一种用于制作电力排管的后抽芯装置的制作方法
1.本实用新型属于模具框体的生产技术领域,特别涉及一种一种用于制作电力排管的后抽芯装置。
背景技术:
2.目前,现有技术中,电力排管通过电力排管来制作,而电力排管的制作则是通常先设置一模具框体,在模具框体内部预埋若干个pvc管,之后向模具框体的模腔内打料,振动均匀,最后蒸养成型,但是在这个过程中,尤其是振动进料的过程中,振动棒很可能造成pvc管的破损和开裂,以及长时间的蒸养也会造成pvc的起鼓和开裂,严重影响电力排管的产品质量,并且pvc管的成本较高,破损更换等会严重增加成本。
技术实现要素:
3.本实用新型的目的是针对现有技术存在的不足,提供一种一种用于制作电力排管的后抽芯装置。
4.技术方案:本实用新型解决问题所采用的技术方案为:一种用于制作电力排管的后抽芯装置,包括模具框体、安装于模具框体内一体式预制芯管以及配合使用的卷扬抽芯机构;所述的一体式预制芯管包括设置为内管的无缝管和设置为外管的pe芯管,所述无缝管套装在pe芯管的内部,且无缝管长度大于pe芯管,两者安装成一体,并且所述无缝管伸出的端部位置处还安装有吊环,通过吊环安装有吊装组件并相应与卷扬抽芯机构相连。
5.进一步地,所述的模具框体包括固定底板,该固定底板的前端设置有前端面板,后端设有后端面板,且前端面板和后端面板上设置有位置对应的四个预埋孔,所述的一体式预制芯管相应安装在对应的预埋孔中。
6.进一步地,所述固定底板的两侧还通过铰接组件铰接安装有若干块竖向筋板,且两侧的竖向筋板上还均设置有向上伸出的限位槽钢,两侧的限位槽钢内还均设置有限位槽,而两侧对应的限位槽之间则相应放置有限位杆,限位杆的两侧又对应安装有紧固螺栓,可将两侧的竖向筋板安装紧固。
7.进一步地,所述的无缝管外径设置为180mm,壁厚为5mm,长度为9m;而所述pe芯管的外径为200mm,壁厚为9.1mm,长度为6m。
8.进一步地,所述的无缝管涂油后安装在pe芯管内,且所述的一体式预制芯管的前端还设置有三对孔,三对孔内均相应插装有钢棒,钢棒贯穿pe芯管和无缝管,钢棒两端锁紧防止pe芯管窜动。
9.进一步地,所述铰接组件安装于固定底板的两,且铰接组件通过l形的加固槽钢与竖向筋板连接。
10.有益效果:本实用新型与现有技术相比,具有以下优点:
11.(1)本装置中预埋在模具框体内的芯管不是采用单一的pvc管,而是设置成双层管体一体式预制芯管,其内部为无缝管,外部为pe芯管,无缝管外部涂油后套入至pe芯管中,
前端通过钢棒等安装成一体,设置无缝管长度大于pe芯管,无缝管上安装吊环,吊环上通过吊装组件与卷扬抽芯机构相连;在使用时将一体式预制芯管安装在模具框体的四个预埋孔中,接着向模具框体内部打料,通过振动棒,由于内部设置的无缝管可有效的增加整体芯管的耐压、耐振动能力,外部的pe管不会容易开裂、破损,蒸养后由于有内部无缝管的支撑,也不会容易起鼓等,蒸养完成后,达到要求强度后,通过卷扬抽芯机构抽芯,将整体预制芯管拉出,再将外部的模具框体打开,就形成了带有模孔的电力排管产品,通过该电力排管生产电力排管,可有效的改善生产工艺,提高工作质量和效率,并且降低了生产成本,保证了产品质量;
12.(2)本装置中的模具框体采用四孔式结构,其前端面板和后端面板均设置有四个预埋孔,用于安装一体式预制芯管,并且固定底板上通过铰接组件安装有侧面的竖向筋板,而两侧的竖向筋板的固定安装通过其上端设置的限位槽钢来实现,两侧的限位槽钢中均设置有限位槽,两侧对应的限位槽中安装限位杆,限位杆放置在限位槽中后,限位杆两侧安装紧固螺栓,从两侧将紧固螺栓固定,即可将两侧的竖向筋板固定,模具框体的拆卸安装都十分的方便。
附图说明
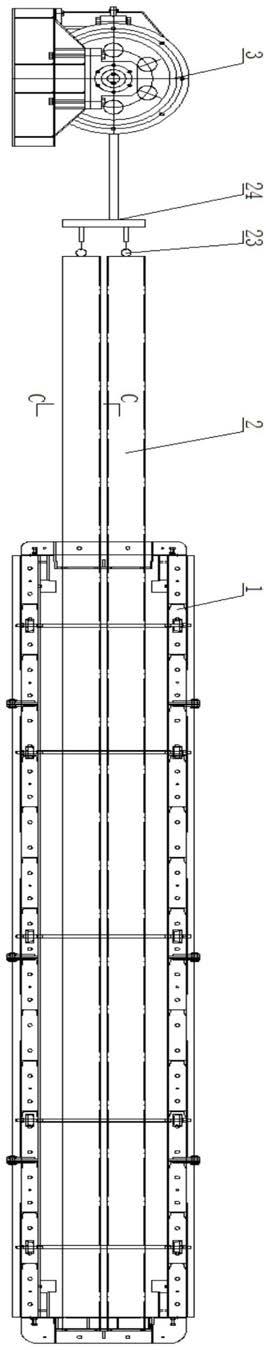
