内的坯体经过在坯体传送装置3上的一定距离的移动,完成烘烤定型。
35.当坯体模具移动到下料装置4位置时,第二模具定位机械手42将坯体模具夹持住进行定位,方便下料吸盘装置41对坯体模具进行精准的吸取,下料吸盘装置41上的真空吸盘吸取住烘干成型完的坯体,然后将坯体从坯体模具中取出移送到下个工序的传送带上或出料架43上。空的坯体模具继续沿坯体传送装置3的传送方向向前移动,然后由上料装置2继续下一次的投料。
36.如此循环往复,实现陶瓷坯体的自动化成型生产流程。
37.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1