13.图1为本实用新型结构示意图;
14.图2为本实用新型中模具框体结构图;
15.图3为图2仰视图;
16.图4为图2侧视图;
17.图5为图1中c-c剖视图;
18.图6为图2中a处放大图;
19.图7为图3中b处放大图。
具体实施方式
20.下面结合附图和具体实施例,进一步阐明本实用新型,本实施例在以本实用新型技术方案为前提下进行实施,应理解这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。
21.如图1和图5所示,一种用于制作电力排管的后抽芯装置,包括模具框体1、安装于模具框体1内一体式预制芯管2以及配合使用的卷扬抽芯机构3;一体式预制芯管2包括设置为内管的无缝管21和设置为外管的pe芯管22,无缝管21套装在pe芯管22的内部,且无缝管21长度大于pe芯管22,两者安装成一体,并且无缝管21伸出的端部位置处还安装有吊环23,通过吊环23安装有吊装组件24并相应与卷扬抽芯机构3相连。
22.本装置中预埋在模具框体内的芯管不是采用单一的pvc管,而是设置成双层管体一体式预制芯管,其内部为无缝管,外部为pe芯管,无缝管外部涂油后套入至pe芯管中,前端通过钢棒等安装成一体,设置无缝管长度大于pe芯管,无缝管上安装吊环,吊环上通过吊装组件与卷扬抽芯机构相连。
23.在使用时将一体式预制芯管安装在模具框体的四个预埋孔中,接着向模具框体内部打料,通过振动棒,由于内部设置的无缝管可有效的增加整体芯管的耐压、耐振动能力,
外部的pe管不会容易开裂、破损,蒸养后由于有内部无缝管的支撑,也不会容易起鼓等,蒸养完成后,达到要求强度后,通过卷扬抽芯机构抽芯,将整体预制芯管拉出,再将外部的模具框体打开,就形成了带有模孔的电力排管产品,通过该电力排管生产电力排管,可有效的改善生产工艺,提高工作质量和效率,并且降低了生产成本,保证了产品质量。
24.如图2、图3、图4、图6和图7所示,模具框体1包括固定底板11,该固定底板11的前端设置有前端面板12,后端设有后端面板13,且前端面板12和后端面板13上设置有位置对应的四个预埋孔14,一体式预制芯管2相应安装在对应的预埋孔14中。
25.固定底板11的两侧还通过铰接组件15铰接安装有若干块竖向筋板16,且两侧的竖向筋板16上还均设置有向上伸出的限位槽钢17,两侧的限位槽钢17内还均设置有限位槽18,而两侧对应的限位槽18之间则相应放置有限位杆19,限位杆19的两侧又对应安装有紧固螺栓20,可将两侧的竖向筋板16安装紧固。
26.无缝管21外径设置为180mm,壁厚为5mm,长度为9m;而pe芯管22的外径为200mm,壁厚为9.1mm,长度为6m。
27.无缝管21涂油后安装在pe芯管22内,且一体式预制芯管2的前端还设置有三对孔,三对孔内均相应插装有钢棒,钢棒贯穿pe芯管22和无缝管21,钢棒两端锁紧防止pe芯管22窜动。
28.铰接组件15安装于固定底板11的两,且铰接组件15通过l形的加固槽钢4与竖向筋板16连接。
29.本装置中的模具框体采用四孔式结构,其前端面板和后端面板均设置有四个预埋孔,用于安装一体式预制芯管,并且固定底板上通过铰接组件安装有侧面的竖向筋板,而两侧的竖向筋板的固定安装通过其上端设置的限位槽钢来实现,两侧的限位槽钢中均设置有限位槽,两侧对应的限位槽中安装限位杆,限位杆放置在限位槽中后,限位杆两侧安装紧固螺栓,从两侧将紧固螺栓固定,即可将两侧的竖向筋板固定,模具框体的拆卸安装都十分的方便。
30.上述具体实施方式只是本实用新型的一个优选实施例,并不是用来限制本实用新型的实施与权利要求范围的,凡依据本实用新型申请专利保护范围内容做出的等效变化和修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1